
キートップとキートップ製造方法
【課題】 美観、視認性に優れているキートップとそのようなキートップを容易に製造することを可能にするキートップ製造方法を提供することにある。
【解決手段】 金属板にエッチングを施すことにより文字や図形や記号を形成してなるキートップにおいて、上記文字や図形や記号の部分をエッチングにより開口部として形成し、上記開口部内に浮島が発生する文字や図形や記号に関して該浮島を複数個の微細なつなぎ部を介して上記金属板に連結・保持するようにしたもの。
【解決手段】 金属板にエッチングを施すことにより文字や図形や記号を形成してなるキートップにおいて、上記文字や図形や記号の部分をエッチングにより開口部として形成し、上記開口部内に浮島が発生する文字や図形や記号に関して該浮島を複数個の微細なつなぎ部を介して上記金属板に連結・保持するようにしたもの。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、例えば、携帯電話、携帯用電子機器、AV機器、車載用押釦スイッチ等に使用されるキートップと該キートップを製造するキートップ製造方法に係り、特に、エッチングによりいわゆる「浮島」が発生してしまうような文字や図形や記号を備えたキートップとその製造方法に関する。
【背景技術】
【0002】
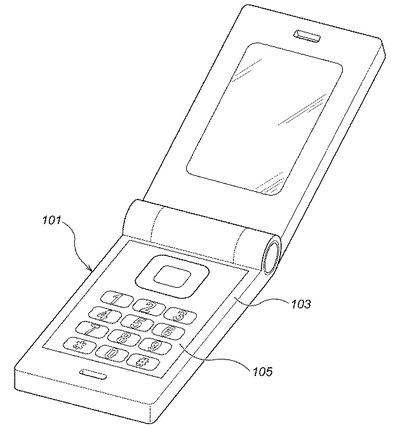
例えば、図11に示すような携帯電話101を例に挙げて説明すると、携帯電話101の押圧操作部103にはキートップ105が設置されている。上記キートップ105は金属製であって、図12に拡大して示すように、「1」「2」等の数字や「♯」等の記号の部分が開口部となっている。すなわち、金属板に所定のマスキングを施した状態でエッチングを施し、上記「1」「2」等の数字や「♯」等の記号の部分を開口部として形成するものである。
【0003】
その際、「1」「2」等の数字や「♯」等の記号の中には、エッチングによりいわゆる「浮島」が発生してしまうものがある。例えば、図13に示すように、数字の「8」を例に挙げてみてみると、金属板107に数字の「8」を表す開口部109が形成されている。又、二つの浮島111、111が設けられている。これら浮島111、111は、つなぎ部113、113、113を介して金属板107側に連結・保持されており、それによって、浮島111、111の脱落を防止している。
因みに、このような文字をいわゆる「切れ文字」と称している。
【0004】
又、別のタイプのキートップ105としては、金属板107の板厚の半分程度までエッチングを施して、「1」「2」等の数字や「♯」等の記号の部分を溝状に凹ませて形成したものがある。この場合には、完全に開口部とする場合のような浮島111、111が発生することはない。
【0005】
さらに、別のタイプのキートップ105としては、金属板107の片面に樹脂フィルムをラミネートし、そこに反対側の面からエッチングを施して、「1」「2」等の数字や「♯」等の記号の部分を開口部として形成したものがある。この場合には、浮島111、111の部分が発生するが、上記樹脂フィルムに接着・固定されることになるので、その脱落を防止するためのつなぎ部を設ける必要はない。
【0006】
尚、この種のキートップ製造方法を開示するものとして、例えば、特許文献1、特許文献2、特許文献3等がある。
【特許文献1】特開2006−318766号公報
【特許文献2】特開2007−115633号公報
【特許文献3】特開2007−328919号公報
【発明の開示】
【発明が解決しようとする課題】
【0007】
上記従来の構成によると次のような問題があった。
まず、図13に示すタイプのキートップ105の場合には、浮島111、111を比較的太いつなぎ部113、113、113によって金属板107側に連結・保持させており、その際上記つなぎ部113、113、113の存在が美観を低下させてしまうという問題があった。つまり、文字としての見栄えが悪くなってしまって自然な文字として視認され難い状態になってしまうものである。
