
インクジェット記録ヘッド及びその製造方法、並びに、それを備えたインクジェット記録装置

【課題】インク流路における気泡発生と成長を抑制したインクジェット記録ヘッド、及びそれを備えたインクジェット記録装置を提供すること。
【解決手段】 例えば、ノズルプレート1と、共通流路プレート2と、供給路プレート3と、連通路プレート4と、圧力発生室プレート5と、振動板6と、による計6枚のプレートを積層接合することにより構成されたインクジェット記録ヘッドにおいて、各プレートにはインク流路の少なくと一部を構成する各貫通口の内壁を含む全表面に渡って樹脂層を形成する。そして、この樹脂層19により接合する。
【解決手段】 例えば、ノズルプレート1と、共通流路プレート2と、供給路プレート3と、連通路プレート4と、圧力発生室プレート5と、振動板6と、による計6枚のプレートを積層接合することにより構成されたインクジェット記録ヘッドにおいて、各プレートにはインク流路の少なくと一部を構成する各貫通口の内壁を含む全表面に渡って樹脂層を形成する。そして、この樹脂層19により接合する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、インクを記録媒体に噴射し、画像を形成するためのインクジェット記録ヘッド及びその製造方法、並びに、それを備えたインクジェット記録装置に関する
【背景技術】
【0002】
従来、ドロップオンデマンド型インクジェット記録ヘッドにおいて、インク吐出機構(イジェクタ)を複数連結したマルチノズル型の記録ヘッドが多く用いられている。
【0003】
例えば、特許文献1には、インクジェット記録ヘッドの構成として、ノズルを形成するノズルプレートと、共通流路を形成する共通流路プレート、インク供給路を形成する供給路プレートと、圧力発生室を形成する圧力発生室プレートと、などを含む複数のプレートにより積層構成されるヘッド構成が提案されている。
【0004】
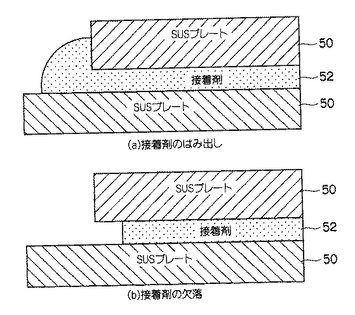
しかしながら、各プレートの積層接合を接着剤によって行う場合、インク流路内に接着剤がはみだし、インク流路の断面積を大きく変化させてしまうといった問題点があった。また、図8(a)に示すように、プレート50間から接着剤52がはみ出していると、接着剤52の表面には微小な凹凸があるため、気泡発生の核となる。さらに、図8(b)に示すように、プレート50間に接着剤102の欠落があると、接着界面において接着剤52が欠落した個所は窪みとなり、やはり気泡発生の核となる。
【0005】
また、プレート内にインク流路を構成する貫通口が形成されている場合、必要のない箇所の接着剤を取り除く工程が必要となるほか、取り除きが不十分であった場合、ゴミなどの発生原因となる。
【0006】
このような問題を改善するために、例えば、特許文献2では、例えば、ポリイミド樹脂層により接合する方法が記載されている。
【0007】
また、記録ヘッドの構成部材を接合する技術につていは、例えば、特許文献3〜6にも開示されている。
【特許文献1】特開2002−307676公報
【特許文献2】特開2001−129799公報
【特許文献3】特開平11−245408号公報
【特許文献4】特開平11−154314号公報
【特許文献5】特開200−1263512公報
【特許文献6】特開平10−6501号公報
【発明の開示】
【発明が解決しようとする課題】
【0008】
上記特許文献2の提案は、接着剤を使用せずにプレートの積層接合するために、接合面にポリイミド樹脂等の樹脂材料を形成して、この樹脂材料(樹脂層)により接合し、上記問題を改善している。
【0009】
しかし、使用するプレートが例えば金属材料(ステンレス)やセラミックス(シリコン基板)などで構成されている場合はプレート表面に微小な凹凸があり(粗れており)、これに起因して気泡が発生してしまうといった問題がやはり依然としてある。このため、改善が望まれている。
【0010】
また、特許文献3〜6の提案においても、上記問題を改善するには至っていないのが現状である。
【0011】
従って、本発明は、前記従来における諸問題を解決し、以下の目的を達成することを課題とする。即ち、本発明の目的は、インク流路における気泡発生と成長を抑制したインクジェット記録ヘッド及びその製造方法、並びに、それを備えたインクジェット記録装置を提供することである。
【課題を解決するための手段】
【0012】
上記課題は、以下の手段により解決される。即ち、
本発明のインクジェット記録ヘッドは、貫通口が設けられた基板を複数接合し、前記貫通口同士を連通させてインク流路の少なくとも一部を構成したインクジェット記録ヘッドであり、
前記基板は前記貫通口の内壁を含め全表面に樹脂層が形成され、前記樹脂層により前記基板同士を接合したことを特徴としている。
【0013】
本発明のインクジェット記録ヘッドでは、基板表面に形成した樹脂層を介して各基板が接合されている。そして、各基板の接合面のみならず、インクに接している個所すべてに樹脂層を形成しているため、基板表面の微小な凹凸が平坦化されている。液体塗布した樹脂は流動性があるため、凹部に流れ込み、平滑化できる。この平坦化効果により、まず気泡の発生確率自体を大幅に低減できる。さらに樹脂材料を用いるということでインク流路の内壁の濡れ性も向上するため、気泡が発生した場合でもインク流路内壁に付着し難く、その抜け性も向上し、気泡の成長も防止される。
【0014】
本発明のインクジェット記録ヘッドにおいては、前記樹脂層を、スプレー塗布法、電着法、蒸着重合法のいずれかにより形成することがよい。これらの方法により形成された樹脂層は、薄膜で均一な厚さの樹脂層となっている。
【0015】
本発明のインクジェット記録ヘッドにおいては、前記樹脂層を、ポリイミド樹脂、又はポリアミド樹脂で構成することがよい。これら樹脂は、各基板を強度良く積層接合し、凹凸の平滑化と濡れ性向上の効果もある。
【0016】
本発明のインクジェット記録ヘッドにおいては、前記樹脂層を半硬化させた後、前記基板同士を貼り合わせ、半硬化させた前記樹脂層を硬化させつつ前記基板同士を接合することがよい。半硬化させた樹脂層が形成された基板は取り扱い性がよく、高い精度で積層接合されている。
【0017】
本発明のインクジェット記録ヘッドにおいては、前記基板を、金属材料、又はセラミックスで構成することがよい。これら材料で構成された基板は、表面が粗く、樹脂層を形成することで、効果的に凹凸を平滑にし、さらに濡れ性を向上させることができる。
【0018】
一方、本発明のインクジェット記録装置は、上記本発明のインクジェット記録ヘッドを備えることを特徴としている。
【0019】
