
国際特許分類[B65G27/32]の内容
処理操作;運輸 (1,245,546) | 運搬;包装;貯蔵;薄板状または線条材料の取扱い (154,615) | 運搬または貯蔵装置,例.荷積みまたは荷あげ用コンベヤ;工場コンベヤシステム;空気管コンベヤ (20,388) | 振動コンベヤ (306) | 振動運動の発生装置または伝達装置の適用 (184) | バイブレーションまたはシェーキング運動の方向,振動数,または振幅の制御装置をもつもの (42)
国際特許分類[B65G27/32]に分類される特許
11 - 20 / 42
振動式部品搬送装置
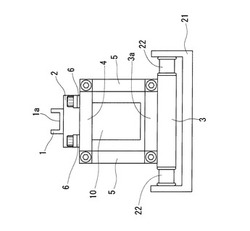
【課題】複合振動式の部品搬送装置において、防振部材の本体支持機能を低下させることなく、鉛直方向の振動絶縁性を高める。
【解決手段】複合振動式部品搬送装置の装置本体を弾性支持する防振部材22を、円筒状に形成して、その軸方向を部品搬送方向と直交する水平線方向とした姿勢で配置し、その一端部を下部振動体3に、他端部を基台21にそれぞれ固定して、防振部材22の部品搬送方向および鉛直方向のばね定数が、部品搬送方向と直交する水平線方向のばね定数よりも小さくなるようにした。これにより、従来と比べて防振部材22の本体支持機能を低下させることなく、鉛直方向の振動絶縁性を高めることができ、その結果、トラフ1の鉛直方向の振動振幅の調整が容易に行え、部品搬送に最適な振動をトラフ1に付与することができる。
(もっと読む)
振動式ボウルフィーダ

【課題】複合振動式のボウルフィーダにおいて、水平回転方向の振動に起因する鉛直方向の振動の発生を抑える。
【解決手段】ボウルが取り付けられる上部振動体と中間振動体とを鉛直振動用板ばねで連結し、中間振動体と基台とを回転振動用板ばねで連結した振動式ボウルフィーダにおいて、ボウルの鉛直方向の固有振動数Fvが水平回転方向の固有振動数Fhよりも5Hz以上大きくなるように調整した。これにより、ボウルの水平回転方向の固有振動数Fhにおける水平回転方向の振動振幅Vhと鉛直方向の振動振幅Vvに大きな差が生じるので、水平回転方向の振動に起因する鉛直方向の振動の振幅を小さくすることができ、部品搬送に適した所望の振動が容易に実現できる。
(もっと読む)
振動式ボウルフィーダ
【課題】複合振動式のボウルフィーダにおいて、防振部材の本体支持機能を低下させることなく、鉛直方向の振動絶縁性を高める。
【解決手段】複合振動式ボウルフィーダの装置本体を弾性支持する防振部材22を、円筒状に形成して、その軸方向を部品搬送方向と直交する水平線方向とした姿勢で配置し、その一端部を下部振動体3に、他端部を基台21にそれぞれ固定して、防振部材22の部品搬送方向および鉛直方向のばね定数が、部品搬送方向と直交する水平線方向のばね定数よりも小さくなるようにした。これにより、従来と比べて防振部材22の本体支持機能を低下させることなく、鉛直方向の振動絶縁性を高めることができ、その結果、ボウル1の鉛直方向の振動振幅の調整が容易に行え、部品搬送に最適な振動をボウル1に付与することができる。
(もっと読む)
振動式ボウルフィーダ
【課題】複合振動式のボウルフィーダにおいて、水平回転方向の振動に起因する鉛直方向の振動の発生を抑える。
【解決手段】ボウルが取り付けられる上部振動体と中間振動体とを鉛直振動用板ばねで連結し、中間振動体と基台とを回転振動用板ばねで連結した振動式ボウルフィーダにおいて、ボウルをその水平回転方向の固有振動数Fhで振動させたときにボウルに生じる水平回転方向の振動の振幅Vhよりも鉛直方向の振動の振幅Vvが6dB以上小さくなるように調整した。これにより、ボウルの水平回転方向の振動に起因する鉛直方向の振動の振幅を小さくすることができ、部品搬送に適した所望の振動が容易に実現できる。
(もっと読む)
振動式ボウルフィーダ
【課題】複合振動式のボウルフィーダにおいて、水平回転方向の振動に起因する鉛直方向の振動の発生を抑えられるようにする。
【解決手段】ボウル1が取り付けられる上部振動体2と基台3との間に中間振動体4を設け、中間振動体4と基台3とを回転振動用板ばね5で連結し、上部振動体2と中間振動体4とを鉛直振動用板ばね6で連結した振動式ボウルフィーダにおいて、回転振動用板ばね5を、ボウル1の鉛直方向中心線Оと直交する同一水平線上の2箇所の固定位置で固定するようにした。これにより、水平回転方向の振動に起因する鉛直方向の振動の発生を抑えることができ、その結果、水平回転方向と鉛直方向の振動をそれぞれ調整する際に、水平回転方向の振動を鉛直方向の振動にほとんど影響しないように調整でき、部品搬送に適した所望の振動が容易に実現できる。
