
国際特許分類[D21G1/00]の内容
繊維;紙 (81,477) | 製紙;セルロースの製造 (11,593) | カレンダ;抄紙機の付属品 (194) | カレンダ;平滑装置 (112)
国際特許分類[D21G1/00]の下位に属する分類
ロール;その軸受 (43)
国際特許分類[D21G1/00]に分類される特許
11 - 20 / 69
塗工紙及びその製造方法
【課題】白紙光沢度が20%〜50%でありながら、平滑度が高く、嵩高な塗工紙とする。
【解決手段】原紙上に顔料及び接着剤を主成分とする塗工層が設けられた塗工紙とする。そして、JIS P 8118に準拠した緊度を0.90〜1.10g/cm3とし、JIS P 8119に準拠したベック平滑度を300〜900秒とし、JIS P 8142に準拠した白紙光沢度を20〜50%とし、かつ、顔料の95%(質量基準)以上をカオリンクレー及び重質炭酸カルシウムとする。
(もっと読む)
シュープレスベルト
本発明は、共有結合によりナノ粒子が結合したエラストマーポリマーを含んだシュープレスベルトに関する。 (もっと読む)
カレンダ装置
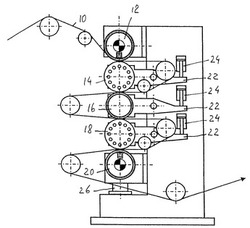
【課題】中間ロールの水平方向の変形を最小化するカレンダ装置を提供する。
【解決手段】紙ウェブ10を処理する垂直型カレンダ装置である。このカレンダ装置は、頂部ロール12と、底部ロール20と、複数の補助駆動装置と、頂部ロール12と底部ロール20との間に配置された複数の中間ロール14,16,18とを備えている。複数の中間ロール14,16,18の各々は、インライン動作用の複数の補助駆動装置のうちの一つに接続されて動作中に紙ウェブ10を引っ張り込む。ニップが閉じた後には、複数の中間ロール14,16,18には動力を与えずに、頂部ロール12及び底部ロール20のみに第1動力駆動装置及び第2動力駆動装置を介して同一の動力を与えて頂部ロール12及び底部ロール20を駆動し、等しいトルクを頂部ロール12及び底部ロール20に付与する制御ユニットを備えている。
(もっと読む)
塗工紙の製造方法
【課題】 機械パルプを含有する原紙上に、顔料と接着剤を含有する塗工液を塗工・乾燥して塗工層を設ける塗工紙を製造する際に、高速操業性に優れ、ラフニングの少ない塗工紙の製造方法を提供することにある。
【解決手段】原紙上に、顔料と接着剤を含有する塗工液を塗工・乾燥して塗工層を1層以上設ける塗工紙の製造方法において、抄紙及び塗工速度が1300m/分以上であり、機械パルプを含む紙料を抄紙した原紙上に、ロッドメタリング方式の塗工装置で、澱粉塗工液を両面1.0g/m2以上塗工した後、または、塗工液中の顔料100重量部に対し、13重量部以上の澱粉を配合した塗工液を両面3.0g/m2以上下塗り塗工した後、更に顔料と接着剤を有する塗工液を塗工することを特徴とする塗工紙の製造方法。
(もっと読む)
印刷用紙の製造方法
【課題】 脱墨パルプを高配合し軽量であるにもかかわらず、不透明度、白紙光沢度、平滑性が高く、印刷適性に優れる印刷用紙の製造方法を提供することを目的とする。
【解決手段】 本発明の印刷用紙の製造方法は、脱墨パルプを50重量%以上配合し、紡錘凝集型軽質炭酸カルシウムまたは針状凝集型軽質炭酸カルシウムの少なくとも1種を填料として配合した紙料を抄紙した紙の上に、顔料と接着剤とを含有する塗工液を片面当たり3g/m2以下の塗工量となるように塗工して塗工層を設け、6ニップ以上のホットソフトニップカレンダーで処理することを特徴とする。
(もっと読む)
古紙再生装置の抄紙装置

【課題】小規模店舗等の室内に設置可能で、環境に優しくかつランニングコストも低く、高い機密性を保持できる古紙再生装置の抄紙装置を提供する。
【解決手段】抄紙装置3は、前工程のパルプ製造部2から送られてくるスラリー状のパルプ懸濁液PSを抄いて湿紙とする抄紙工程部50と、この抄紙工程部50で抄紙形成された湿紙RP0を乾燥させて再生紙RPとする乾燥工程部52と、この乾燥工程部52で乾燥処理された乾紙RPをカレンダ処理するカレンダロール部53とを備えてなり、このカレンダロール部53は、乾燥工程部52の下流側端位置に隣接して設けられて、乾燥工程部52から排出される乾紙RPを表裏両側から転動加圧してカレンダ処理する構成とされている。これにより、表裏両面の平滑度が均一で良好な再生紙RPを得ることができる。