また、本発明のインクジェット記録ヘッドの製造方法は、上記本発明のインクジェト記録ヘッドを製造するための方法である。即ち、
本発明のインクジェット記録ヘッドの製造方法は、
前記基板の前記貫通口の内壁を含む全表面に樹脂層を形成する工程と、
前記樹脂層により、前記基板同士を接合する工程と、
を有することを特徴としている。
【0020】
本発明のインクジェット記録ヘッドの製造方法においては、前記樹脂層を形成する工程を、スプレー塗布法、電着法、蒸着重合法のいずれかにより行うことがよい。
【0021】
本発明のインクジェット記録ヘッドの製造方法においては、前記樹脂層を、ポリイミド樹脂、又はポリアミド樹脂で構成することがよい。
【0022】
本発明のインクジェット記録ヘッドの製造方法において、前記樹脂層を形成する工程は半硬化させた前記樹脂層を形成する工程であり、前記接合する工程は前記基板同士を貼り合わせ、半硬化させた前記樹脂層を完全硬化させつつ前記基板同士を接合する工程であることがよい。
【0023】
本発明のインクジェット記録ヘッドの製造方法においては、前記基板を、金属材料、又はセラミックスで構成することがよい。
【発明の効果】
【0024】
本発明によれば、インク流路における気泡発生と成長を抑制したインクジェット記録ヘッド及びその製造方法、並びに、それを備えたインクジェット記録装置を提供することができる。
【発明を実施するための最良の形態】
【0025】
以下、本発明の実施形態について、図面を参照しつつ説明する。なお、実質的に同一の機能を有する部材には同一符号を付与し、重複する説明は省略する場合がある。
【0026】
図1は、本発明の実施形態に係るインクジェット記録ヘッドのプレート構成を示す斜視図である。図2は、本発明の実施形態に係るインクジェット記録ヘッドのイジェクタの構成を示す断面図である。
【0027】
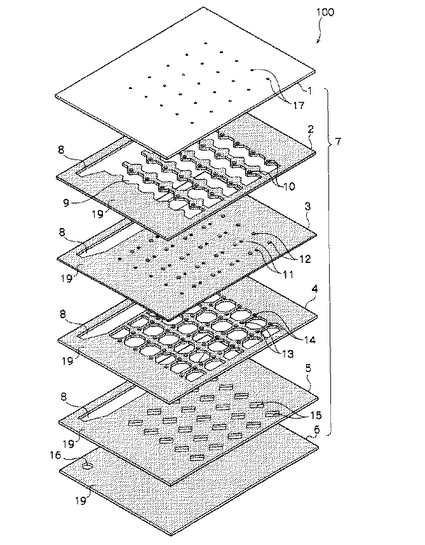
本実施形態のインクジェット記録ヘッド100は、図1及び図2に示すように、ノズルプレート1と、共通流路プレート2と、供給路プレート3と、連通路プレート4と、圧力発生室プレート5と、振動板6と、による計6枚のプレートを積層接合することにより構成されている。本実施形態では、これら各プレートは、所望の厚さのステンレス板(SUS板)で構成されているが、これに限られず、金、白金、コバルト、鉄、銅、ニッケル、アルミニウム、ステンレス、チタン等の各種金属材料、ガラス、アルミナ等からなるセラミックスで構成することができる。なお、以下、各プレートを称してプレート7ということがある。
【0028】
そして、インク流路は、これらのプレートの各貫通口が連通して構成されている。具体的には、共通流路プレート2には、貫通口として共通流路支流9及びインク連通路10が設けられている。供給路プレート3には、貫通口としてインク供給路11及びインク連通路12が設けられている。連通路プレート4には、貫通口としてインク供給路13、インク連通路14が設けられている。圧力発生室プレート5には、貫通口として圧力発生室15が設けられている。また、共通流路プレート2、供給路プレート3、連通路プレート4及び圧力発生室プレート5にはそれぞれ貫通口として共通流路本流8が設けられている。これらを連通することで、インク流路が構成されている。
【0029】
インク流路における共通流路は、1本の共通流路本流8と5本の共通流路支流9によって構成されている。共通流路本流8は、振動板6に設けられたインク供給路16を介してインクタンク(図示せず)と連結されており、各共通流路支流9にインクを供給する役割をしている。各共通流路支流9には、それぞれ5個の圧力発生室15が連結されている。すなわち、本実施形態のインクジェット記録ヘッド100は、25個のイジェクタを有するものであるが、例えば、共通流路支流9を26本、各共通流路に連結される圧力発生室15を10個とした場合には、260個のイジェクタを有するものであり、特にその数量を限定するものではない。
【0030】
なお、本実施形態では、1本の本流に複数の支流が全て連結させているが、共通流路本流や共通流路支流を複数に分割したような流路構成にしてもよい。
【0031】
圧力発生室15は、図2に示すように、インク供給路11、13を介して共通流路支流9に連結されており、圧力発生室15内にインクが充填される。そして、圧力発生室15は、インク連通路10、12、14を介してインク滴を吐出するためのノズル17が連結されている。また、圧力発生室15の底面には振動板6が形成されており、振動板6には圧力発生手段としての圧電アクチュエータ(圧電振動子)18が取り付けられている。この圧電アクチュエータ18は、駆動電圧波形が印加されると撓み変形し、圧力発生室15を膨張又は圧縮させる。圧力発生室15に体積変化が生じると、当該圧力発生室15内に圧力波が発生する。この圧力波の作用によってノズル部のインクが運動し、ノズル17から外部へ排出されることによりインク滴が飛翔する。
【0032】
なお、本実施形態では、例えば、圧力発生手段として圧電アクチュエータ18を用いているが、静電力や磁力を利用した電気機械変換素子や沸騰現象を利用して圧力を発生させるための電気熱変換素子などの他の圧力発生手段を用いても構わない。また、圧電アクチュエータとしても、上述する各実施形態で使用した単板型の圧電アクチュエータの他にも、縦振動タイプの積層型圧電アクチュエータや別の形態のアクチュエータを用いても構わない。
【0033】
共通流路支流9は、圧力発生室15と重なり合うように配置されている。このように、共通流路支流9を圧力発生室15と重なり合うように配置すると、共通流路と圧力発生室を同一平面内に配置した場合に比べ、共通流路の幅を大きく設定しやすくなり、ヘッドの小型化(イジェクタの高密度配列)に有利となる。
【0034】
また、圧力発生室15は、例えば、一辺の長さが300μmで、縦横比が1に近い四角形とし、気泡排出性を良くするために、角部(隅部)にはRを付与した(R加工を施した)。なお、圧力発生室15の形状を四角形としているが、円形や六角形など、他の形状でも構わない。
【0035】
そして、各プレートの全面に渡って樹脂層19が形成され、接合面に形成された樹脂層19により各プレートが積層接合されている。本実施形態では、インク流路内壁が全て樹脂層19で覆われるように、共通流路プレート2、供給路プレート3、連通路プレート4及び圧力発生室プレート5には、各貫通口内壁と共に表裏面全面に樹脂層19を形成している。また、ノズルプレート1及び振動板6には、接合面側の主面全体に樹脂層19が形成されている
【0036】
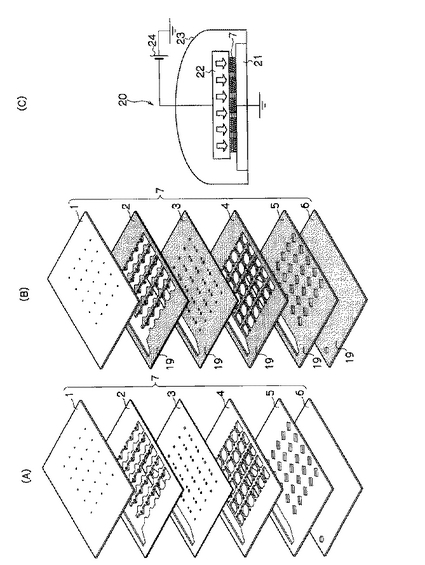
