
国際特許分類[G01B21/16]の内容
物理学 (1,541,580) | 測定;試験 (294,940) | 長さ,厚さまたは同種の直線寸法の測定;角度の測定;面積の測定;表面または輪郭の不規則性の測定 (22,327) | このサブクラスの他のグループの,個別の形式の測定手段に適合しない測定装置またはその細部 (1,964) | 離隔対象物間の距離または間隙測定用 (35)
国際特許分類[G01B21/16]に分類される特許
11 - 20 / 35
ブレード先端間隙を測定するための装置

取付けシステムを有するフレームと、フレームと連結されたアームと、アームと連結された測定センサとを備えた、ガスタービンエンジンのブレード先端間隙を測定するための装置。フレームは裏当て部および延出部を有することができ、アームが延出部と連結されることができる。装置は、取付機構が複数のクランプを有することができる。クランプは、協働して装置を定位置に係止するカムおよびねじを有することができる。ねじはブッシングと連結され、ブッシングは当該ブッシングを拡張可能な複数の長孔を有することができる。 (もっと読む)
スポット溶接装置を用いた金属板隙間計測方法およびその装置

【課題】 スポット溶接する複数の金属板の隙間を計測する。
【解決手段】 本発明は、アームの先端に支持された第1の電極と、該第1の電極と協働して重なり合う複数の金属板を加圧状態で挟持して溶接する第2の電極とを有するスポット溶接装置を用いる。挟持方向の加圧力と該加圧力によってたわむアームの挟持方向のたわみ量との関係を求める。アームに挟持方向の荷重を検出する荷重検出器を取り付けた状態で、該アームの先端と第2の電極との間に、隙間の計測箇所を配置し、第2の電極により金属板を加圧する。第2の電極による第1の加圧力と荷重検出器により検出される第2の加圧力とを比較する。第2の加圧力が第1の加圧力より小さいとき、第2の加圧力と加圧力とたわみ量との関係とに基づいてアームの挟持方向のたわみ量を算出する。算出したたわみ量と、複数の金属板の厚さ合計と、加圧中の第2の電極の挟持方向位置とに基づいて計測箇所の隙間を算出する。
(もっと読む)
面形状評価方法
【課題】官能検査の結果とその傾向が一致するようにショックラインの程度を数値化し,定量的な合否判定を可能にする面形状評価方法を提供すること。
【解決手段】本発明の面形状評価方法では,検査対象品のショックラインの深さおよび幅の測定を,ショックラインの両側の凸部の高さの差が1.5μm以内となるように検査対象品をセットした状態で,ショックラインと垂直な走査線上で行い,あらかじめ検査対象品の種類に応じて合否判定ラインが定められた深さ−幅空間に前記測定の結果を当てはめ,合否判定ラインより浅いまたは幅広側である場合にその検査対象品を合格と判定し,深いまたは幅狭側である場合にその検査対象品を不合格と判定するものである。
(もっと読む)
板状材の塗工方法
【課題】吐出ノズルから吐出される塗工液で形成される塗工面を適正かつ確実に管理することが可能であって、ひいては塗膜厚も適切に管理でき、塗工面の品質管理を高い作業効率で確保することが可能な板状材の塗工方法の提供を目的とする。
【解決手段】板状材1Sに形成した塗工面LSと吐出ノズル4との間の距離を測定するための測距手段6a〜6cを予め備えておき、まず、テーブル2に試験用の板状材を設置して、テーブルとノズルホルダー5とを相対的に前方へ向かって移動させて当該試験用板状材に試験塗工を行い、次いで、テーブルとノズルホルダーとを相対的に後方へ向かって移動させる過程で、測距手段により測定を行い、次いで、所望の塗工面LSを得るために、測距手段による測定結果に応じて、ノズル位置調整手段3a〜3cにより吐出ノズルの位置調整を行い、その後、板状材1Pに塗工処理を行う。
(もっと読む)
非接触ブレード振動測定装置及び方法
回転ブレード(10)で形成されたローター(3)の外周にセンサー(6,7,8,9)が配置され、信号検出ユニット(14)及び評価ユニット(13)を備えた非接触ブレード振動測定装置であって、ローターの位置及び/またはハウジングの歪みを測定するために供給される、ことを特徴とする、非接触ブレード振動測定装置。
