
国際特許分類[G01B21/16]の内容
物理学 (1,541,580) | 測定;試験 (294,940) | 長さ,厚さまたは同種の直線寸法の測定;角度の測定;面積の測定;表面または輪郭の不規則性の測定 (22,327) | このサブクラスの他のグループの,個別の形式の測定手段に適合しない測定装置またはその細部 (1,964) | 離隔対象物間の距離または間隙測定用 (35)
国際特許分類[G01B21/16]に分類される特許
21 - 30 / 35
距離推定装置、異常検出装置、温度調節器および熱処理装置
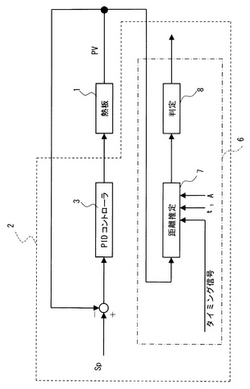
【課題】 被処理物を、熱板に接近させて行う熱処理において、被処理物と熱板との距離を推定できるようにする。
【解決手段】 被処理物としてのワークが載置されて熱処理される熱板1の温度情報、例えば、熱板1の温度の傾きの絶対値に基いて、距離推定手段7でワークと熱板1との距離を推定し、推定した距離と閾値とを判定手段8で比較することによって、異常の有無を判定するように構成している。
(もっと読む)
連続鋳造機におけるロールのベアリング異常検出装置及び方法

【課題】 連続鋳造機におけるロールのベアリング異常を早期に且つ正確に検出する。
【解決手段】 鋳片を挟み込む一対のロール2,3が鋳片の鋳造方向に所定の間隔で並ぶ連続鋳造機において、各ロール2,3の両端部を回転可能に支持するベアリング4a,4a,5a,5bの異常を検出する装置及び方法であって、一対のロール2,3間における少なくとも2箇所の対向間隔L1,L2を測定し、測定した少なくとも2箇所の測定値の差(L1−L2)を計算すると共に、各測定位置の当該測定前に測定した測定値との差(ΔL1,ΔL2)を計算し、それぞれ計算した値が予め設定されたしきい値を超えたときに、そのしきい値を超えたロールのベアリング異常と判定する。
(もっと読む)
機器シールの間隙計測装置及び間隙計測方法
【課題】シール間隙の計測作業の合理化と計測値の信頼性の向上を図ることができる機器シールの間隙計測装置及び間隙計測方法を提供する。
【解決手段】シール101とロータ215との間隙を計測する機器シールの間隙計測装置において、上記シール101と上記ロータ215との間に配置されてシール101及びロータ215間のシール間隙を計測するセンサ2と、このセンサ2により計測される計測データを記憶する電子タグ9と、これらセンサ2及び電子タグ9を表面に貼設する基盤であって、フレキシブルな素材で形成されたシート1とを備えたことを特徴とする。
(もっと読む)
印刷技術的な機械を通ってシートを搬送するための装置
【課題】印刷技術的な機械を通ってシートを搬送するための装置であって、回転する搬送エレメントが設けられており、搬送エレメントがグリッパを備えており、グリッパにシートが前縁で保持されており、所望の位置に関してシートの位置を調節するための装置が設けられており、シート位置のための測定装置が設けられており、制御装置が設けられており、制御装置が、シート位置調節装置および測定装置と接続されている形式のものにおいて、比較的大きな時間間隔にわたってガイドエレメントに関するシートの位置を連続的に監視できるようなものを提供する。
【解決手段】測定装置10,11が、搬送エレメントと共に回転するように配置されている。
(もっと読む)
ディスクロータの測定具
【課題】 ホイールを取り外さない状態で、ディスクロータの振れを測定することができる測定具を一時的に車両に固定する技術を実現する。
【解決手段】 測定具12は、ブレーキキャリパが固定されているサスペンション部材、または、そのサスペンション部材に固定されているブレーキキャリパに固定して用いられる。その測定具12は、支持部材17と、その支持部材の先端部に位置決めされる一対の片持部材20、21と、片持部材20、21の先端部に位置決めされる非接触式のギャップセンサ22、23を備えている。さらに支持部材17をサスペンション部材またはブレーキキャリパに固定し、一方のギャップセンサ23がディスクロータの表面に向かい合い、他方のギャップセンサ22がディスクロータの裏面に向かい合う位置に固定する固定手段14、15を備えている。
(もっと読む)
車両用の間隔計測装置