次に、本実施形態に係るインクジェット記録ヘッド100の製造方法について説明する。まず、例えば、図3(A)に示すように、各プレート7に所定の加工を施して準備する。次に、図3(B)に示すように、各プレート7に樹脂層19を形成する。このとき、上述のように、各プレートの接合面を含む表裏面全面と共に各貫通口の内壁に渡って樹脂層19を形成する。
【0037】
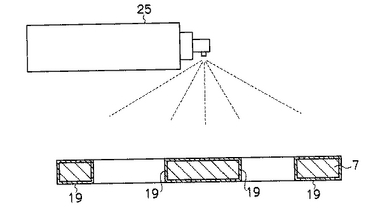
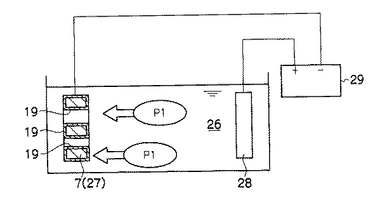
ここで、樹脂層19は、例えば、図4に示すように、スプレー塗布法により形成することができる。また、図5に示すように、電着法によっても形成することができる。また、図6に示すように、蒸着重合法によっても形成することができる。
【0038】
図4に示すスプレー塗布法では、スプレー装置25からプレート7に溶剤に溶解させた樹脂材料を吹き付けることで、樹脂層19を形成する。図5に示す電着法では、溶剤に可溶性の樹脂材料を含む電着液26に、陰電極27としてプレート7及び陽電極28を配置し、両電極に電源29から電圧を印加することで樹脂材料がプレート7に付着し、樹脂層19が形成される。図6に示す蒸着重合法では、真空環境下の反応炉30内に、プレート7を配置して供給管31から樹脂材料のモノマー成分を供給して、当該モノマー成分を反応重合させることで、樹脂材料がプレート7に付着し、樹脂層19が形成される。
【0039】
これらの樹脂層形成方法は、公知の塗布条件により実施することができるが、本実施形態では、樹脂層19をインク流路内壁(貫通口内壁)にまで形成する必要があり、例えばドライフィルムの貼り付けは使えない。上記樹脂層形成方法は3次元構造体にも均一且つ薄膜に樹脂層19を形成することができるので最適である。このように、インク流路内壁に均一且つ薄膜に樹脂層19を形成することで、インク流路内のインクの流れを阻害したり、気泡の発生や成長が効果的に防止される。
【0040】
そして、樹脂材料をプレート7に塗布した後、ベーク・キュアなどの加熱処理が行われる。これにより、樹脂層19を半硬化状態として、後工程として行われる積層接合における位置合わせなどが容易に行うことができるように、各プレートの取り扱い性を向上させている。なお、これらのベーク・キュアの温度は、形成する樹脂材料種により適宜選択される。
【0041】
ここで、樹脂層19を構成する樹脂材料としてはポリイミド樹脂やポリアミド樹脂などが好適に適用される。特に、電着法によって樹脂層19を形成する場合、例えばポリイミドの例について述べると、可溶性ポリイミドを溶剤に溶解させて、金属プレートをその中に浸漬し、プレートに電圧を印加する。印加電圧は10〜300V、好ましくは10〜100Vである。通電時間は狙いとする膜厚に応じて適宜選択すればよい。用いる溶剤としては、例えばスルフェキシド類、フィルムアミド類、アセトアミド類、ドロリドン類、フェノール類、ラクトン類、があげられる。好ましくはジメチルスルフォキシド、N,N'−ジメチルフォルムアミド、N,N'−ジメチルアセトアミド、N−メチル−2−ピロリドン、N−シクロハキシル−2−ピロリドン、N−ビニル−2−ピロリドン、テトラメチルウレア、スルフォランである。蒸着重合法によって樹脂層19を成膜する場合、例えば、ポリイミドを例にとると10-3Pa程度の真空槽内に無水ピロメリト酸を180℃で、4,4−ジアミノジフェニルエーテルを160℃で加熱して昇華させる。蒸発したモノマ分子は基板に到達した後、基板表面を動き回り、アミノ基とカルボニル基とが反応してポアミック酸膜が生成される。その後、200〜300℃で加熱することで脱水反応が起こり、ポリイミド膜となる。モノマーの組み合わせによりいろいろな種類のポリイミドが生成される。さらに芳香族の官能基を代えることで、芳香族ポリアミド、芳香族ポリ尿素、芳香族ポリウレタンなどの合成も可能である。
【0042】
最後に、図3(C)に示すように、各プレート7を位置合わせつつ積層し、接合装置20により接合を行う。接合装置20は、接合対象となる積層されたプレート7を積載する載置部21と、積層されたプレート7を加圧するための加圧部22、とが外壁23に覆われた内部に配置されている。また、積層されたプレート7に電圧を印加するための電源24が加圧部22接続され、載置部21は接地されている。なお、図示しないが、接合装置20内部を真空にするための真空ポンプも設けられている。
【0043】
このような接合装置20としては、特に特殊なものを必要とするわけではなく、一般的に陽極接合用として市販されている装置(例えば、Electronic Vsions製EV500シリーズ、ガールズース製サブストレートホンダSB6など)を使用することができる。
【0044】
接合装置20に、積層されたプレート7を配置し、電圧印加・加圧処理・加熱処理を施すことで、樹脂層19により各プレート7が積層接合される。各プレート7間に電圧を印加することにより双極子分極した樹脂層19のプラス側がマイナス電極側の各プレート7と、マイナス側がプラス電極側の各プレート7と、それぞれ静電引力により引き合い、その結果、樹脂層19が各プレート7界面の微細な凹凸に入り込んでアンカー効果が生じ、樹脂層19を介して各プレート7同士が接合される。さらに、樹脂層19からプレート7側にマイナスイオンが移動して各プレート7を構成する材料と化学反応をおこすことによって化学的に結合し、各プレート7の接合を強化しているとも考えられる。
【0045】
したがって、各プレート7の接合に際しては接着剤を必要とせず、また、高温・高圧の条件を実現する装置も必要としないので、接着剤のはみ出しのない良好な接合を低コストで実現することができる。
【0046】
ここで、印加する電圧は、350V以下で、50V程度であるのが好ましい。このレベルの電圧にすることにより、樹脂層19を構成する樹脂材料を適度に移動させて良好な接合が得られるとともに、陽極接合の場合のように数百ボルトの高電圧ではないため、特殊な装置を必要とせず低コストに接合することができる。
【0047】
また、プレート7に、電圧印加のみならず、加圧処理や加熱処理を施すことで、良好な接合状態を得ることができる。この加熱処理の温度は200℃以上にするのが好ましい。特に、最高温度は樹脂層19の耐熱温度以下で、ガラス転移点温度以上であることが好ましい。基板の温度がラス転移点温度以上であれば、樹脂層19を構成する樹脂材料が移動しやすくなり良好な接合状態が得られるとともに、接合終了時の残留応力がほとんどないといった効果もある。
【0048】
