
国際特許分類[H01R43/05]の内容
電気 (1,674,590) | 基本的電気素子 (808,144) | 導電接続;互いに絶縁された多数の電気接続要素の構造的な集合体;嵌合装置;集電装置 (28,662) | 電線接続器または集電装置の製造,組立,保守または修理のためまたは導体接続のために特に採用される装置または方法 (2,778) | 変形による接続を形成するためのもの,例.圧縮工具 (418) | 圧縮装置または圧縮方法 (360) | 電線の絶縁剥離を行うもの (21)
国際特許分類[H01R43/05]に分類される特許
1 - 10 / 21
電線処理装置
【課題】電線処理装置における被覆電線の切断後に行われる処理の不良を未然に防止するため、当該処理を行う前に電線端部の曲がりを検知する。
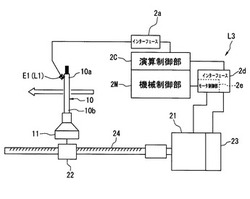
【解決手段】電線処理装置は、被覆電線10の端末部近傍を保持するクランプ11と、被覆電線10の端末部10aに所定の処理を施す処理ユニットと、クランプ11を前記処理ユニットに移動させる移動機構21と、クランプ11が処理ユニットに移動する間に、クランプ11に保持された被覆電線10の端末部10aが所定位置を通過したことを検出する端末部通過検出体L1と、端末部通過検出体L1が端末部10aの通過を検出することに基づき、被覆電線10の曲がりを検出する曲がり検出手段と、を備えている。
(もっと読む)
電線の圧着端子付け方法

【課題】安全かつ円滑に圧着作業を行うことができ、しかも圧着作業の効率の向上を図ることが可能な電線の圧着端子付け方法を提供する。
【解決手段】4心ケーブル15の端部でシース24から露出された4本の電線13のうちの2本を圧着対象電線とし、これらの電線13間に間隔形成ブロック46を配置してクランプし、クランプ状態の電線13の端部を切断して所定長さとし、電線13の端部における外被13bを切断除去して導体13aを露出させ、電線13の端部に圧着端子11を同一方向から圧着固定し、その後、クランプ状態を解除して4心ケーブル15を、軸線を中心として反転させ、圧着端子11が圧着固定されていない他の2本の電線13を圧着対象電線として同じ圧着固定作業を行うことにより、2本の電線13を一組とし、それぞれの組で圧着端子11の圧着側が向き合うように端子付けする。
(もっと読む)
端子付き電線の製造方法
【課題】端子と電線の接続部に塗布されたゲル状の防腐剤などの成形材料を簡便に所定の形状に成形することが可能な端子付き電線の製造方法を提供すること。
【解決手段】相手方端子に接続される端子部3と電線接続部4を前後に有した端子2の該電線接続部4に、電線Wの外皮Wbを除去して露出した導体Waを接続する第1の工程と、該第1の工程の後、前記電線接続部4を覆うように成形材料5Aを塗布し、前記電線接続部4の上下左右を包囲する成形型10(上型20、下型30および左右の側型40,40)内で前記成形材料5Aを所定形状の成形体5に成形して該電線接続部4を該成形体5によって封止する第2の工程とを備える。
(もっと読む)
端子付電線の製造方法及び端子付電線
【課題】熱収縮チューブを、電線の露出芯線部と端子との接続部分に位置精度よく装着できるようにすること。
【解決手段】電線の露出芯線部13aと端子20との接続部分に熱収縮チューブ30を装着する端子付電線の製造方法である。電線12を熱収縮チューブ30に通してから、露出芯線部13aに端子を接続する。この後、熱収縮チューブ30を、露出芯線部13aと端子20との接続部分を覆う位置に移動させ、熱収縮チューブ30の一部を電線12及び端子20の少なくとも一部に仮固着する。この後、熱収縮チューブ30を加熱して熱収縮させることにより、熱収縮チューブ30を装着する。
(もっと読む)
多線式圧着電線製造装置、多線式圧着電線製造方法、多線式電線送給装置、端子圧着方法、及び、端子圧着装置
【課題】 皮むき時に発生するストリップ屑を確実に回収できる電線皮むき装置等を提供する。