(もっと読む)
電子部品供給装置及び電子部品の供給方法
【課題】処理部における処理能力に対応した電子部品の供給能力を常に維持できる電子部品供給装置及び電子部品の供給方法を提供する。
【解決手段】仕切り部28の仕切りを解除してから電子部品Eが検知部32を遮るまでの通過時間の基準幅を記憶する記憶部46と、仕切り部28の仕切りを解除してから電子部品Eが検知部32を遮るまでの通過時間を測定する時間測定部24Aと、時間測定部24Aの複数回の測定結果に基づいて通過時間ばらつきを算出するばらつき算出部24Bと、ばらつき算出部24Bで算出された通過時間ばらつきと記憶部46に記憶されている通過時間の基準幅との差分を算出する差分算出部24Cと、差分算出部24Cで算出された差分に基づいて搬送部14、18の振幅量を補正する振幅補正部24Dと、振幅補正部24Dで補正された搬送部14、18の振幅量に基づいて搬送部14、18の振動を制御する振動制御部22と、を有する。
(もっと読む)
振動式部品搬送装置
【課題】複合振動式の部品搬送装置において、水平方向の振動に起因する鉛直方向の振動の発生を抑える。
【解決手段】トラフ(部品搬送部材)が取り付けられる上部振動体と中間振動体とを水平方向に向けた第2の板ばね(鉛直振動用弾性部材)で連結し、中間振動体と基台とを鉛直方向に向けた第1の板ばね(水平振動用弾性部材)で連結した振動式部品搬送装置において、トラフをその水平方向の固有振動数Fhで振動させたときにトラフに生じる水平方向の振動の振幅Vhよりも鉛直方向の振動の振幅Vvが6dB以上小さくなるように調整した。これにより、トラフの水平方向の振動に起因する鉛直方向の振動の振幅を小さくすることができ、部品搬送に適した所望の振動が容易に実現できる。
(もっと読む)
モータ及び揺動コンベヤ
【課題】揺動コンベヤを駆動し、揺動コンベヤのトレーの前進速度、後退速度及び加速度を簡単に変更することができるモータの提供。
【解決手段】所定角度回転する都度パルス信号を出力する手段24を有し、その出力したパルス信号に基づき、回転速度を制御するモータ23。モータ軸又はモータ軸に連動する回転軸に設けられた基準点を検出する基準点検出器43と、基準点検出器43が基準点を検出してから、パルス信号又はパルス信号に基づく信号を計数する計数手段22aと、回転速度を、基準点検出器43が基準点を検出したときにN2とし、計数手段22aの計数値がC1に到達したときに加速してN1(>N2)とし、計数手段22aの計数値がC2(>C1)に到達したときに減速してN2とし、基準点検出器43が基準点を再度検出したときに、計数手段22aをリセットする速度制御手段22とを備えている。
(もっと読む)
振動式部品供給装置用制御装置
【課題】振動式部品供給装置を大きな負荷変動等の外乱に対しても安定して振動するように制御する。
【解決手段】振動式部品供給装置の駆動部に印加する出力電圧を制御する制御装置において、部品供給装置に取り付けた振動センサ7で得られた振動波形情報から位相情報を抽出し、この位相情報と発信回路18の出力電圧波形の位相情報とを位相比較回路19で比較して得られる位相差情報にオフセット量を加算して、この加算結果を補正信号として用いて発信回路18で出力電圧の周波数を補正する回路を組み込むことにより、出力電圧の周波数を共振周波数からずらして、部品供給装置を常に安定領域で駆動できるようにしたのである。これにより、大きな外乱に対しても安定した振動を実現することができる。
(もっと読む)
振動搬送装置及びそれを用いた組合せ秤
【課題】 ロードセル等の重量センサを用いることなく載荷されている物品の重量を求めることができるとともに消費電力を低減することができる振動搬送装置を提供する。
【解決手段】 電磁石24に間欠的な通電が行われることにより物品載荷部を振動させる振動動作を行うように構成された振動装置部とを有した振動フィーダ12と、駆動電圧パルスを振動フィーダ12の固有振動数に相当する周波数で電磁石24に繰り返し印加し、物品載荷部の振動振幅が目標振幅となるよう駆動電圧パルスのパルス幅を制御するフィーダ主制御手段191と、物品載荷部の振動振幅を検出する振幅検出手段30と、検出される振動振幅が目標振幅であるときに直近に印加された駆動電圧パルスのパルス幅に基づいて物品載荷部上の物品の重量を算出する重量算出手段191とを備えている。
(もっと読む)
11 - 20 / 42
[ Back to top ]