
国際特許分類[C21D1/63]の内容
化学;冶金 (1,075,549) | 鉄冶金 (18,991) | 鉄系金属の物理的構造の改良;鉄系もしくは非鉄系金属または合金の熱処理用の一般的装置;脱炭,焼もどし,または他の処理による金属の可鍛化 (13,238) | 熱処理,例.焼なまし,硬化,焼入れ,焼きもどし,の一般的方法または装置 (4,197) | 焼入れ装置 (134) | 浴焼入れによるもの (56)
国際特許分類[C21D1/63]の下位に属する分類
還流液体によるもの (10)
国際特許分類[C21D1/63]に分類される特許
1 - 10 / 46
熱処理方法及び熱処理装置
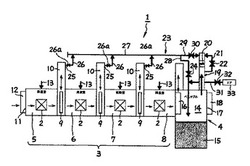
【課題】 焼入室から流入する大気エアで熱処理室の雰囲気が害されることのない熱処理方法を提案する。
【解決手段】 熱処理室3において非減圧下で熱処理した被処理体2を焼入室4において冷却する熱処理方法において、焼入済みの被処理体2を前記焼入室4から取り出す際に、前記熱処理室3から前記焼入室4へのガス導入のための連通を遮断する。これにより、焼入室4側から熱処理室3側へとエアが流入することがなくなるので、熱処理室3の雰囲気が害されることがない。
(もっと読む)
焼入れ方法及び焼入れ装置

【課題】油焼入れにおける鋼部材の有効比率(有効硬化層深さ/全浸炭深さ)が高く、且つ、内部(芯部)の靭性に優れる焼入れ品を得ることができる焼入れ方法を提供する。
【解決手段】 焼入れ温度からワークの芯部がワークの芯部のMs点より高い第1の温度域まで第1の冷却速度で冷却する第1の冷却工程と、その後、前記第1の温度域より低い温度域において第1の冷却速度より小さい第2の冷却速度で冷却する第2の冷却工程と、を備え、焼入れ後にワークの表面がマルテンサイト組織となり、且つ、ワークの有効硬化層深さがワークを焼入れ温度から室温まで第2の冷却速度で冷却した場合よりも大きく、ワークを焼入れ温度から室温まで第1の冷却速度で冷却した場合と同じか又は小さく、且つ、ワークの芯部の硬度がワークを焼入れ温度から室温まで第2の冷却速度で冷却した場合と同等になるように、前記第1の冷却速度と前記第2の冷却速度とを制御する。
(もっと読む)
高周波焼入装置
【課題】環状の被加熱物の内周面を誘導加熱し、さらに被加熱物を冷却液に浸漬すると共に冷却液を被加熱物の内周面に噴射供給して冷却を促進する高周波焼入装置を小型化することである。
【解決手段】被加熱物10を支持する支持部材3と、被加熱物の内周面10aに冷却液を噴射供給する内側冷却液噴射装置4とを、昇降装置5によって支持する。内側冷却液噴射装置4は、エアシリンダ6を介して昇降装置5に支持されている。エアシリンダ6を駆動すると、被加熱物10の内周面10aと内側冷却液噴射装置4の高さ方向の相対位置が変化する。よって、内側冷却液噴射装置4を被加熱物10の内周面10aに対向させて内周面10aに冷却液を噴射供給したり、内周面10aから内側冷却液噴射装置4を退避させ内側加熱導体2を内周面10aに対向配置すると内周面10aを誘導加熱することができる。
(もっと読む)
連続焼入れ炉を用いた環状体の焼入れ方法
【課題】連続焼入れ炉を用いた環状体の焼入れ方法として、焼入れ変形を、楕円変形だけでなく反り変形についても抑えることができ、生産性も高い方法を提供する。
【解決手段】使用する連続焼入れ炉は、ワークをベルト3で搬送しながら連続的に加熱する加熱炉1と、搬送ベルト3上にワークを、径方向が水平方向に沿って置かれるように導くフィーダー2と、焼入れ剤8を入れた容器7と、加熱後のワークを搬送ベルト3から容器7内の搬送メッシュベルト9上に落下させるシューター4と、を備える。搬送メッシュベルト3はワークを焼入れ剤8に浸漬しながら容器7外まで導くものである。本発明の方法では、フィーダー2上と加熱炉1の搬送ベルト3上で、全ての環状体からなるワーク5a,5b,6a,6bを、互いに外周面が接触せず、鉛直方向に2個積み上げられた状態に保持しながら移動させ、搬送メッシュベルト9上では、全てのワーク10を互いに接触しない状態に保持しながら移動させる。
(もっと読む)
熱処理炉およびその運転方法
【課題】簡単な構成で、焼入室内が負圧になった際の安全性を確保し、変性ガスの削減も可能とした熱処理炉を提供する。