ここで、本実施形態では、接合前の樹脂層19を半硬化の状態とし、上記加熱処理により完全硬化させている。例えば、樹脂層19としてポリイミド樹脂を適用する場合、完全にイミド化するのに十分な加熱処理を施す。これにより、接合面を平坦化処理することなく良好な接合状態が得られと共に、その信頼性(特に耐インク性)が向上し、樹脂層19の剥がれが良好に防止される。なお、この完全硬化は接合後でもよい。
【0049】
このようなプレート7の接合方法の詳細は、例えば、特開2001−129799公報に記載されており、本実施形態では、この公報記載の基板接合方法に従って接合することがきる。
【0050】
以上、説明した本実施形態に係るインクジェット記録ヘッド100は、積層接合した各プレート7で構成しており、この接合を樹脂層19により施している。そして、各プレート7の接合面のみならず、インク流路を構成する各プレート7のインクに接している個所すべてに樹脂層を形成しているため、基板表面の微小な凹凸が平坦化され、気泡の発生確率自体を大幅に低減できる。この平坦化の様子を図示すると、図7(a)に示すように、樹脂層19形成前のプレート7の表面には凹凸を有しており、この凹凸が気泡発生の核となるが、図7(b)に示すように、樹脂層19を形成することで、凹部に樹脂材料が流れ込み(埋め込まれ)、プレート7の表面の凹凸が平坦化される。さらにインク流路の内壁の濡れ性も向上するため、気泡が発生した場合でもインク流路内壁に付着し難く、その抜け性も向上し、気泡の成長も抑制される。
【0051】
これは、例えば、各プレート7の材料としてステンレス板(SUS306)を適用した場合、その表面の接触角が74°であるのに対し、樹脂層19の材料としてポリイミド樹脂を適用すると、その表面び接触角が67°と低くなるためであり、インク流路内壁に樹脂層19を形成することで、気泡が発生し難くなると共に気泡が付着し難くなり気泡が大きく成長することもなくなる。また、ポリイミド、ポリアミドを樹脂層19として適用することで、各プレート7の良好な接合状態が得られると共に、インク流路内壁の表面状態を親水性として濡れ性を向上させることができる。特に、例えば、ステンレス板(SUS306)のような表面粗さが粗く、濡れ性が悪い材料によりプレートを構成した場合、より効果的である。
【0052】
このような表面状態(表面の接触角)、濡れ性、気泡発生(付着)の関係、例えば、気泡の付着と物質の表面状態の関係は「鉱物表面への轍酸化細菌の吸着その応用:大村直也氏著」や「日本混相流学会2002年学会賞:報告データ:井小荻利明氏著」、接触角と気泡付着性との関係は「基液分離技術の研究 先端ミッションセンター(図3.2−3参照):下田隆信氏著」にその詳細が記載されいる。
【0053】
また、本実施形態に係るインクジェット記録ヘッド100は、記録紙上に着色インクを吐出して文字や画像などの記録を行うインクジェット記録装置に適用される。ここで、インクジェット記録とは、記録紙上への文字や画像の記録に限定されるものではない。すなわち、記録媒体は紙に限定されるものでなく、また、吐出する液体も着色インクに限定されるものではない。例えば、高分子フィルムやガラス上に着色インクを吐出してディスプレイ用のカラーフィルタを作製したり、溶融状態のハンダを基板上に吐出して部品実装用のバンプを形成したりするなど、工業的に用いられる液滴噴射装置一般に対して適用することも可能である。
【0054】
なお、本発明は、上記構成に限定されるものでなく、本発明の主旨を逸脱しない範囲内において種々変形して実施することが可能である。
【図面の簡単な説明】
【0055】
【図1】本発明の実施形態に係るインクジェット記録ヘッドのプレート構成を示す斜視図である。
【図2】本発明の実施形態に係るインクジェット記録ヘッドのイジェクタの構成を示す断面図である。
【図3】本発明の実施形態に係るインクジェット記録ヘッドの製造方法の一例を示す説明図である。
【図4】本発明の実施形態に係るインクジェット記録ヘッドにおける樹脂層をスプレー塗布法により形成する方法を説明する図である。
【図5】本発明の実施形態に係るインクジェット記録ヘッドにおける樹脂層を電着法により形成する方法を説明する図である。
【図6】本発明の実施形態に係るインクジェット記録ヘッドにおける樹脂層を蒸着重合法により形成する方法を説明する図である。
【図7】本発明の実施形態に係るインクジェット記録ヘッドにおけるプレートの表面状態を示す概略拡大図であり、図7(a)は樹脂層形成前を示す図であり、図7(b)は樹脂層形成後を示す図である。
【図8】従来のプレート間の接着界面を示す概略拡大図であり、図8(a)はプレート間から接着剤がはみ出している様子を示す図であり、図8(b)はプレート間に接着剤の欠落がある様子を示す図である。
【符号の説明】
【0056】
1 ノズルプレート
2 共通流路プレート
3 供給路プレート
4 連通路プレート
5 圧力発生室プレート
6 振動板
7 プレート
8 共通流路本流
9 共通流路支流
10、12、14 インク連通路
11、13 インク供給路
15 圧力発生室
16 インク供給路
17 ノズル
18 圧電アクチュエータ
【技術分野】
【0001】
本発明は、インクを記録媒体に噴射し、画像を形成するためのインクジェット記録ヘッド及びその製造方法、並びに、それを備えたインクジェット記録装置に関する
【背景技術】
【0002】
従来、ドロップオンデマンド型インクジェット記録ヘッドにおいて、インク吐出機構(イジェクタ)を複数連結したマルチノズル型の記録ヘッドが多く用いられている。
【0003】
例えば、特許文献1には、インクジェット記録ヘッドの構成として、ノズルを形成するノズルプレートと、共通流路を形成する共通流路プレート、インク供給路を形成する供給路プレートと、圧力発生室を形成する圧力発生室プレートと、などを含む複数のプレートにより積層構成されるヘッド構成が提案されている。
【0004】
しかしながら、各プレートの積層接合を接着剤によって行う場合、インク流路内に接着剤がはみだし、インク流路の断面積を大きく変化させてしまうといった問題点があった。また、図8(a)に示すように、プレート50間から接着剤52がはみ出していると、接着剤52の表面には微小な凹凸があるため、気泡発生の核となる。さらに、図8(b)に示すように、プレート50間に接着剤102の欠落があると、接着界面において接着剤52が欠落した個所は窪みとなり、やはり気泡発生の核となる。
【0005】
また、プレート内にインク流路を構成する貫通口が形成されている場合、必要のない箇所の接着剤を取り除く工程が必要となるほか、取り除きが不十分であった場合、ゴミなどの発生原因となる。
【0006】
このような問題を改善するために、例えば、特許文献2では、例えば、ポリイミド樹脂層により接合する方法が記載されている。
【0007】
また、記録ヘッドの構成部材を接合する技術につていは、例えば、特許文献3〜6にも開示されている。
