
国際特許分類[B65H63/04]の内容
処理操作;運輸 (1,245,546) | 運搬;包装;貯蔵;薄板状または線条材料の取扱い (154,615) | 薄板状または線条材料,例.シート,ウェブ,ケーブル,の取扱い (43,151) | フィラメント材料の巻き戻し、繰り出し、巻きあげ、巻きつけ、コイル形成、または堆積する際に使用する警報または安全装置,例.自動不良検出器,作動停止装置 (183) | 過張力または装置の作動の異常に応答するもの (12)
国際特許分類[B65H63/04]に分類される特許
1 - 10 / 12
繊維機械への糸供給を制御するのに適するプログラマブルセンサ及びセンサのプログラミング方法
【解決手段】
繊維機械(T)の支持体に設けられ又は繊維機械の近傍に位置付けられるのに適した本体部又はケーシング(2)を備え、繊維機械への撚り糸又は糸(F)の少なくとも1種の供給特徴を検知するのに適した検出手段(4)を有するセンサ。前記センサの本体部又はケーシング(2)内には、前記検出を制御し、前記本体部又はケーシング(2)に設けたメモリ手段(11)にストアされた複数個の制御アルゴリズムに従って前記撚り糸又は糸の制御モードを変更するのに適した手段(10)が、設けられ、使用者が前記複数個の制御アルゴリズムの一つを選択して、前記撚り糸又は糸の供給制御中、前記センサの所望の運転モードを選択できるのに適したセレクター手段(13)も、前記前記本体部又はケーシング(2)に設けられる。前記所望のセンサ動作モードを選択する方法も、クレームされている。
(もっと読む)
糸状態検知装置、及び、これを備えた繊維機械

【課題】走行する糸の状態が正常状態にあるか、糸切れ状態にあるか、過テンション状態にあるか、を安価かつ簡素な構成で検知する技術を提供する。
【解決手段】ヤーンフィーラ16は、走行する合糸Yの状態を検知する装置であって、回路遮断状態と回路短絡状態の二つの状態を有するセンサ本体32を備える。走行する合糸Yの状態が正常状態と、糸切れ状態又は過テンション状態と、の間で切り替わることにより、センサ本体32の状態が回路遮断状態と回路短絡状態の間で切り替わる。
(もっと読む)
ボビン搬送装置
【課題】部品配置に関する設計の自由度を損なうことがなく、しかも残糸付きのボビンから解舒された糸の絡み付きに起因する動作不良の発生を確実に防ぐことができるボビン搬送装置を提供する。
【解決手段】無端ベルト12が巻き掛けられる原動ローラ10の幅寸法(W1)を、無端ベルト12の幅寸法(W2)よりも小さく設定したので、上方視で幅寸法の両端部を含んで原動ローラ10の全体を無端ベルト12で覆うことができる。これによれば、ボビンBから解舒した残糸7が原動ローラ10に接触することを防いで、残糸7が原動ローラ10に絡み付くことを防ぐことができる。
(もっと読む)
糸巻取装置
【課題】巻取パッケージに棒巻きなどによる異常な巻取状態が発生していることを迅速に精度良く検出する。
【解決手段】糸巻取ユニット2は、給糸ボビン3から解舒された糸4をトラバース装置5で綾振りさせながら巻取管6に巻取って、満巻のパッケージ7を形成する。パッケージ径センサ44により計測された実際径とパッケージ径予測部51により算出された予測径とを巻取状態検出部52により比較して、巻取パッケージ7への巻取状態を検出する。予測径は、巻取状態検出部52により巻取状態を検出する前に、パッケージ径センサ44により計測された巻取パッケージ7の径である基準径に基づいて算出する。基準径は、巻取開始時において、パッケージ径センサ44により計測された実際径に更新される。
(もっと読む)
繊維機械
【課題】簡単な構成で、排出ボビンの残糸を切断できる、繊維機械を提供する。
【解決手段】複数で列設され、給糸ボビンBfから解舒された紡績糸を巻き取ってパッケージを形成する、巻取ユニット1・1・・・と、排出ボビンB・B・・・を前記列設方向に沿って搬送する水平ベルトコンベア2と、この水平ベルトコンベア2により搬送されてきた排出ボビンB・B・・・を所定仰角を有する立上り方向としての第二搬送方向Dvに搬送する立上りベルトコンベア3と、から成る排出ボビンコンベア4と、所定の領域内に配され、前記の水平ベルトコンベア2及び立上りベルトコンベア3の間に橋架するように前記の立上りベルトコンベア3から水平ベルトコンベア2へ至るまで延在する前記排出ボビンB・B・・・から解れた残糸Yに接触することで該残糸Yを切断する、残糸切断具5と、を備える。