【解決手段】熱処理炉10は、加熱室4、油槽5、焼入室2、排気管9、および窒素ガス供給ライン20を有する。加熱室4内には被処理品8が収容され、所定の変性ガスの雰囲気下で加熱処理が行われる。油槽5には、焼き入れ用の油が貯留される。焼入室2は、加熱室4に連設される。焼入室2内には、加熱処理後の被処理品8が搬入され、油槽5内の油に被処理品8を浸漬して焼き入れが行われる。排気管9は、焼入室2に接続され、加熱処理に使用された変性ガスを排気する。窒素ガス供給ライン20は、排気管9に接続され、排気管9内に窒素ガスを供給する。
(もっと読む)
焼入装置
【課題】ワークが収容されているバスケットを流れる焼入油の流速を速めることが可能となる焼入装置を提供する。
【解決手段】焼入油を貯留する油槽1を備え、焼入温度に加熱にしたワークを収容したバスケット10を焼入油に浸漬して急冷する。昇降籠20に搭載したバスケット10の直下で焼入油を取り入れる入口開口部30を有しているダクト3と、焼入油を入口開口部30から取り入れさせ焼入油をバスケット10の上から下へと流す下降流を生じさせるスクリュ4とを備えている。ダクト3は、バスケット10の下端面に接近した位置まで上へと延び上端部が入口開口部30となる延長筒部35と、この延長筒部35の外周から外側に延び、昇降籠20の脇を下方へ流れ昇降籠20の下に達した焼入油が入口開口部30に流れ込むのを阻止する遮断部材36とを有している。
(もっと読む)
プレスクエンチ装置
【課題】焼入れ中のワークの寸法挙動を測定し、プレスクエンチの最適な条件を特定することができるプレスクエンチ装置を提供する。
【解決手段】プレスクエンチ装置1は、寸法測定手段10と演算手段20とを有する。寸法測定手段10は、円環形状のワークWの周方向の対向する4箇所に複数設けられる。各寸法測定手段10は、ワークWの外周面にワークWの径方向に接触する測定子12と、測定子12に対してワークWの径方向に摺動してワークWの径方向の膨張又は収縮を検知する変位センサ13と、ワークWの径方向の膨張又は収縮に追随するように測定子12をワークWの外周面に付勢させる弾性手段14とがブラケット11に設置されてなる。演算手段20は、焼入れ中のワークWの経時的な寸法変化を各変位センサ13から取得してワークWの最適な熱処理条件を特定し、出力する。
(もっと読む)
焼入れ方法及び焼入れ装置
【課題】冷却速度を確実に高めることができる焼入れ方法を提供する。
【解決手段】 ワークに対する冷却液の流速が毎秒1m以上となるように前記冷却液中で前記ワークを高速振動させながら冷却する。これにより、沸騰段階ではワークを包み込む沸騰泡が確実且つ効率的に剥ぎ取られ、ワーク表面の冷却液の入れ替えが促進されて冷却速度が速くなる。また、沸騰段階後の対流段階においても、前記高速振動によりワーク表面の冷却液が入れ替わるので、冷却速度が速くなる。
(もっと読む)
焼入れ装置
【課題】加熱処理されたワークを順次安定した姿勢で冷却液槽内に投入し、ワークの変形等を抑制して歩留まりを向上させる焼入れ装置を提供する。
【解決手段】焼入れ油18を貯留する油槽12と、水平面に沿った周回軌道上に所定のピッチで配列され、ワークを一定の姿勢で個別に保持する複数のワーク保持体13と、油槽12の外部に配置され、複数のワーク保持体13を周回軌道に沿って循環させる移動機構14と、油槽12の外部に配置され、ワーク保持体13を上下に昇降させて当該ワーク保持体13で保持されたワークWを油槽12に貯留された焼入れ油18の上方位置と焼入れ油18の内部との間で上下方向に移動させる昇降機構15とを備える。周回軌道上の所定位置には、ワーク投入領域A1とワーク引上領域A2とが設定され、昇降機構15は、ワーク引上領域A2とワーク投入領域A1とでワーク保持体を昇降させる昇降制御手段を有する。
(もっと読む)
鋼管焼入装置
【課題】加熱処理された鋼管を焼入水槽の貯溜水に浸漬して焼入れするときに鋼管の焼入れ速度が低下したり冷却が不均一となって、焼入れ後の鋼管に強度の低下や曲がりの発生などを招くことを抑制することのできる鋼管焼入装置を提供する。
【解決手段】加熱処理された鋼管Pを焼入水槽11の貯溜水に浸漬して焼入れする鋼管焼入装置であって、前記焼入水槽の上方位置で前記鋼管を受入れ、該鋼管を回転させた状態で前記貯溜水に浸漬する鋼管浸漬機構1と、該鋼管浸漬機構が前記鋼管を受入れてから前記貯溜水に浸漬するにわたって、前記鋼管の全長にわたる外表面に冷却水を噴射可能な冷却水噴射管23と、該冷却水噴射管から前記鋼管の外表面への冷却水の噴射を遮断する冷却水遮断手段2と、該冷却水遮断手段による冷却水の遮断を解除する冷却水遮断解除機構3とを有する。
(もっと読む)
1 - 10 / 46
[ Back to top ]