又、板厚の半分程度をエッチングするタイプのキートップ105の場合には、完全に開口しているわけではないので、バックライトの光が透過せず、視認性が著しく低下してしまうという問題があった。
さらに、樹脂フィルムをラミネートさせた材料を使用するタイプのキートップ105の場合には、まず、材料費が高くて、且つ、加工時間が長くなるためにコストが上昇してしまうという問題があった。又、片面からのエッチングになるために文字や図形や記号の精度を確保することが困難になってしまうという問題があった。又、樹脂フィルムがラミネートされているために金属自体に着色することができず、又、エッチングの後に施されるプレス加工によって樹脂フィルムが剥離してしまうという問題があった。
【0008】
本発明はこのような点に基づいてなされたものでその目的とするところは、美観、視認性に優れているキートップとそのようなキートップを容易に製造することを可能にするキートップ製造方法を提供することにある。
【課題を解決するための手段】
【0009】
上記課題を解決るべく本願発明の請求項1によるキートップは、金属板にエッチングを施すことにより文字や図形や記号を形成してなるキートップにおいて、上記文字や図形や記号の部分をエッチングにより開口部として形成し、上記開口部内に浮島が発生する文字や図形や記号に関して該浮島を複数個の微細なつなぎ部を介して上記金属板に連結・保持するようにしたことを特徴とするものである。
又、請求項2によるキートップは、請求項1記載のキートップにおいて、上記つなぎ部にはハーフエッチングが施されていて厚み方向に凹んだ状態になっていることを特徴とするものである。
又、請求項3によるキートップは、請求項2記載のキートップにおいて、上記つなぎ部は表側が裏側より深く凹んでいることを特徴とするものである。
又、請求項4によるキートップは、請求項1〜請求項3の何れかに記載のキートップにおいて、上記つなぎ部は文字や図形や記号の種類に応じて、縦方向、横方向、斜め方向、放射方向の何れかの方向に延長して設けられているものであることを特徴とするものである。
又、請求項5によるキートップは、請求項1〜請求項3の何れかに記載のキートップにおいて、文字や図形や記号の種類に応じて複数個の大小の円形又は略円形の開口部を形成し、それら複数個の大小の円形又は略円形の開口部以外の部分をつなぎ部とすることを特徴とするものである。
又、請求項6によるキートップ製造方法は、浮島が発生する文字や図形や記号に関して該浮島を複数個の微細なつなぎ部によって金属板に連結・保持させるような所定のパターンで設けられたマスキングパターンを金属板の両面に夫々設置し、その状態で金属板の両面側からエッチングを施すようにしたことを特徴とするものである。
又、請求項7によるキートップ製造方法は、請求項6記載のキートップ製造方法において、上記つなぎ部に対してハーフエッチングを施すようにしたことを特徴とするものである。
又、請求項8によるキートップ製造方法は、請求項6記載のキートップ製造方法において、上記つなぎ部の表側が裏側より深く凹むようにハーフエッチングを施すようにしたことを特徴とするものである。
又、請求項9によるキートップ製造方法は、請求項6〜請求項8の何れかに記載のキートップ製造方法において、上記つなぎ部は文字や図形や記号の種類に応じて、縦方向、横方向、斜め方向、放射方向の何れかの方向に延長して設けられるようなマスキングパターンを使用することを特徴とするものである。
又、請求項10によるキートップ製造方法は、請求項6〜請求項8の何れかに記載のキートップ製造方法において、文字や図形や記号の種類に応じて複数個の大小の円形又は略円形の開口部を形成し、それら複数個の大小の円形又は略円形の開口部以外の部分をつなぎ部とするようなマスキングパターンを使用することを特徴とするものである。
【発明の効果】
【0010】
