
国際特許分類[D21G1/00]の内容
繊維;紙 (81,477) | 製紙;セルロースの製造 (11,593) | カレンダ;抄紙機の付属品 (194) | カレンダ;平滑装置 (112)
国際特許分類[D21G1/00]の下位に属する分類
ロール;その軸受 (43)
国際特許分類[D21G1/00]に分類される特許
51 - 60 / 69
長形のロール装置の位置及び/又は力を制御するための方法と装置
本発明は,抄紙機と板紙抄紙機における二つの長形のロール装置間のロールニップ(N)で,長形のロール装置の位置及び/力を制御するための方法に関係する。他のロール装置に関連してロール装置の位置及び/ロール装置により他のロール装置に負荷される力,又は,これらに作用する任意の変数が測定され,測定変数値は,変数の差の値を得るために,該変数の設定値と比較される。ロール装置の位置及び/又は他のロール装置に負荷する力は,変数の差の値に基づいて制御される。流体圧式手段(5)の流体圧力及び/又は流体圧式手段への流体の流速は,変数の差の値を変えるために,流体圧式手段(5)に機能的に接続されたデジタルバルブパック(7)内の少なくとも一つのデジタルバルブを開及び/閉することにより,変えられる。 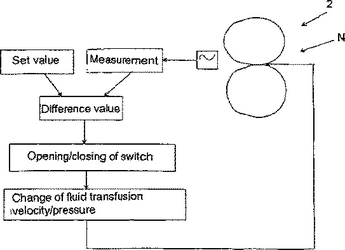 (もっと読む)
(もっと読む)
マルチニップ型カレンダ用湿潤装置
本発明は、マルチニップ型カレンダ(1)の湿潤装置に関連し、その手段によって、マルチニップ型カレンダ内でカレンダされるように、繊維ウェブ(W)は湿らされ、マルチニップ型カレンダは、ロール間にロールニップ(N)、少なくともロールの一つが反転ニップであるロールセット(2)を含み、湿潤装置は繊維ウェブを湿らすためのロール手段(3)を含む。ロール手段は一直線に並べられたロールセットのライン(L)に近接してポケット内に置かれ、ポケットは、繊維ウェブ(W)、ロールセット内の一つの遊びロール(5)と該ロール手段(3)によって限定された空間によって形成され、繊維ウェブは、二箇所でロールセットの該ロールと、ロールの長手軸から見たとき、ロールマントルの反対側に位置するロールニップで、接触し、ロール手段(3)まわりを循環する。繊維ウェブ(W)は、好ましくは、反転ニップ(N;N3) 直前のロールニップで、ロールセット中の該ロールと接触する。ロール手段(3)は、減衰ユニット(33)と減衰ユニットに対して繊維ウェブ(W)を案内するロール(32)を含む。 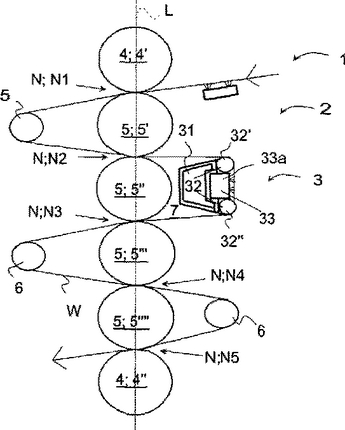 (もっと読む)
(もっと読む)
ウェブの平滑性改善プロセス
本発明は、ウェブとは異なる速度で移動する処理されていない平滑ロールにウェブ表面をかけ、それによって摩擦によって発生する熱を生成し、艶消し面の最上部繊維を可塑化することにより、ウェブ表面の平滑性を改善するプロセスを提供する。驚くべきことに、本発明の発明者は、平滑性の向上を達成するために必要とされる熱の量を発生するために、研磨剤が必要ないことを発見した。 (もっと読む)
塗工紙の製造方法
【課題】 低ニップ圧・高温・高速でソフトカレンダー処理して嵩高で不透明度に優れながら黄変化による変色の少ない塗工紙の製造方法を提供する。
【解決手段】 基紙上の少なくとも一面側に顔料と接着剤を主成分とする塗工層を形成し、カレンダー仕上げする塗工紙の製造方法であって、基紙上にオンマシンサイズプレスにてTgが−30〜0℃で、アクリロニトリル量が0〜10%以下の接着剤を全顔料に対して8〜15%含有する塗工液を塗工する工程と、オンマシンソフトカレンダーにより金属ロールの表面温度が230〜300℃の高温でかつ1または2パスでそのニップ線圧の合計が125〜350KN/mで、600〜2000m/分の通紙速度で処理する工程にて、嵩高で不透明度に優れながら黄変化による変色の少ない塗工紙を生産性良く製造するようにした。
(もっと読む)
ウェブのカレンダー処理方法及びカレンダー装置
【課題】
カレンダー装置の汎用性を向上させるために、改善された方法と装置を提供すること。
【解決手段】