【課題】 車両用の間隔計測装置において、ドアを閉じ位置に操作した状態での車体のドア開口部の外周部とドアの外周部との間隔を測定する場合、車体のドア開口部の外周部(ドアの外周部)のどの部分を測定したのかが容易に把握できるように構成する。
【解決手段】 車体のドア開口部3の外周部又はドア1の外周部4に着脱自在な本体部7と、車体のドア開口部3を閉じる閉じ位置にドア1を操作した状態において車体のドア開口部3の外周部とドア1の外周部4との間隔を測定するもので本体部7に備えられた測定部8と、測定部8が測定した車体のドア開口部3の外周部又はドア1の外周部4の箇所の付近にマーキングを施すもので本体部7に備えられたマーキング部9とを備えて、間隔計測装置6を構成する。
(もっと読む)
塗工用スロットダイおよび塗工用スロットダイのリップと塗工ロールとの隙間測定方法および隙間設定方法
【課題】リップ・ロール間の隙間を高精度に測定し、高精度な塗工フィルムの作製のために、リップ・ロール間の隙間を高精度に設定すること。
【解決手段】
塗工用スロットダイ20の両側端部にスロットダイ先端のリップ前面21Aと同一面をなす平坦なブロック前面28A、29Aを有する測定器取付ブロック28、29を取り付け、この測定器取付ブロック28、29に変位測定器28、29を取り付け、ブロック前面28A、29Aにブロックゲージ50の表面50Aを押し当て、ブロックゲージ表面50Aを変位測定器28、2、によって測定してキャリブレーションを行い、キャリブレーション完了後にブロックゲージ50を取り除き、塗工へッドを塗工ロール側に前進移動させ、変位測定器28、29の計測値によってスロットダイ20のリップ21と塗工ロール外周面11Aとの隙間を測定する。
(もっと読む)
クランク軸のデフレクション計測装置及び計測方法
【課題】クランク軸のデフレクション計測において、ジャーナル部回転角度とピン部回転角度との対応づけを高精度に行うこと。
【解決手段】デフレクション計測装置は、クランク軸1の回転角度を角度データとして検出する角度検出手段7と、クランクアーム4の内股距離を距離データとして検出する距離検出手段8と、各データを処理する処理ユニット9とを備え、距離検出手段8には、角度データをトリガー信号として、前記距離を計測する計測部13と、角度データと検出された距離データとを対とした計測データを記憶可能なメモリ−14と、距離データの検出終了後にメモリ−14内の計測データを無線送信する送信部16とが備えられ、処理ユニット9には、欠落した計測データを補完する補完手段が設けられている。
(もっと読む)
隙間検査装置
【課題】長尺状の隙間から流体を吐出するノズルの当該隙間を短時間に安定して測定することができる隙間検査装置を提供する。
【解決手段】スリットノズル2を固定保持するとともに、超音波プローブ40,50をスリットノズル2の外側に所定間隔にて対向配置する。超音波プローブ40から出射された超音波が平板2aの内壁面によって反射された反射波RS2が超音波プローブ40に到達するまでの時間から超音波プローブ40と平板2aの内壁面との間の距離が求められる。同様に、超音波プローブ50から出射された超音波が平板2bの内壁面によって反射された反射波RS4が超音波プローブ50に到達するまでの時間から超音波プローブ50と平板2bの内壁面との間の距離が求められる。超音波プローブ40と超音波プローブ50との配置間隔からそれらを減算して隙間3の間隔を測定する。
(もっと読む)
車輪用軸受装置の軸受すきま測定方法
【課題】
塑性結合による軸受の軸方向すきま減少量と相関関係にある外方部材の端面移動量を測定して負すきまの管理を行えるようにした車輪用軸受装置の軸受すきま測定方法を提供する。
【解決手段】
一体に塑性結合された内方部材1を備えた車輪用軸受装置の軸受すきま測定方法において、内方部材1の塑性結合前後に実測された外方部材10の端面位置L1、L2の差からその端面移動量ΔLが算出され、この外方部材10の端面移動量ΔLを、予め設定された軸受の軸方向すきま減少量と外方部材の端面移動量の関係式に当てはめることにより、塑性結合による軸受の軸方向すきま減少量Δδを求めると共に、この軸受の軸方向すきま減少量Δδを、内方部材1を塑性結合する前に実測された軸受の軸方向すきまδ1から減算することにより塑性結合後の軸受の軸方向すきまδを求めるようにした。
(もっと読む)
21 - 30 / 35
[ Back to top ]