【特許文献1】特開2002−307676公報
【特許文献2】特開2001−129799公報
【特許文献3】特開平11−245408号公報
【特許文献4】特開平11−154314号公報
【特許文献5】特開200−1263512公報
【特許文献6】特開平10−6501号公報
【発明の開示】
【発明が解決しようとする課題】
【0008】
上記特許文献2の提案は、接着剤を使用せずにプレートの積層接合するために、接合面にポリイミド樹脂等の樹脂材料を形成して、この樹脂材料(樹脂層)により接合し、上記問題を改善している。
【0009】
しかし、使用するプレートが例えば金属材料(ステンレス)やセラミックス(シリコン基板)などで構成されている場合はプレート表面に微小な凹凸があり(粗れており)、これに起因して気泡が発生してしまうといった問題がやはり依然としてある。このため、改善が望まれている。
【0010】
また、特許文献3〜6の提案においても、上記問題を改善するには至っていないのが現状である。
【0011】
従って、本発明は、前記従来における諸問題を解決し、以下の目的を達成することを課題とする。即ち、本発明の目的は、インク流路における気泡発生と成長を抑制したインクジェット記録ヘッド及びその製造方法、並びに、それを備えたインクジェット記録装置を提供することである。
【課題を解決するための手段】
【0012】
上記課題は、以下の手段により解決される。即ち、
本発明のインクジェット記録ヘッドは、貫通口が設けられた基板を複数接合し、前記貫通口同士を連通させてインク流路の少なくとも一部を構成したインクジェット記録ヘッドであり、
前記基板は前記貫通口の内壁を含め全表面に樹脂層が形成され、前記樹脂層により前記基板同士を接合したことを特徴としている。
【0013】
本発明のインクジェット記録ヘッドでは、基板表面に形成した樹脂層を介して各基板が接合されている。そして、各基板の接合面のみならず、インクに接している個所すべてに樹脂層を形成しているため、基板表面の微小な凹凸が平坦化されている。液体塗布した樹脂は流動性があるため、凹部に流れ込み、平滑化できる。この平坦化効果により、まず気泡の発生確率自体を大幅に低減できる。さらに樹脂材料を用いるということでインク流路の内壁の濡れ性も向上するため、気泡が発生した場合でもインク流路内壁に付着し難く、その抜け性も向上し、気泡の成長も防止される。
【0014】
本発明のインクジェット記録ヘッドにおいては、前記樹脂層を、スプレー塗布法、電着法、蒸着重合法のいずれかにより形成することがよい。これらの方法により形成された樹脂層は、薄膜で均一な厚さの樹脂層となっている。
【0015】
本発明のインクジェット記録ヘッドにおいては、前記樹脂層を、ポリイミド樹脂、又はポリアミド樹脂で構成することがよい。これら樹脂は、各基板を強度良く積層接合し、凹凸の平滑化と濡れ性向上の効果もある。
【0016】
本発明のインクジェット記録ヘッドにおいては、前記樹脂層を半硬化させた後、前記基板同士を貼り合わせ、半硬化させた前記樹脂層を硬化させつつ前記基板同士を接合することがよい。半硬化させた樹脂層が形成された基板は取り扱い性がよく、高い精度で積層接合されている。
【0017】
本発明のインクジェット記録ヘッドにおいては、前記基板を、金属材料、又はセラミックスで構成することがよい。これら材料で構成された基板は、表面が粗く、樹脂層を形成することで、効果的に凹凸を平滑にし、さらに濡れ性を向上させることができる。
【0018】
一方、本発明のインクジェット記録装置は、上記本発明のインクジェット記録ヘッドを備えることを特徴としている。
【0019】
また、本発明のインクジェット記録ヘッドの製造方法は、上記本発明のインクジェト記録ヘッドを製造するための方法である。即ち、
本発明のインクジェット記録ヘッドの製造方法は、
前記基板の前記貫通口の内壁を含む全表面に樹脂層を形成する工程と、
前記樹脂層により、前記基板同士を接合する工程と、
を有することを特徴としている。
【0020】
本発明のインクジェット記録ヘッドの製造方法においては、前記樹脂層を形成する工程を、スプレー塗布法、電着法、蒸着重合法のいずれかにより行うことがよい。
【0021】
本発明のインクジェット記録ヘッドの製造方法においては、前記樹脂層を、ポリイミド樹脂、又はポリアミド樹脂で構成することがよい。
【0022】
本発明のインクジェット記録ヘッドの製造方法において、前記樹脂層を形成する工程は半硬化させた前記樹脂層を形成する工程であり、前記接合する工程は前記基板同士を貼り合わせ、半硬化させた前記樹脂層を完全硬化させつつ前記基板同士を接合する工程であることがよい。
【0023】
本発明のインクジェット記録ヘッドの製造方法においては、前記基板を、金属材料、又はセラミックスで構成することがよい。
【発明の効果】
【0024】
本発明によれば、インク流路における気泡発生と成長を抑制したインクジェット記録ヘッド及びその製造方法、並びに、それを備えたインクジェット記録装置を提供することができる。
【発明を実施するための最良の形態】
【0025】
以下、本発明の実施形態について、図面を参照しつつ説明する。なお、実質的に同一の機能を有する部材には同一符号を付与し、重複する説明は省略する場合がある。
【0026】
図1は、本発明の実施形態に係るインクジェット記録ヘッドのプレート構成を示す斜視図である。図2は、本発明の実施形態に係るインクジェット記録ヘッドのイジェクタの構成を示す断面図である。
【0027】
本実施形態のインクジェット記録ヘッド100は、図1及び図2に示すように、ノズルプレート1と、共通流路プレート2と、供給路プレート3と、連通路プレート4と、圧力発生室プレート5と、振動板6と、による計6枚のプレートを積層接合することにより構成されている。本実施形態では、これら各プレートは、所望の厚さのステンレス板(SUS板)で構成されているが、これに限られず、金、白金、コバルト、鉄、銅、ニッケル、アルミニウム、ステンレス、チタン等の各種金属材料、ガラス、アルミナ等からなるセラミックスで構成することができる。なお、以下、各プレートを称してプレート7ということがある。
【0028】
そして、インク流路は、これらのプレートの各貫通口が連通して構成されている。具体的には、共通流路プレート2には、貫通口として共通流路支流9及びインク連通路10が設けられている。供給路プレート3には、貫通口としてインク供給路11及びインク連通路12が設けられている。連通路プレート4には、貫通口としてインク供給路13、インク連通路14が設けられている。圧力発生室プレート5には、貫通口として圧力発生室15が設けられている。また、共通流路プレート2、供給路プレート3、連通路プレート4及び圧力発生室プレート5にはそれぞれ貫通口として共通流路本流8が設けられている。これらを連通することで、インク流路が構成されている。