(もっと読む)
カレンダ
【課題】動作が低コストである他に僅かな保守しか必要としない、カレンダを提供する。
【解決手段】カレンダ1は、製品ウェブを処理するためのカレンダであって、ニップ3を成形する少なくとも2つのロールを有する少なくとも1つのロールスタック2と、少なくとも1つの端ロールとしてのたわみ制御ロール4とを有している。たわみ制御ロール4は、ロールシェル5のシェル内周面8に制御可能な力要素圧力を加えるための径方向に可動の力要素16を有する油圧軸受構成15と、力要素16の作用の方向に対して反対にプレストレス圧力を加えることができる少なくとも1つの加圧装置21とを有する。加圧装置21は、ニップ3内に設定可能な負荷に必要とされる線力のレベルの関数として連結したり遮断したりすることができる。
(もっと読む)
繊維ウェブの製造若しくは仕上げ処理を該処理の遷移段階で制御する方法及びシステム
繊維ウェブの製造若しくは仕上げ処理を該処理の遷移段階で制御する方法及びシステム。本方法では、補正された誤差プロフィール(PD’K)は、誤差プロフィール(PD)により形成される。少なくとも1つの制御信号(CAK)が、補正された誤差プロフィール(PD’K)により、繊維ウェブの製造若しくは仕上げ処理のアクチュエータ用に決定される。 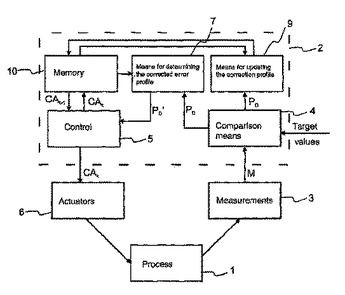 (もっと読む)
(もっと読む)
カレンダロール駆動用電動機制御装置及びその制御方法
【課題】マスターロール1の過負荷停止ならびに速度変動による紙切れを防止することにより安定したライン運転ができるカレンダロール駆動用電動機制御装置及びその制御方法を提供する。
【解決手段】スレーブロールに対してマスターロールを相対的に接触加圧および開放するロール昇降装置(11)と、ライン速度設定をするライン速度指令器(12)を備えたカレンダロール駆動用電動機制御装置において、接触時のスレーブロールの負荷量を記憶するスレーブロール第1負荷記憶回路(18)と、接触後スレーブロールの負荷量を記憶するスレーブロール第2負荷記憶回路(17)と、マスターロールの負荷量を記憶するマスターロール負荷記憶回路(16)と、負荷比率を演算する負荷比率演算器(22)と、負荷分担する負荷分担制御器(21)と、負荷比率切替器(20)を備えたものである。
(もっと読む)
被覆された薄紙帯材、厚紙帯材又はその他の繊維帯材を製造する方法
本発明は、被覆された薄紙帯材、厚紙帯材又はその他の繊維帯材を製造する方法であって、下記のステップ、すなわち:ヘッドボックス(2)及びスクリーン部分(3)を用いた、繊維混合物からの帯材形成、プレス部分(4)における脱水、形成された繊維帯材(7)を少なくとも残留水分にまで乾燥させる、乾燥ドラム(5)から成る乾燥部分(6)における乾燥、スターチ又は顔料含有の塗布媒体を塗布するための、膠プレス又はフィルムプレス(8)を用いて同時に行われる、両帯材面(7a;7b)へのプレコーティング、無接触式の乾燥機(9)と、乾燥ドラム(10)から成る後乾燥部分(11)とを用いた後乾燥、及びソフトニップカレンダ又はハードニップカレンダ(12a)を用いた予備平滑(12)、並びに繊維帯材の巻上げ(25)というステップを有する形式の方法に関する。このような形式の方法において本発明の方法では、予備平滑(12)に続いてオンラインプロセスにおいて、顔料含有の塗布媒体(13)を、繊維帯材(7)の一方の帯材面(7a)にだけ塗布し、そのためにフィルムコーティング機(14)のような第1の被覆装置を、塗布ローラ(14a)を用いた間接的な塗布媒体の塗布のために使用し、かつ/又はブレードコーティング機(15)のような第2の被覆装置を、直接的な塗布媒体(13)の塗布のために使用し、前記両被覆装置もしくはコーティング機(14;15)が選択的に運転可能であり、繊維帯材(7)が、後続の位置固定の無接触式の乾燥機(17)にまで達する所定の帯材移動経路を維持するようにした。 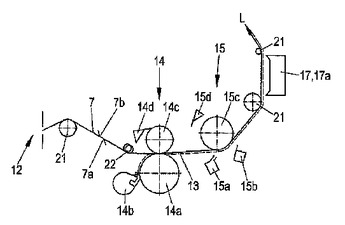 (もっと読む)
(もっと読む)
11 - 20 / 69
[ Back to top ]