さらに、本発明に係る方法は、非接触ブレード振動測定のために特定された方法である。本発明は、先行技術の技術的な問題を回避し、非接触ブレード振動測定のための、改良された装置及び改良された方法を提供する。特に、本発明における改良によって、ローターの半径方向への移動とハウジングの歪み(楕円変形)の測定データへの影響が回避されるようになり、すべての条件下で振動解析に対する高い振幅解析能を保つことができる。
【代表図】図1 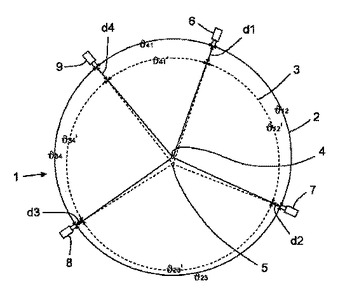 (もっと読む)
(もっと読む)
破片検出センサ
【課題】 液体中に混入した破片を、その破片の材料が金属・非金属,磁性・非磁性,導電性・非導電性等のいずれの特性を有するものであっても検出することができる破片検出センサを提供する。
【解決手段】 この破片検出センサは、液体中に混入する破片を検出するセンサである。2つの対面する平板5,7と、これら2つの平板5,7のうちの少なくとも1つの平板7を動かして上記2つの平板5,7間に前記破片を挟み込ませる平板移動機構9と、測定・判定手段14とを備える。測定・判定手段14は、前記2つの平板5,7間のギャップを測定することで、前記破片の有無、大きさ、または蓄積量を検出する手段であり、前記2つの平板5,7間のギャップを測定する手段として変位センサを用いる。
(もっと読む)
タンク検査装置及びタンク検査方法
【課題】シール部材を設けた口金がライナーに組み付けられたタンクについて、簡単な構成で、シール部材の配置を検査することである。
【解決手段】タンク検査装置70は、ライナー30を軸方向周りに回転することができる回転台72と、その回転軸に対する口金10の偏心を測定する偏心測定装置74とを含む。口金10が組み付けられたライナー30を回転台に載せ、口金10の外周に偏心測定装置74をセットし、ライナー30をその中心軸周りに回転させる。偏心測定装置74によって検出される偏心量が予め定めた許容範囲Aを超えるときは、シール部材が口金の溝からはみ出していると判断される。また、ライナーと口金との間の組み付け部分を構造的に見ることができる場合には、ライナーと口金の間の隙間を検出することで、シール部材が口金の溝からはみ出していることを間接的に検出することができる。
(もっと読む)
ホーム離れ計測方法およびその装置
【課題】駅のプラットホームの建築限界の計測を迅速に且つ高精度に実行すること。
【解決手段】駅のプラットホーム200に沿って進行する車両本体101の側端とホーム側端縁Pとの間の距離情報Aを検出する手段と、この検出動作とほぼ同一のタイミングで作動して車両101が進行する軌道300の中心位置Oを検出する手段と、この計測された軌道中心位置Oと当該軌道300上を進行する車両本体101の中心位置との間の位置ずれΔSLを検出する手段とを備え、これら計測された所定の情報等に基づいて当該車両100が走行する軌道300の中心位置Oからプラットホームの側端縁Pまでの水平距離等をホーム建築限界情報として算定するようにした。
(もっと読む)
車輪軸受装置の隙間測定方法
【課題】 より適正な軸受アキシャル隙間が得られるようにする。
【解決手段】内輪3のインナレース3aと対向するアウタレース1bに円錐ころ4bを組み込んだアッセンブリの状態で、内輪3をハブ2の圧入部2cに圧入する。軸受アキシャル隙間が正の状態で圧入を一旦止める。肩部6とこれに対向する内輪の端面との間隔(S)を求めると共に、外輪1を回転させながら正の軸受アキシャル隙間(Δa)を測定し、Δa=Δa’−Sから負の軸受アキシャル隙間(Δa)を求める。その後、内輪3を肩部6に当接するまで圧入する。
(もっと読む)
エンコーダ・エラー判定
ライドハイト検出デバイスは、エンコーダの読み取りヘッド部(40)およびスケール(10)の間の間隔の測定を行うために記述される。該ライドハイト検出デバイスは、エンコーダの読み取りヘッド部(40)に設けられたあるいは取り付けられるライドハイトセンサ(41;42;46;50)を含む。そのようなデバイスの、エンコーダの読み取りヘッド部(40)への一時的あるいは永続的な取付は、また、記述される。好ましい実施形態において、回転式エンコーダは記述され、ライドハイト検出デバイスはその偏心度を測定するために用いられる。  (もっと読む)
(もっと読む)
11 - 20 / 35
[ Back to top ]