【0029】
インク流路における共通流路は、1本の共通流路本流8と5本の共通流路支流9によって構成されている。共通流路本流8は、振動板6に設けられたインク供給路16を介してインクタンク(図示せず)と連結されており、各共通流路支流9にインクを供給する役割をしている。各共通流路支流9には、それぞれ5個の圧力発生室15が連結されている。すなわち、本実施形態のインクジェット記録ヘッド100は、25個のイジェクタを有するものであるが、例えば、共通流路支流9を26本、各共通流路に連結される圧力発生室15を10個とした場合には、260個のイジェクタを有するものであり、特にその数量を限定するものではない。
【0030】
なお、本実施形態では、1本の本流に複数の支流が全て連結させているが、共通流路本流や共通流路支流を複数に分割したような流路構成にしてもよい。
【0031】
圧力発生室15は、図2に示すように、インク供給路11、13を介して共通流路支流9に連結されており、圧力発生室15内にインクが充填される。そして、圧力発生室15は、インク連通路10、12、14を介してインク滴を吐出するためのノズル17が連結されている。また、圧力発生室15の底面には振動板6が形成されており、振動板6には圧力発生手段としての圧電アクチュエータ(圧電振動子)18が取り付けられている。この圧電アクチュエータ18は、駆動電圧波形が印加されると撓み変形し、圧力発生室15を膨張又は圧縮させる。圧力発生室15に体積変化が生じると、当該圧力発生室15内に圧力波が発生する。この圧力波の作用によってノズル部のインクが運動し、ノズル17から外部へ排出されることによりインク滴が飛翔する。
【0032】
なお、本実施形態では、例えば、圧力発生手段として圧電アクチュエータ18を用いているが、静電力や磁力を利用した電気機械変換素子や沸騰現象を利用して圧力を発生させるための電気熱変換素子などの他の圧力発生手段を用いても構わない。また、圧電アクチュエータとしても、上述する各実施形態で使用した単板型の圧電アクチュエータの他にも、縦振動タイプの積層型圧電アクチュエータや別の形態のアクチュエータを用いても構わない。
【0033】
共通流路支流9は、圧力発生室15と重なり合うように配置されている。このように、共通流路支流9を圧力発生室15と重なり合うように配置すると、共通流路と圧力発生室を同一平面内に配置した場合に比べ、共通流路の幅を大きく設定しやすくなり、ヘッドの小型化(イジェクタの高密度配列)に有利となる。
【0034】
また、圧力発生室15は、例えば、一辺の長さが300μmで、縦横比が1に近い四角形とし、気泡排出性を良くするために、角部(隅部)にはRを付与した(R加工を施した)。なお、圧力発生室15の形状を四角形としているが、円形や六角形など、他の形状でも構わない。
【0035】
そして、各プレートの全面に渡って樹脂層19が形成され、接合面に形成された樹脂層19により各プレートが積層接合されている。本実施形態では、インク流路内壁が全て樹脂層19で覆われるように、共通流路プレート2、供給路プレート3、連通路プレート4及び圧力発生室プレート5には、各貫通口内壁と共に表裏面全面に樹脂層19を形成している。また、ノズルプレート1及び振動板6には、接合面側の主面全体に樹脂層19が形成されている
【0036】
次に、本実施形態に係るインクジェット記録ヘッド100の製造方法について説明する。まず、例えば、図3(A)に示すように、各プレート7に所定の加工を施して準備する。次に、図3(B)に示すように、各プレート7に樹脂層19を形成する。このとき、上述のように、各プレートの接合面を含む表裏面全面と共に各貫通口の内壁に渡って樹脂層19を形成する。
【0037】
ここで、樹脂層19は、例えば、図4に示すように、スプレー塗布法により形成することができる。また、図5に示すように、電着法によっても形成することができる。また、図6に示すように、蒸着重合法によっても形成することができる。
【0038】
図4に示すスプレー塗布法では、スプレー装置25からプレート7に溶剤に溶解させた樹脂材料を吹き付けることで、樹脂層19を形成する。図5に示す電着法では、溶剤に可溶性の樹脂材料を含む電着液26に、陰電極27としてプレート7及び陽電極28を配置し、両電極に電源29から電圧を印加することで樹脂材料がプレート7に付着し、樹脂層19が形成される。図6に示す蒸着重合法では、真空環境下の反応炉30内に、プレート7を配置して供給管31から樹脂材料のモノマー成分を供給して、当該モノマー成分を反応重合させることで、樹脂材料がプレート7に付着し、樹脂層19が形成される。
【0039】
これらの樹脂層形成方法は、公知の塗布条件により実施することができるが、本実施形態では、樹脂層19をインク流路内壁(貫通口内壁)にまで形成する必要があり、例えばドライフィルムの貼り付けは使えない。上記樹脂層形成方法は3次元構造体にも均一且つ薄膜に樹脂層19を形成することができるので最適である。このように、インク流路内壁に均一且つ薄膜に樹脂層19を形成することで、インク流路内のインクの流れを阻害したり、気泡の発生や成長が効果的に防止される。
【0040】
そして、樹脂材料をプレート7に塗布した後、ベーク・キュアなどの加熱処理が行われる。これにより、樹脂層19を半硬化状態として、後工程として行われる積層接合における位置合わせなどが容易に行うことができるように、各プレートの取り扱い性を向上させている。なお、これらのベーク・キュアの温度は、形成する樹脂材料種により適宜選択される。
【0041】
ここで、樹脂層19を構成する樹脂材料としてはポリイミド樹脂やポリアミド樹脂などが好適に適用される。特に、電着法によって樹脂層19を形成する場合、例えばポリイミドの例について述べると、可溶性ポリイミドを溶剤に溶解させて、金属プレートをその中に浸漬し、プレートに電圧を印加する。印加電圧は10〜300V、好ましくは10〜100Vである。通電時間は狙いとする膜厚に応じて適宜選択すればよい。用いる溶剤としては、例えばスルフェキシド類、フィルムアミド類、アセトアミド類、ドロリドン類、フェノール類、ラクトン類、があげられる。好ましくはジメチルスルフォキシド、N,N'−ジメチルフォルムアミド、N,N'−ジメチルアセトアミド、N−メチル−2−ピロリドン、N−シクロハキシル−2−ピロリドン、N−ビニル−2−ピロリドン、テトラメチルウレア、スルフォランである。蒸着重合法によって樹脂層19を成膜する場合、例えば、ポリイミドを例にとると10-3Pa程度の真空槽内に無水ピロメリト酸を180℃で、4,4−ジアミノジフェニルエーテルを160℃で加熱して昇華させる。蒸発したモノマ分子は基板に到達した後、基板表面を動き回り、アミノ基とカルボニル基とが反応してポアミック酸膜が生成される。その後、200〜300℃で加熱することで脱水反応が起こり、ポリイミド膜となる。モノマーの組み合わせによりいろいろな種類のポリイミドが生成される。さらに芳香族の官能基を代えることで、芳香族ポリアミド、芳香族ポリ尿素、芳香族ポリウレタンなどの合成も可能である。
