
国際特許分類[C22C21/02]の内容
化学;冶金 (1,075,549) | 冶金;鉄または非鉄合金;合金の処理または非鉄金属の処理 (53,456) | 合金 (38,126) | アルミニウム基合金 (2,753) | 次に多い成分としてけい素を含むもの (528)
国際特許分類[C22C21/02]の下位に属する分類
国際特許分類[C22C21/02]に分類される特許
101 - 110 / 524
超音波ホーン及びそれを用いたアルミニウム合金の製造方法
【課題】アルミニウム溶湯との濡れ性が良くして超音波処理を好適に行うことができるとともに、破壊靱性を高めて耐久性を向上させた窒化珪素基焼結体製の超音波ホーン用いてアルミニウム鋳造組織を効率的に微細化する。
【解決手段】通常の焼結助剤を含むSi3N4原料複合粉中のSi3N4粉末100質量部に対して4A族元素を金属換算で1.0〜10質量部を含む複合粉の焼結体を焼結した窒化珪素基焼結体製の超音波ホーンによりアルミニウム溶湯に超音波を照射する。
窒化珪素基焼結体製造の際に、Al2O3やY2O3等の焼結助剤の他に4A族元素或いはその化合物を添加した焼結体を用いることにより、アルミニウム溶湯との濡れ性が良くして超音波処理を好適に行うことができる。
(もっと読む)
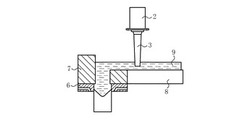
Alスクラップの精製方法

【課題】本発明は、Alスクラップから高いSiの除去率と高いAl晶出物の回収率を同時に満足し、かつ組成の傾斜が抑えられたAl精製体を効率よく得ることができるAlスクラップの精製方法を提供することを目的とする。
【解決手段】黒鉛製容器3内のAlスクラップ溶湯4から初晶10を発生させる初晶発生工程と、初晶の集積体12と濃化液相11とに分離し、第1の所定圧力を付与する分離及び圧力付与工程と、押し固め板維持工程と、を有した第1段階の精製工程と、黒鉛製容器3内を再加熱し、初晶の集積体12内に取り残された濃化部11aを融解させる再加熱工程と、押し固め板6により初晶の集積体12に第2の所定圧力を付与し、濃化部11aを排出させる濃化部排出工程と、を有した一連の工程を第1段階の精製工程の次に少なくとも1回以上行ない、Al精製体を回収する第2段階の精製工程と、を備えた構成である。
(もっと読む)
高強度アルミニウム合金、高強度アルミニウム合金鋳物の製造方法および高強度アルミニウム合金部材の製造方法
【課題】鋳造性および加工性に優れるとともに機械的特性にも優れる新規のアルミニウム合金を提供することを目的とする。
【解決手段】本発明の高強度アルミニウム合金は、全体を100質量%としたときに、3.5質量%以上7.5質量%以下のSiと、0.45質量%以上0.8質量%以下のMgと、0.05質量%以上0.25質量%以下のCrと、を含み残部がAlと不可避不純物とからなる。珪素を含むアルミニウム合金に、延性への悪影響がない範囲でMgを適量含有させて強度を高めることに加えて、MgとともにCrを含有させることで、アルミニウム合金の強度が大きく向上する。また、Mgは、高強度化だけでなく共晶Siの微細化に寄与する。
(もっと読む)
Al−Mg−Si系アルミニウム合金
【課題】 強度と延性に優れ尚且つ再結晶粒の粗大化を抑制できるAl−Mg−Si系アルミニウム合金の提供。
【解決手段】 Al−Mg−Si系アルミニウム合金に、Znを0.05〜0.24wt%及びNiを0.05〜0.25wt%添加したことを特徴とする。さらにVを0.05〜0.25wt%添加すると、強度がより一層向上すると共に、最終製品の靭性、耐食性等に有害な再結晶粒の粗大化を抑制する効果も高められる。
(もっと読む)
高成形性Al−Mg−Si系合金板の製造方法
【課題】 異周速圧延を適用して集合組織制御を行なって、Al−Mg−Si系合金の平均r値を向上させ、深絞り性を向上させるプロセスとして、工業的な量産規模での製造により確実かつ安定して深絞り性が優れた成形加工用Al合金板を得ることができる方法を提供する。