以上述べたように本願発明の請求項1によるキートップによると、金属板にエッチングを施すことにより文字や図形や記号を形成してなるキートップにおいて、上記文字や図形や記号の部分をエッチングにより開口部として形成し、上記開口部内に浮島が発生する文字や図形や記号に関して該浮島を複数個の微細なつなぎ部を介して上記金属板に連結・保持するようにした構成になっているので、つなぎ部が美観や視認性を低下させることを防止することができる。
又、請求項2によるキートップは、請求項1記載のキートップにおいて、上記つなぎ部にはハーフエッチングが施されていて厚み方向に凹んだ状態になっているので、上記効果をより高めることができる。
又、請求項3によるキートップは、請求項2記載のキートップにおいて、上記つなぎ部は表側が裏側より深く凹んでいるので、上記効果をさらに高めることができる。
又、請求項4によるキートップは、請求項1〜請求項3の何れかに記載のキートップにおいて、上記つなぎ部は文字や図形の種類に応じて、縦方向、横方向、斜め方向、放射方向の何れかの方向に延長して設けられているので、文字や図形や記号の種類に応じて適切なつなぎ部を選択することができ、それによって、上記効果をより確実なものとすることができる。
又、請求項5によるキートップは、請求項1〜請求項3の何れかに記載のキートップにおいて、文字や図形の種類に応じて複数個の大小の円形の開口部を形成し、それら複数個の大小の円形の開口部以外の部分をつなぎ部とするものであり、上記効果をより確実に得ることができる。
又、請求項6〜請求項10は状内容をキートップ製造方法としてクレームしたものである。
【発明を実施するための最良の形態】
【0011】
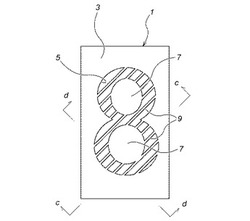
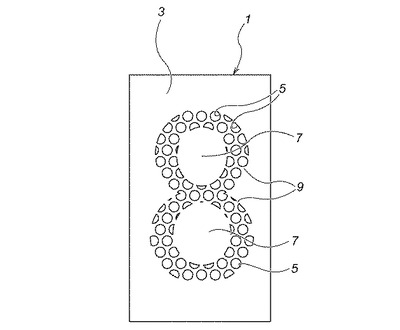
以下、図1乃至図6を参照して本発明の第1の実施の形態を説明する。図1は本実施の形態による携帯電話用のキートップ1(図3〜図6に示す)の一部を示す平面図であり、キートップ1の中の文字や図形や記号の中から数字「8」の部分のみを抽出して示している。
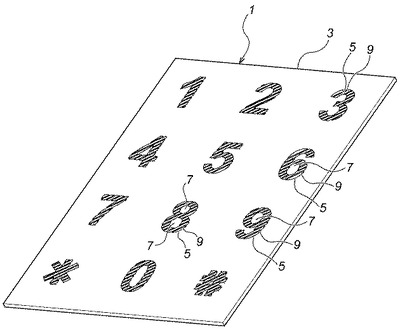
尚、図3〜図6に示すキートップ1においては数字と幾つかの記号のみを示しているが、これは理解を容易にするためであり、実際には、各種の文字や図形や記号が設けられているものである。
【0012】
上記数字「8」は基本的に金属板3の両面にエッチングを施して開口された開口部5によりその形状が表わされている。その際、浮島7、7が発生しているが、これら浮島7、7は複数個の微細なつなぎ部9によって金属板3に一体に連結・保持されていてその脱落が防止されている。
図1では理解を容易にするために、上記つなぎ部9をある程度太く表示しているが、実際にはより微細な状態(例えば、つなぎ部9の幅がより微細なもの)で設けられていて、肉眼では視認できない程度のものである。
尚、つなぎ部9の幅、ピッチ等については、肉眼では視認できない程度のものという前提で適宜設定されるものである。
【0013】
又、上記つなぎ部9は、図1に示すように、斜め方向に沿って延長された状態で設けられている。又、上記つなぎ部9の部分は厚み方向両面側からハーフエッチングされていて、その厚みが金属板3の略半分程度になっている。又、つなぎ部9の厚み方向表側が裏側より深く凹むようにハーフエッチングされている。これは、例えば、吹き付けるエッチング液の量を表側と裏側とで異ならせることにより任意に調整可能である。又、上記ハーフエッチングであるが、つなぎ部9の部分は本来マスキングパターン11、11によって閉塞されているので、エッチングされない部分であるが、マスキングパターン11、11のつなぎ部9に対応する閉塞部の両側部よりエッチング液が浸入するため、それによって、ハーフエッチングが可能になるものである。
尚、つなぎ部9以外の部分にも閉塞部の両側部よりエッチング液が浸入するが、全体の面積が大きいのでつなぎ部9の部位のようなハーフエッチングには至らないものである。