【0042】
最後に、図3(C)に示すように、各プレート7を位置合わせつつ積層し、接合装置20により接合を行う。接合装置20は、接合対象となる積層されたプレート7を積載する載置部21と、積層されたプレート7を加圧するための加圧部22、とが外壁23に覆われた内部に配置されている。また、積層されたプレート7に電圧を印加するための電源24が加圧部22接続され、載置部21は接地されている。なお、図示しないが、接合装置20内部を真空にするための真空ポンプも設けられている。
【0043】
このような接合装置20としては、特に特殊なものを必要とするわけではなく、一般的に陽極接合用として市販されている装置(例えば、Electronic Vsions製EV500シリーズ、ガールズース製サブストレートホンダSB6など)を使用することができる。
【0044】
接合装置20に、積層されたプレート7を配置し、電圧印加・加圧処理・加熱処理を施すことで、樹脂層19により各プレート7が積層接合される。各プレート7間に電圧を印加することにより双極子分極した樹脂層19のプラス側がマイナス電極側の各プレート7と、マイナス側がプラス電極側の各プレート7と、それぞれ静電引力により引き合い、その結果、樹脂層19が各プレート7界面の微細な凹凸に入り込んでアンカー効果が生じ、樹脂層19を介して各プレート7同士が接合される。さらに、樹脂層19からプレート7側にマイナスイオンが移動して各プレート7を構成する材料と化学反応をおこすことによって化学的に結合し、各プレート7の接合を強化しているとも考えられる。
【0045】
したがって、各プレート7の接合に際しては接着剤を必要とせず、また、高温・高圧の条件を実現する装置も必要としないので、接着剤のはみ出しのない良好な接合を低コストで実現することができる。
【0046】
ここで、印加する電圧は、350V以下で、50V程度であるのが好ましい。このレベルの電圧にすることにより、樹脂層19を構成する樹脂材料を適度に移動させて良好な接合が得られるとともに、陽極接合の場合のように数百ボルトの高電圧ではないため、特殊な装置を必要とせず低コストに接合することができる。
【0047】
また、プレート7に、電圧印加のみならず、加圧処理や加熱処理を施すことで、良好な接合状態を得ることができる。この加熱処理の温度は200℃以上にするのが好ましい。特に、最高温度は樹脂層19の耐熱温度以下で、ガラス転移点温度以上であることが好ましい。基板の温度がラス転移点温度以上であれば、樹脂層19を構成する樹脂材料が移動しやすくなり良好な接合状態が得られるとともに、接合終了時の残留応力がほとんどないといった効果もある。
【0048】
ここで、本実施形態では、接合前の樹脂層19を半硬化の状態とし、上記加熱処理により完全硬化させている。例えば、樹脂層19としてポリイミド樹脂を適用する場合、完全にイミド化するのに十分な加熱処理を施す。これにより、接合面を平坦化処理することなく良好な接合状態が得られと共に、その信頼性(特に耐インク性)が向上し、樹脂層19の剥がれが良好に防止される。なお、この完全硬化は接合後でもよい。
【0049】
このようなプレート7の接合方法の詳細は、例えば、特開2001−129799公報に記載されており、本実施形態では、この公報記載の基板接合方法に従って接合することがきる。
【0050】
以上、説明した本実施形態に係るインクジェット記録ヘッド100は、積層接合した各プレート7で構成しており、この接合を樹脂層19により施している。そして、各プレート7の接合面のみならず、インク流路を構成する各プレート7のインクに接している個所すべてに樹脂層を形成しているため、基板表面の微小な凹凸が平坦化され、気泡の発生確率自体を大幅に低減できる。この平坦化の様子を図示すると、図7(a)に示すように、樹脂層19形成前のプレート7の表面には凹凸を有しており、この凹凸が気泡発生の核となるが、図7(b)に示すように、樹脂層19を形成することで、凹部に樹脂材料が流れ込み(埋め込まれ)、プレート7の表面の凹凸が平坦化される。さらにインク流路の内壁の濡れ性も向上するため、気泡が発生した場合でもインク流路内壁に付着し難く、その抜け性も向上し、気泡の成長も抑制される。
【0051】
これは、例えば、各プレート7の材料としてステンレス板(SUS306)を適用した場合、その表面の接触角が74°であるのに対し、樹脂層19の材料としてポリイミド樹脂を適用すると、その表面び接触角が67°と低くなるためであり、インク流路内壁に樹脂層19を形成することで、気泡が発生し難くなると共に気泡が付着し難くなり気泡が大きく成長することもなくなる。また、ポリイミド、ポリアミドを樹脂層19として適用することで、各プレート7の良好な接合状態が得られると共に、インク流路内壁の表面状態を親水性として濡れ性を向上させることができる。特に、例えば、ステンレス板(SUS306)のような表面粗さが粗く、濡れ性が悪い材料によりプレートを構成した場合、より効果的である。
【0052】
このような表面状態(表面の接触角)、濡れ性、気泡発生(付着)の関係、例えば、気泡の付着と物質の表面状態の関係は「鉱物表面への轍酸化細菌の吸着その応用:大村直也氏著」や「日本混相流学会2002年学会賞:報告データ:井小荻利明氏著」、接触角と気泡付着性との関係は「基液分離技術の研究 先端ミッションセンター(図3.2−3参照):下田隆信氏著」にその詳細が記載されいる。
【0053】
また、本実施形態に係るインクジェット記録ヘッド100は、記録紙上に着色インクを吐出して文字や画像などの記録を行うインクジェット記録装置に適用される。ここで、インクジェット記録とは、記録紙上への文字や画像の記録に限定されるものではない。すなわち、記録媒体は紙に限定されるものでなく、また、吐出する液体も着色インクに限定されるものではない。例えば、高分子フィルムやガラス上に着色インクを吐出してディスプレイ用のカラーフィルタを作製したり、溶融状態のハンダを基板上に吐出して部品実装用のバンプを形成したりするなど、工業的に用いられる液滴噴射装置一般に対して適用することも可能である。
【0054】
なお、本発明は、上記構成に限定されるものでなく、本発明の主旨を逸脱しない範囲内において種々変形して実施することが可能である。
【図面の簡単な説明】
【0055】
【図1】本発明の実施形態に係るインクジェット記録ヘッドのプレート構成を示す斜視図である。