【解決手段】電線皮むき装置100は、皮むき手段220に向けて空気流を吹き付ける空気ノズル137を備える。また、皮むきされた電線被覆の屑を吸い取るダクト290を備える。そしてノズル137が、電線のクランプ位置から、電線送り方向の横方向にズレた位置に配置されており、クランプ手段が横方向に移動して、ノズル137が皮むき手段220の中心近傍に来た時点で空気流を吹く。
(もっと読む)
導電接合端子の製造方法
【課題】端子内の導線束を外周側から中心部まで均一な状態で接合でき、かつ、製造コストを低減できる導電接合端子の製造方法を提供する。
【解決手段】絶縁被覆を有する導線Lを複数本束ねてなる導線束2と、導線束2を収容する収容部12を有する端子具10とを備え、収容部12に収容した導線束2と端子具10とを電気的に接合させてなる導電接合端子の製造方法であって、端子具10の収容部12に導線束2を収容する第1の工程と、端子具10に高周波電流を通電し、誘導加熱によって導線Lの絶縁被覆を溶融させる第2の工程と、端子具10を導線束2と一緒にかしめる第3の工程とを有する。誘導加熱による各導線Lの表皮効果によって、導線束2の外周側だけでなく中心部に位置する導線Lの絶縁被覆をより確実に溶融させることができる。
(もっと読む)
電線端部処理装置
【課題】電線の端部に対する処理不良を抑制しつつ、電線の端部に対する処理を円滑に行うことができるようにすること。
【解決手段】電線保持部と、電線の端部に対して処理を施す端子圧着ユニット等の端部処理ユニットと、電線保持部を端部処理ユニットに向けて移動させる移動機構部と、電線保持部によって保持された電線の端部位置を検出する端部位置検出部とを備える。端部位置検出部の検出結果に基づいて、端部処理ユニット及び電線保持部のうちの少なくとも一方を移動させて、端部処理ユニット及び電線保持部の相対位置を補正する。
(もっと読む)
電線束の接続方法
【課題】端子に対する電線束の接続性能を高める。
【解決手段】端子金具30に対する電線束20の接続方法であって、複数本の電線10を集束させた前記電線束20の端末部25を溶接する溶接工程と、前記溶接工程の後に行われ、前記電線束20の前記端末部25の先端を切断して揃える切断工程と、前記切断工程の後に行われ、前記電線束20の前記端末部25を前記端子金具30のバレル部35に挿入する挿入工程と、前記挿入工程の後に行われ、前記端末部25を挿通させたバレル部35を加締めることにより、前記電線束20の前記端末部25を前記バレル部35に圧着させる圧着工程とを備える。
(もっと読む)
電線の端末処理方法
【課題】良好な接続をすることが可能な、また、接続に係るバラツキを吸収することが可能な電線の端末処理方法を提供する。
【解決手段】電線の端末処理方法は、接続対象部位を形成するため電線を加工する工程11と、電線の接続対象部位に端子を圧接又は圧入する端子接続工程12とを含んでおり、電線を加工する工程11としては、芯線部を露出する芯線部露出工程13と、芯線部を単線化する芯線部単線化工程14とを含んでいる。
(もっと読む)
端子圧着電線製造装置及び端子圧着電線製造方法
【課題】 マシンタクトタイムを下げることなく、すなわち、製造能力を確保しつつ、より高品質の製品を製造できる端子圧着電線製造機を提供する。
【解決手段】 端子圧着電線製造機の操作パネル100には、端子圧着電線の先端処理サイクルタイム、後端処理サイクルタイム、排出処理サイクルタイムが表示されるウィンドウ110、120、130が設けられている。さらに、これら各サイクルタイムの最も長いサイクルタイムから各サイクルタイムを引いた各工程の調整余力時間が、ウィンドウ111、121、131に表示される。そして、各加工作業の側方に、各々の加工作業に対応する細目動作が表示されており、各細目動作の両側には、オペレータにより決定される選択ボタン112、122、132と、余力時間(付加時間)を表示するウィンドウ113、123、133が設けられている。
(もっと読む)
1 - 10 / 21
[ Back to top ]