【0014】
図1では数字「8」のみを示しているが、その他の浮島7が発生するような文字や図形や記号についても同様な構成になっている。又、浮島7が発生しないような文字や図形や記号、例えば、数字「1」、「2」等についても、数字「8」の場合と同様に微細なつなぎ部9が設けられた構成になっている。これは次のような理由による。通常、キートップ1の裏側からはバックライトが当てられることになる。その際、つなぎ部9が設けられた開口部と設けられていない開口部では表側から視認できる明るさが異なってしまうことになる。そこで、浮島7が発生しないような文字や図形や記号、例えば、数字「1」、「2」等についても、数字「8」の場合と同様に微細なつなぎ部9が設けられた構成になっているものである。
【0015】
次に、上記キートップ1製造方法を説明する。
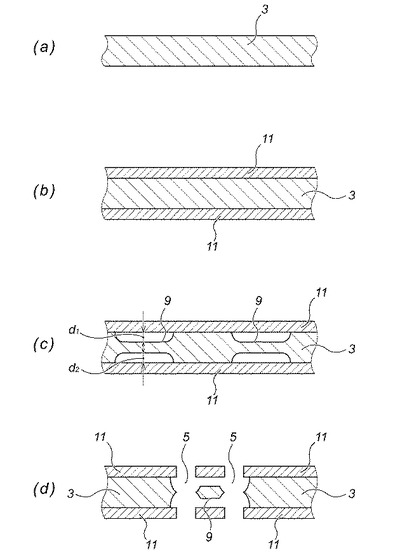
まず、図2(a)に示すように、金属板3があり、この金属板3の両面に対して、図2(b)に示すように、樹脂製のマスクパターン11、11を設置する。このマスクパターン11は、各種文字や数字や記号を開口させるための所定のパターンを備えたものである。上記パターンは、浮島7が発生してしまう文字や図形や記号に関しては、微細なつなぎ部9によって浮島7を連結・保持できるようなものであり、又、浮島7が発生しない文字や図形や記号に関しても、同様のつなぎ部を備えた開口部を提供するものとなっている。
【0016】
次に、金属板3の両面側からエッチングを施す。このエッチングは金属板3の両面側からエッチング液を吹き付けることにより行う。エッチング後の様子を図2(c)、(d)に示す。図2(c)は図1のc−c断面図に相当する図であり、図2(d)は図1のd−d断面図に相当する図である。
上記エッチングによって、各種文字や図形や記号に応じた開口部5が形成されると共に、浮島7が発生する文字や図形や記号に関しては、その浮島7を微細なつなぎ部9によって連結・保持した状態となる。又、浮島7が発生しないような文字や図形や記号に関しても、つなぎ部9が設けられた状態となる。
その際、図2(c)、(d)に示すように、上記つなぎ部9の部分は厚み方向にハーフエッチングされた状態となる。又、そのハーフエッチングは、図2(c)に示すように、表側の深さ(d1)を裏側の深さ(d2)より深くするものである。そのために、金属板3の表側に吹き付けられるエッチング液の量を裏側に吹き付けられるエッチング液の量より多くすることにより実現されるものである。
【0017】
次に、図3に示すように、金属板3の両面側に設置されたマスクパターン11、11を剥離・除去する。
尚、図3〜図6においてはつなぎ部9を黒く塗りつぶして示している。
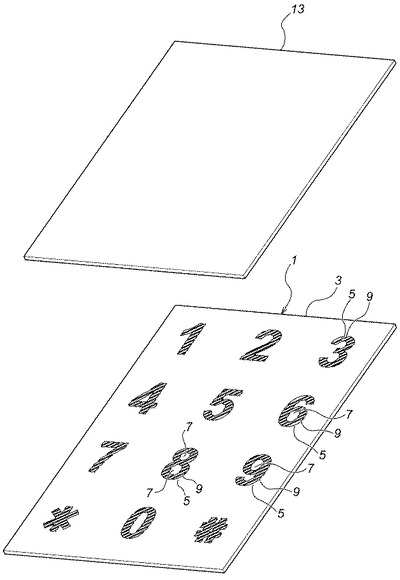
そして、金属板3の表面に所望の着色を施す。この着色は、例えば、焼き付け塗装、電着塗装、酸化被膜処理等の方法により行う。次に、図4に示すように、金属板3の表面に保護フィルム13を貼り付ける。次に、図5に示すようにプレス加工によってスリット15を形成する。さらに、図6に示すように、絞り加工を施して、文字や図形や記号の部分を上面側に膨出させるものである。
【0018】
以上本実施の形態によると次のような効果を奏することができる。
まず、各種文字や図形や記号の中において、浮島7が発生してしまう文字や図形や記号に関しては、その浮島7を微細なつなぎ部9によって金属板3に一体的に連結・保持するようにしており、それら微細なつなぎ部9は肉眼で視認できない程度の微細さであるので、美観を大幅に向上させることができ、文字としての見栄えが向上して自然な文字として視認され易い状態になる。
又、その際、つなぎ部9は微細ではあるが複数設置されているので、つなぎ部としての本来の機能を損なうこともない。
又、つなぎ部9は厚み方向にハーフエッチングされているので、それによって、上記効果(肉眼でのつなぎ部9の視認をさらに困難なものとする効果)をさらに高めることができる。