【解決手段】 Mg0.3〜2.0%、Si0.3〜2.5%を含有し、さらに必要に応じてCu、Mn、Cr、Zr、Vの1種以上を含有し、残部が実質的にAlからなる鋳塊に、150℃以上でしかも非再結晶温度域内の温度で、50%を越える圧下率で粗圧延を行ない、さらに150℃以上でしかも非再結晶温度域内の温度で、ロール周速比1.2〜4.0の異周速圧延を、50%を越える圧下率で行なって最終板厚とし、その後溶体化処理を行なう。
(もっと読む)
セミソリッド鋳造用アルミニウム合金
【課題】 高温度での熱処理(溶体化処理−焼入れ処理等)を施すことなく鋳造のままでも高強度を確保することができるアルミニウム合金を提供する。
【解決手段】 アルミニウム合金を、質量%で、Si:4〜8%,Mg:0.3 〜1.0 %,Cu:0.5 〜2.5 %を含むか、必要により更にSr:0.003 〜0.02%,Ti:0.2 %以下の1種又は2種をも含み、残部がAl及び不可避的不純物から成る化学組成と成し、固相と液相とが共存する状態の合金材料を型に充填して凝固させる“セミソリッド鋳造”用として用いるようにする。
(もっと読む)
真空チャンバ用の6xxx合金製品の製造方法
本発明は、250mm以上の厚みを有し真空チャンバ用の要素の製造を目的とするアルミニウムブロックの製造方法に関するものであって、該方法において、連続的に、重量%でSi:0.5〜1.5、Mg:0.5〜1.5、Fe<0.3、Cu<0.2、Mn<0.8、Cr<0.10、Ti<0.15、他の元素各<0.05かつ合計<0.15、残分はアルミニウムという組成の合金ブロックを半連続鋳造により鋳造し、鋳造されかつ任意にて均質化されたブロックに対して直接450〜560℃の温度で溶体化熱処理を実施し、このように溶体化したブロックを、溶体化温度と200℃との間において200℃/h以上の冷却速度で焼入れし;このように焼入れし任意に応力除去したブロックの焼戻しを実施する。このように得られたブロックは、半導体で構成された電子集積回路、フラットディスプレイスクリーンならびに太陽電池パネルの製造用の真空チャンバの製作において特に有利である。 (もっと読む)
ダイカスト・ピストンの製造方法、及びダイカスト・ピストン
【課題】重量の増加を招くことなく、Snめっき性もよいことによりコスト増を招かず、かつ良好なダイカスト性を期待することができ、ダイカストにてピストンを鋳造する利点を活かすことができるようにしたダイカスト・ピストンの製造方法、及びこのような製造方法によって製造されるダイカスト・ピストンを提供する。
【解決手段】アルミニウム合金AC8Aの一部をFeとMnで置き換えたアルミニウム合金をダイカスト鋳造し、しかる後に、溶体化温度を490〜520℃、溶体化時間を0.5〜4時間の範囲として溶体化処理を行い、次いで時効温度を150〜180℃、時効時間を4時間以上の範囲として時効処理を行うことによってT6熱処理を実行することを特徴とする。
(もっと読む)
バルク超電導体
【課題】ステンレス鋼などの金属からなる円環を超電導バルク体に嵌めこんで補強する従来の補強手法は極めて高い寸法精度が必要であり、容易に採用することのできる補強手法ではなかった。
【解決手段】上記課題を解決するために、短筒状の超電導バルク体と、前記超電導バルク体の側周面を加圧囲繞する形状記憶合金の囲繞ベルトとからなるバルク超電導体であって、前記囲繞ベルトは、超電導バルク体を囲繞した後に、形状回復処理をすることで超電導バルク体を加圧するようにしたバルク超電導体を提供する。
(もっと読む)
ホットスタンプ用鋼板及びその製造方法
【課題】Alめっき鋼板のAlめっき層をAl−Fe合金化する過程で、めっきが剥離する現象を回避して表面まで合金化させたホットスタンプ用めっき鋼板及びその製造方法の提供。
【解決手段】焼入性に優れた成分を有し、かつAlN生成抑制成分としてCr、Moを含有する鋼板の表面に、厚みが10〜45μmのAl−Fe合金層を有し、該合金層表面のAlNを0.01〜1g/m2に抑制したホットスタンプ用めっき鋼板。付着量が片面当たり30〜100g/m2となるようにAlめっきが施されたAlめっき鋼板をボックス焼鈍で、特定の条件でAlめっきと鋼板を合金化させることで製造する。
(もっと読む)
101 - 110 / 524
[ Back to top ]