
国際特許分類[F01D5/04]の内容
機械工学;照明;加熱;武器;爆破 (654,968) | 機械または機関一般;機関設備一般;蒸気機関 (57,778) | 非容積形機械または機関,例.蒸気タービン (10,315) | ブレード;ブレード支持部材;ブレード等に装着した加熱,断熱,冷却または振動防止手段 (2,553) | ブレード支持部材,例.ロータ (466) | 半径流機械または機関用 (56)
国際特許分類[F01D5/04]に分類される特許
21 - 30 / 56
インペラの製造方法
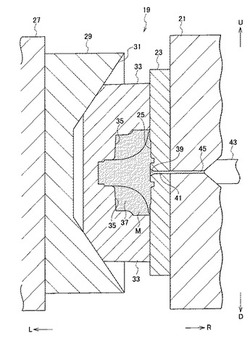
【課題】成形体1Sの仕上処理に要する時間を大幅に短縮して、タービンインペラ1の一連の製造時間を短くすること。
【解決手段】射出成形用金型19のキャビティ37に金属粉末とバインダとの混合物を射出することにより、仕上前形状と相似形の成形体1Fを成形し、成形体1Fに含まれるバインダを脱脂し、成形体1Fを焼成して焼結させることにより、仕上前形状の成形体1Sを作製し、成形体1Sにおけるブレードの外縁に相当する部位11S及びホイールの嵌合穴に相当する部位7Sに対して鍛造を行うことにより、成形体1Sをインペラ1の仕上形状に仕上げること。
(もっと読む)
可変容量型タービン及び可変容量型ターボチャージャ

【課題】 簡単な追加加工又は簡単な設計変更を行うだけで、タービンインペラ33の特定の高速回転数域に対して離調して、タービンインペラ33の共振を回避すること。
【解決手段】各タービンブレード37の外縁の一部に切欠き61が形成され、各切欠き61の先端の指向方向は、タービンインペラ33の軸心に対して垂直になっている。 また、各タービンブレード37の外縁に凹部63が形成され、各凹部63は、タービンインペラ33の軸心Cからの長さが下流側に向かって漸減する漸減領域63a、及び漸減領域63aの下流側に隣接されかつタービンインペラ33の軸心Cからの長さが下流側に向かって漸増する漸増領域63bを有している。
(もっと読む)
ロータの製造方法、ロータ及びターボチャージャ
【課題】製造に伴う手間やコストを削減しつつ、高い精度を有するロータの製造方法、ロータ及びターボチャージャを提供する。
【解決手段】本発明は、回転翼7と軸6とが接続されたロータ5の製造方法であって、軸6の一端部に設けられる嵌合凸部61が挿入される凹部と、該凹部の内周面から嵌合凸部61の径よりも中心側に突出する調整部とを有する、回転翼7を成形する回転翼成形工程と、調整部における中心側の端部によって形成される嵌合凹部の位置及び径を調整する調整工程と、嵌合凹部に嵌合凸部61を嵌合し、回転翼7と軸6とを一体的に接続する接続工程とを備えるという方法を採用する。
(もっと読む)
排ガスターボチャージャーのためのタービンホイールを製造するための方法
本発明は、金属粉末射出成形によって排ガスターボチャージャーのためのタービンホイールを製造するための方法であって、以下の工程:(a)金属粉末とバインダーを含む原材料を用意する工程、(b)タービンホイールを金属粉末射出成形するために、製造するタービンホイールのネガティブ型を含む工具を用意する工程、(c)バインダーを含む回転対称コアを、工程(b)で用意された工具のネガティブ型に導入し、及び前記コアを、製造するタービンホイールの回転軸に対して、対称的に配置する工程、(d)工程(a)で用意された原材料を前記コアの周囲に金属粉末射出成形することによって、素地を製造する工程、(e)タービンホイールの形状の成形物を得るために、バインダー除去工程を行って素地からバインダーを除去する工程、及び(f)成形物をシンタリングする工程、を含む方法に関する。 (もっと読む)
インペラ、タービンインペラ、ターボチャージャ、及びインペラのバランス調整方法
【課題】タービンインペラ27の性能向上とタービンインペラ27の耐久性向上の両立を図ること。
【解決手段】タービンハブ29の軸心SCに平行な任意の側断面における、タービンブレード33の径方向外側縁の基端を通りかつタービンハブ29の軸心SCに垂直な仮想の基準線VLから、タービンハブ29の背面までの長さが、タービンハブ29の軸心SC側に近くなるに従って漸次増加するようになっていること。