又、そのハーフエッチングは表側を深くし裏側を浅くするものであるので、それによっても上記効果(肉眼でのつなぎ部9の視認をさらに困難なものとする効果)をさらに高めることができる。
又、浮島7が発生せず、よって、本来的にはつなぎ部9が不要な各種文字や図形や記号、例えば、数字の「1」、「2」等についても、その開口部5に微細なつなぎ部9を設けるようにしているので、バックライトを照射した場合の表側からの明るさのバラツキをなくすことができる。
又、金属板3単体にエッチングを施すようにしているので、文字精度の向上を図ることができると共に、製造コストの低減を図ることができる。
又、着色も可能になるので製品のバリエーションを増加させることができる。
又、プレス加工により、抜き、曲げ、絞り加工を施すことも可能であり、所望の立体形状を容易に得ることができる。
【0019】
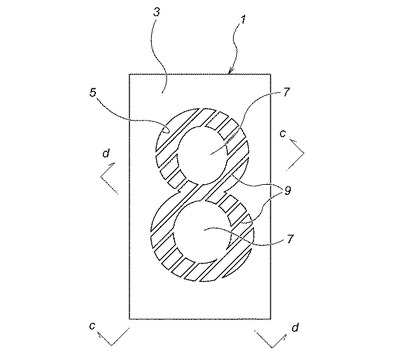
次に、図7を参照して本発明の第2の実施の形態を説明する。前記第1の実施の形態の場合には、つなぎ部9を斜め方向に沿って設けたが、この第2の実施の形態の場合には、つなぎ部9を縦方向に沿って設けているものである。このような構成でも前記第1の実施の形態の場合と同様の効果を奏することができる。
尚、図7では理解を容易にするために、上記つなぎ部9をある程度太く表示しているが、実際にはより微細な状態で設けられていて、肉眼では視認できない程度のものである。
【0020】
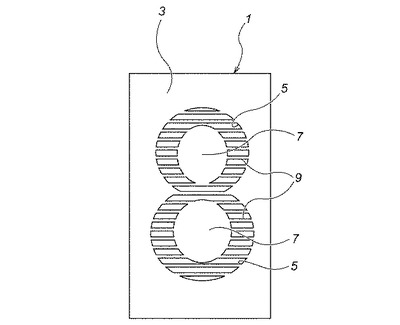
次に、図8を参照して本発明の第3の実施の形態を説明する。前記第1の実施の形態の場合には、つなぎ部9を斜め方向に沿って設けたが、この第3の実施の形態の場合には、つなぎ部9を横方向に沿って設けているものである。このような構成でも前記第1の実施の形態の場合と同様の効果を奏することができる。
尚、図8では理解を容易にするために、上記つなぎ部9をある程度太く表示しているが、実際にはより微細な状態で設けられていて、肉眼では視認できない程度のものである。
【0021】
次に、図9を参照して本発明の第4の実施の形態を説明する。前記第1の実施の形態の場合には、つなぎ部9を斜め方向に沿って設けたが、この第4の実施の形態の場合には、つなぎ部9を放射方向に沿って設けているものである。このような構成でも前記第1の実施の形態の場合と同様の効果を奏することができる。
尚、図9では理解を容易にするために、上記つなぎ部9をある程度太く表示しているが、実際にはより微細な状態で設けられていて、肉眼では視認できない程度のものである。
【0022】
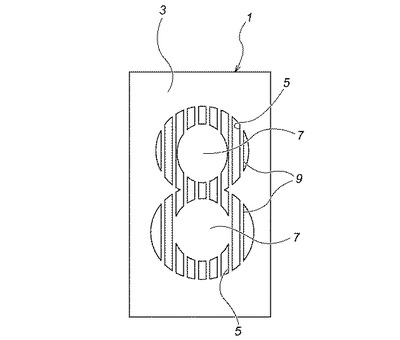
次に、図10を参照して本発明の第5の実施の形態を説明する。前記第1の実施の形態の場合には、つなぎ部9を斜め方向に沿って設けたが、この第4の実施の形態の場合には、まず、複数個の大小の円形又は略円形の開口部5を形成し、それら複数個の大小の円形又は略円形の開口部5以外の部分をつなぎ部9としたものである。このような構成でも前記第1の実施の形態の場合と同様の効果を奏することができる。
尚、図10では理解を容易にするために、上記つなぎ部9をある程度太く表示しているが、実際にはより微細な状態で設けられていて、肉眼では視認できない程度のものである。
【0023】
尚、本発明は前記第1〜第5の実施の形態に限定されるものではない。
例えば、前記各実施の形態の場合には、携帯電話用のキートップを例に挙げて説明したが、それ以外にも、携帯用電子機器、AV機器、車載用押釦スイッチ等に使用されるキートップとその製造方法に適用可能である。
その他、つなぎ部の個数、形状等についてはこれを特に限定するものではない。
【産業上の利用可能性】
【0024】