カレンダー装置(13)内で加熱し、圧縮してウェブ(W)を処理し、第一のスタック(15)に加えて、該カレンダー装置には第二のスタック(33)が設けられ、各々は一つ以上のカレンダー処理ニップ部(0)を含む方法であって、両方のスタック(15、33)またはスタック(15、33)の一部が独立して使用可能、または他のスタック(15、33)もしくは他のスタック(15、33)の一部との併用として使用可能な場合に、第一のスタック(15)と/または第二のスタック(33)となり得るカレンダリングニップ部(0)内でカレンダー処理を選択して実施するウェブの処理方法を提供する。  (もっと読む)
(もっと読む)
段付きカレンダ
少なくとも2つのスタックロール(8,9;14,15)により形成される少なくとも2つのカレンダニップを含み、2つのスタックロールは、ロールの連続する対において、ロール対の下側ロール(8,14)の中心軸間の距離が、それぞれ上側ロール(9,15)の中心軸間の距離よりも小さくなるように、相対配置され、これにより、ロール(8,9;14,15)が端面から見てV字型に千鳥配置され、その間にロール交換のための空間が残るようにされる。本発明は、異なる高さレベルにロールが配置されるように鉛直面に関してロールの対(8,9;14,15)を千鳥配置することにより非常にコンパクトなカレンダを提供する。  (もっと読む)
(もっと読む)
繊維状紙匹を塗布するための方法及び装置
本発明は、1つ又はそれよりも多くの塗工層で繊維状紙匹を塗工するための方法に関する。方法は、カーテンコーター(21)を用いて、塗工材料の少なくとも1つの層を、繊維状紙匹の少なくとも一方の面に塗布するステップを含むことを含み、塗工材料の塗被層の依然として湿潤な塗工は、塗布プロセスの本質的直後に、高温の接触面又は複数の接触面を用いて、高温圧縮接触に晒され、塗工は繊維状紙匹(W)の表面に結合され、塗工は乾燥し、その表面は平滑且つ高光沢になる。本発明は、繊維状紙匹(W)を塗工するための装置にも関する。装置は、少なくとも1つの層の塗工材料を前記繊維状紙匹(W)の表面の上に塗布するための少なくとも1つのカーテンコーター(21)と、高温圧縮接触において繊維状紙匹を処理するために繊維状紙匹(W)の進行方向におけるカーテンコーターの実質的に直ぐ下流にある処理装置(22)とを含む。 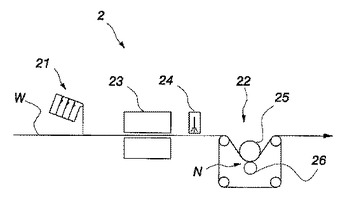 (もっと読む)
(もっと読む)
紙・板紙の表面平滑処理装置

【課題】ドライヤ装置1を通過させ乾燥させた紙ウェブAを再度湿らせることなく、ミストによるカレンダ装置2のカレンダロール8やフレームの腐食を防止できる紙・板紙の表面平滑化処理装置を提供する。
【解決手段】上方に排気フード5を設置したドライヤ装置1と、ドライヤ装置1を通過した紙ウェブAを挟んで表面を平滑化するカレンダロール8を備えるカレンダ装置2とからなる紙・板紙の表面平滑化処理装置において、ドライヤ装置1のドライヤロールの配列を、最終ドライヤロールが上段に位置するようにし、この最終ドライヤロールと、その一つ手前の下段のドライヤロールとの間のドライヤ装置内に、最終ドライヤロールに巻き付けられた紙ウェブAの表面側を水で濡らす水付与装置6を設置し、紙ウェブAを最終ドライヤロールで乾燥させながら、ドライヤロールと接触する面と反対側の面だけを水で濡らして、カレンダ装置2によってカレンダ処理するようにした。
(もっと読む)
スリッタ下流部における繊維巻き取り紙の処理方法
本発明は、スリッタ下流部における繊維巻き取り紙の処理方法に関する。本方法では、所望の特性を供するための繊維巻き取り紙の仕上げは、一以上の仕上げユニットを用いて実行され、そのうちの少なくとも一は、金属ベルトが供されている巻き取り紙処理装置を有する。 (もっと読む)
情報記録用紙

【課題】 原料として古紙パルプを用いた場合であっても、均一な品質の情報記録用紙を得ることのできる情報記録用紙の製造方法を提供すること。
【解決手段】 金属ロール1の少なくとも一つに対して、幅方向に分割制御可能な外部電磁誘導作用による外部加熱装置10及び/又は幅方向に分割制御可能なロール冷却装置を前記金属ロール近傍に設けて高温ニップ域が構成されたカレンダー処理設備によって、オゾン漂白及び/又は過酸化水素漂白を施した漂白古紙パルプを、全パルプの質量に対して50〜100質量%含有する原紙をカレンダー処理する工程を有する情報記録用紙の製造方法において、上記漂白古紙パルプが、叩解処理によって、そのカヤニ平均繊維長が0.70mm〜1.00mmとなるように調整されており、上記高温ニップ域の金属ロールの表面温度が230〜500℃である。
(もっと読む)
51 - 60 / 69
[ Back to top ]