【図2】本発明の実施形態に係るインクジェット記録ヘッドのイジェクタの構成を示す断面図である。
【図3】本発明の実施形態に係るインクジェット記録ヘッドの製造方法の一例を示す説明図である。
【図4】本発明の実施形態に係るインクジェット記録ヘッドにおける樹脂層をスプレー塗布法により形成する方法を説明する図である。
【図5】本発明の実施形態に係るインクジェット記録ヘッドにおける樹脂層を電着法により形成する方法を説明する図である。
【図6】本発明の実施形態に係るインクジェット記録ヘッドにおける樹脂層を蒸着重合法により形成する方法を説明する図である。
【図7】本発明の実施形態に係るインクジェット記録ヘッドにおけるプレートの表面状態を示す概略拡大図であり、図7(a)は樹脂層形成前を示す図であり、図7(b)は樹脂層形成後を示す図である。
【図8】従来のプレート間の接着界面を示す概略拡大図であり、図8(a)はプレート間から接着剤がはみ出している様子を示す図であり、図8(b)はプレート間に接着剤の欠落がある様子を示す図である。
【符号の説明】
【0056】
1 ノズルプレート
2 共通流路プレート
3 供給路プレート
4 連通路プレート
5 圧力発生室プレート
6 振動板
7 プレート
8 共通流路本流
9 共通流路支流
10、12、14 インク連通路
11、13 インク供給路
15 圧力発生室
16 インク供給路
17 ノズル
18 圧電アクチュエータ
【特許請求の範囲】
【請求項1】
貫通口が設けられた基板を複数接合し、前記貫通口同士を連通させてインク流路の少なくとも一部を構成したインクジェット記録ヘッドであって、
前記基板は前記貫通口の内壁を含む全表面に樹脂層が形成され、前記樹脂層により前記基板同士を接合したインクジェット記録ヘッド。
【請求項2】
前記樹脂層を、スプレー塗布法、電着法、蒸着重合法のいずれかにより形成した請求項1に記載のインクジェット記録ヘッド。
【請求項3】
前記樹脂層を、ポリイミド樹脂、又はポリアミド樹脂で構成した請求項1に記載のインクジェット記録ヘッド。
【請求項4】
前記樹脂層を半硬化させた後、前記基板同士を貼り合わせ、半硬化させた前記樹脂層を硬化させつつ前記基板同士を接合した請求項1に記載のインクジェット記録ヘッド。
【請求項5】
前記基板を、金属材料、又はセラミックスで構成したことを特徴とする請求項1に記載のインクジェット記録ヘッド。
【請求項6】
請求項1〜5のいずれか1項に記載のインクジェット記録ヘッドを備えたインクジェット記録装置。
【請求項7】
貫通口が設けられた基板を複数接合し、前記貫通口同士を連通させてインク流路の少なくとも一部を構成したインクジェット記録ヘッドの製造方法であって、
前記基板の前記貫通口の内壁を含む全表面に樹脂層を形成する工程と、
前記樹脂層により、前記基板同士を接合する工程と、
を有するインクジェット記録ヘッドの製造方法。
【請求項8】
前記樹脂層を形成する工程を、スプレー塗布法、電着法、蒸着重合法のいずれかにより行う請求項7に記載のインクジェット記録ヘッドの製造方法。
【請求項9】
前記樹脂層を、ポリイミド樹脂、又はポリアミド樹脂で構成した請求項7に記載のインクジェット記録ヘッドの製造方法。
【請求項10】
前記樹脂層を形成する工程は半硬化させた前記樹脂層を形成する工程であり、
前記接合する工程は前記基板同士を貼り合わせ、半硬化させた前記樹脂層を完全硬化させつつ前記基板同士を接合する工程である請求項7に記載のインクジェット記録ヘッドの製造方法。
【請求項11】
前記基板を、金属材料、又はセラミックスで構成した請求項7に記載のインクジェット記録ヘッドの製造方法。
【請求項1】
貫通口が設けられた基板を複数接合し、前記貫通口同士を連通させてインク流路の少なくとも一部を構成したインクジェット記録ヘッドであって、
前記基板は前記貫通口の内壁を含む全表面に樹脂層が形成され、前記樹脂層により前記基板同士を接合したインクジェット記録ヘッド。
【請求項2】
前記樹脂層を、スプレー塗布法、電着法、蒸着重合法のいずれかにより形成した請求項1に記載のインクジェット記録ヘッド。
【請求項3】
前記樹脂層を、ポリイミド樹脂、又はポリアミド樹脂で構成した請求項1に記載のインクジェット記録ヘッド。
【請求項4】
前記樹脂層を半硬化させた後、前記基板同士を貼り合わせ、半硬化させた前記樹脂層を硬化させつつ前記基板同士を接合した請求項1に記載のインクジェット記録ヘッド。
【請求項5】
前記基板を、金属材料、又はセラミックスで構成したことを特徴とする請求項1に記載のインクジェット記録ヘッド。
【請求項6】
請求項1〜5のいずれか1項に記載のインクジェット記録ヘッドを備えたインクジェット記録装置。
【請求項7】
貫通口が設けられた基板を複数接合し、前記貫通口同士を連通させてインク流路の少なくとも一部を構成したインクジェット記録ヘッドの製造方法であって、
前記基板の前記貫通口の内壁を含む全表面に樹脂層を形成する工程と、
前記樹脂層により、前記基板同士を接合する工程と、
を有するインクジェット記録ヘッドの製造方法。
【請求項8】
前記樹脂層を形成する工程を、スプレー塗布法、電着法、蒸着重合法のいずれかにより行う請求項7に記載のインクジェット記録ヘッドの製造方法。
【請求項9】
前記樹脂層を、ポリイミド樹脂、又はポリアミド樹脂で構成した請求項7に記載のインクジェット記録ヘッドの製造方法。
【請求項10】
前記樹脂層を形成する工程は半硬化させた前記樹脂層を形成する工程であり、
前記接合する工程は前記基板同士を貼り合わせ、半硬化させた前記樹脂層を完全硬化させつつ前記基板同士を接合する工程である請求項7に記載のインクジェット記録ヘッドの製造方法。
【請求項11】
前記基板を、金属材料、又はセラミックスで構成した請求項7に記載のインクジェット記録ヘッドの製造方法。
【図1】


【図2】

【図3】
【図4】
【図5】
【図6】

【図7】

【図8】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【公開番号】特開2006−88400(P2006−88400A)
【公開日】平成18年4月6日(2006.4.6)
【国際特許分類】
【出願番号】特願2004−274124(P2004−274124)
【出願日】平成16年9月21日(2004.9.21)
【出願人】(000005496)富士ゼロックス株式会社 (21,908)
【Fターム(参考)】
【公開日】平成18年4月6日(2006.4.6)
【国際特許分類】
【出願日】平成16年9月21日(2004.9.21)
【出願人】(000005496)富士ゼロックス株式会社 (21,908)
【Fターム(参考)】
[ Back to top ]