(もっと読む)
繊維機械
【課題】ローラから外れた糸がローラの支持軸上に巻き付くことがないように、糸を巻き付けさせる専用部品を設けることで、糸除去のためにローラの支持軸を傷つけたり、ローラを支持軸上から取り外したりすることなく、糸除去の作業効率を良くする。
【解決手段】糸を搬送するためのローラを備える繊維機械であって、ローラの支持軸上かつローラの端部側に、ローラの軸端から外れた糸を巻き付かせるための糸除去支援用具を設置する。
(もっと読む)
毛羽立ち度測定装置
【課題】炭素繊維糸条に種々の加工を加える際に、炭素繊維糸条の表面に発生する毛羽立ちの程度を、実際の加工工程における毛羽立ちの程度に近い実用上有効な精度で測定できる炭素繊維糸条の毛羽立ち度測定装置を提供する。
【解決手段】走行中に擦動を加えられた炭素繊維糸条の毛羽立ち度を測定する装置であって、炭素繊維糸条の繰出しボビン(A)と、走行する炭素繊維糸条の張力測定装置(B)と、炭素繊維糸条がその走行軸を中心として螺旋運動するように、その内側面が炭素繊維糸条に擦動を加えながら該走行軸に垂直な面内を走行軸を中心として円運動する擦動リング(C)と、炭素繊維糸条を所定速度で引取る可変速度ローラー(D)と、炭素繊維糸条の毛羽立ち度を計測する毛羽立ち度計測装置(E)を備えた毛羽立ち度測定装置。
(もっと読む)
工程ローラー糸条巻付き防止装置
【課題】並行して走行する複数本の糸条を誘導する工程ローラーにおいて糸条切れ等が生じても工程設備を停機させることなく安全にかつ完全に糸条切れ等を処理することができるという生産性に有利な工程ローラー糸条巻付き防止装置を提供する。
【解決手段】工程ローラーの出側に、糸条に交差する方向に非接触で位置するとともに、前記工程ローラー出側の糸条間の間隔よりも大きなローラー幅を有し、かつ、駆動で回転する切断糸条巻取ローラーを備えた工程ローラー糸条巻付き防止装置。
(もっと読む)
ワイヤー張力検出装置
【課題】ワイヤーによってテンションアームが細かく振動させられても、ワイヤーが、テンションアームに取り付けられた遥動プーリーから外れないようにしたワイヤー張力検出装置を提供すること。
【解決手段】テンションアーム3が遥動すると、フック部材5も一緒に回転するため、引張コイルばね7によってひずみゲージ6の応力が変化させられる。それによってモーター9の回転速度が制御され、スプール10からのワイヤー15の巻き出し速度が、所定の線速と常に同じになるようにさせられる。スプール10から巻き出されたワイヤー15は、テンションアーム3に取り付けられた2個の遥動プーリー4と固定部材に取り付けられた2個の固定プーリー8との間に交互に掛け渡され、引張コイルばね7のばね定数は、遥動プーリー4が1個の場合のほぼ2倍になっている。
(もっと読む)
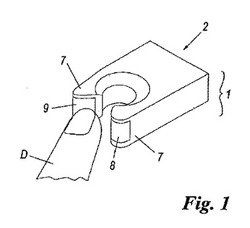
綾巻きパッケージを製造する繊維機械の作業部位を運転する方法
本発明は、綾巻きパッケージを製造する繊維機械の作業部位を運転する方法であって、綾巻きパッケージの巻取速度を調節するための回転数調整可能な巻取駆動装置が設けられており、供給ボビンから紡出される糸の糸張力を監視するための、作業部位計算機と接続された糸張力センサが設けられており、糸張力を調整するための糸テンショナが設けられている方法に関する。本発明によれば、作業部位計算機(32)で、所望の糸張力(FZKsoll)の値ならびに該所望の糸張力(FZKsoll)からの許容パーセント偏差の値(TG)を調節することができ、糸張力(FZKsoll)の許容パーセント偏差の超過が生じると、直ちに作業部位計算機(32)によって巻取過程を中断する。 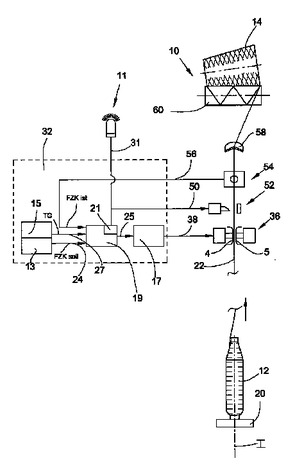 (もっと読む)
(もっと読む)
1 - 10 / 12
[ Back to top ]