(もっと読む)
小型ガスタービン発電機用ローター
【課題】高速回転時の回転バランスに優れた小型ガスタービン発電機用ローターを提供する。
【解決手段】セラミック製のタービン部1、タービン部の背面1aに対して背面2aが向かい合い同軸になるようにタービン部1に接合されたセラミック製のコンプレッサ部2、及びコンプレッサ部2の中心から延出しタービン部1及びコンプレッサ部2と同軸のセラミック製の結合軸部3が、一体的に形成されてなるタービン−コンプレッサ部4と、タービン−コンプレッサ部4の結合軸部3と同軸になるように、結合軸部3に端部が着脱可能に結合された、永久磁石12を内蔵することができる磁石内蔵部13及び少なくとも2個所の軸受部14を有する軸部15と、を備えた小型ガスタービン発電機用ローター100。
(もっと読む)
ロータ
【課題】溶接できない材質で形成された回転翼と金属製の回転軸とを、圧入工程を用いることなく一体的に接続したロータを提供する。
【解決手段】本発明のロータ5は、軸部72を備え軸部72の中心軸周りに回転する回転翼7と、軸部72に設けられ略リング状を呈するスリーブ9と、スリーブ9に一体的に接続される回転軸6と、を有し、軸部72は周面の外側に突出する凸部72Aを備え、回転軸6は回転方向で凸部72Aと係合する凹部62Aを備え、スリーブ9は中心軸方向で軸部72と係合する係合部9Cを備えるという構成を採用する。
(もっと読む)
タービンロータ及びこれに用いるテーパー状リング部材
【課題】より簡便な構造の一体型のシャフトを採用しつつ、分解、組立てが容易であり、室温での組立て時においてタービンとシャフトの同心度を高精度に確保できるとともに、高温動作時には高精度を維持したまま応力を緩和でき、且つ超高速回転が可能であるタービンロータ及びこれに用いるテーパー状リング部材を提供する。
【解決手段】翼部24を備えた回転体22であり、その中心軸に貫通穴26を有するセラミックス製のロータ部材20と、貫通穴26に、ロータ部材20と同軸に挿入される金属製のシャフト部材30とを備えて構成されるタービンロータ1である。ロータ部材20とシャフト部材30は、その間にテーパー状リング部材10を介して同軸に結合されているとともに、テーパー状リング部材10には、ロータ部材20側からシャフト部材30側まで貫通した複数のスリットが設けられ、複数のスリットは、タービンロータ1の軸方向にオーバーラップするように設けられている。
(もっと読む)
タービン軸の軸力測定方法及び過給機
【課題】(1)締結具を用いてコンプレッサインペラをタービン軸に固定する際に当該タービン軸に作用する軸力を高精度に測定する。(2)所望性能を満足するように過給機を組み立てる。(3)過給機の性能の個体差を縮小する。ことができるタービン軸の軸力測定方法及び過給機を提供する。
【解決手段】タービン軸2の一端側に形成されて先端にネジ部2dが形成された挿入部2bをコンプレッサインペラ4に挿入して、コンプレッサインペラ4をタービン軸2の一端と他端との間に形成された受け面2cにネジ部2dに螺着する締結ナット5で押圧固定する際のタービン軸2に作用する軸力を測定する方法であって、挿入部2bの表面に歪みゲージ6,7を予め設けた状態で挿入部2bをコンプレッサインペラ4に挿入して押圧固定し、歪みゲージ6,7が示す歪み量に基づいて前記軸力を測定することを特徴とする。
(もっと読む)
タービンロータ及びロータの製造方法
【課題】電子ビーム溶接部の軸側溶接熱影響部の硬さをシャフト母材同等の硬さまで低下させて残留応力を除去して、実機運転中に残留応力が開放されてタービンホイールとタービンシャフトとの直角度を変化させることによって生じる振動騒音の発生を抑え、かつタービンシャフトの母材強度も規定値をも満足ができるタービンロータの製造方法及びこの製造方法によって製造されたタービンロータを提供することを課題とする。
【解決手段】排気ターボ過給機におけるタービンロータの製造方法であって、前記タービンロータ1回転しながら前記ホイールと前記シャフトとを電子ビームの照射によって溶接し、その後、タービンロータに焼入れおよび焼戻しを施すことを特徴とする。
(もっと読む)
21 - 30 / 56
[ Back to top ]