本発明は、キートップと該キートップを製造するキートップ製造方法に係り、特に、エッチングによりいわゆる「浮島」が発生してしまうような文字や図形や記号を備えたキートップとその製造方法に関し、例えば、携帯電話、携帯用電子機器、AV機器、車載用押釦スイッチ等に使用されるキートップと該キートップを製造するキートップ製造方法に好適である。
【図面の簡単な説明】
【0025】
【図1】本発の第1の実施の形態を示す図で、キートップの一部を拡大して示す平面図である。
【図2】本発明の第2の実施の形態を示す図で、図2(a)は金属板の一部断面図、図2(b)は金属板の両面にマスクパターンを設置した状態を示す一部断面図、図2(c)は図1のc−c断面図、図2(d)は図1のd−d断面図である。
【図3】本発明の第1の実施の形態を示す図で、エッチング後の金属板を示す斜視図である。
【図4】本発明の第1の実施の形態を示す図で、エッチング後の金属板に保護フィルムを張り付ける様子を示す斜視図である。
【図5】本発明の第1の実施の形態を示す図で、エッチング後の金属板に保護フィルムを張り付けてプレス加工によりスリットを形成する様子を示す斜視図である。
【図6】本発明の第1の実施の形態を示す図で、エッチング後の金属板に保護フィルムを張り付けてプレス加工によりスリットを形成しさらに絞り加工を施す様子を示す斜視図である。
【図7】本発の第2の実施の形態を示す図で、キートップの一部を拡大して示す平面図である。
【図8】本発の第3の実施の形態を示す図で、キートップの一部を拡大して示す平面図である。
【図9】本発の第4の実施の形態を示す図で、キートップの一部を拡大して示す平面図である。
【図10】本発の第5の実施の形態を示す図で、キートップの一部を拡大して示す平面図である。
【図11】従来例の説明に使用した図で、携帯電話の外観を示す斜視図である。
【図12】従来例の説明に使用した図で、キートップの構成を示す斜視図である。
【図13】従来例の説明に使用した図で、キートップの一部を拡大して示す平面図である。
【符号の説明】
【0026】
1 キートップ
3 金属板
5 開口部
7 浮島
9 つなぎ部
11 マスクパターン
13 保護フィルム
15 スリット
【技術分野】
【0001】
本発明は、例えば、携帯電話、携帯用電子機器、AV機器、車載用押釦スイッチ等に使用されるキートップと該キートップを製造するキートップ製造方法に係り、特に、エッチングによりいわゆる「浮島」が発生してしまうような文字や図形や記号を備えたキートップとその製造方法に関する。
【背景技術】
【0002】
例えば、図11に示すような携帯電話101を例に挙げて説明すると、携帯電話101の押圧操作部103にはキートップ105が設置されている。上記キートップ105は金属製であって、図12に拡大して示すように、「1」「2」等の数字や「♯」等の記号の部分が開口部となっている。すなわち、金属板に所定のマスキングを施した状態でエッチングを施し、上記「1」「2」等の数字や「♯」等の記号の部分を開口部として形成するものである。
【0003】
その際、「1」「2」等の数字や「♯」等の記号の中には、エッチングによりいわゆる「浮島」が発生してしまうものがある。例えば、図13に示すように、数字の「8」を例に挙げてみてみると、金属板107に数字の「8」を表す開口部109が形成されている。又、二つの浮島111、111が設けられている。これら浮島111、111は、つなぎ部113、113、113を介して金属板107側に連結・保持されており、それによって、浮島111、111の脱落を防止している。
因みに、このような文字をいわゆる「切れ文字」と称している。
【0004】
又、別のタイプのキートップ105としては、金属板107の板厚の半分程度までエッチングを施して、「1」「2」等の数字や「♯」等の記号の部分を溝状に凹ませて形成したものがある。この場合には、完全に開口部とする場合のような浮島111、111が発生することはない。
【0005】
さらに、別のタイプのキートップ105としては、金属板107の片面に樹脂フィルムをラミネートし、そこに反対側の面からエッチングを施して、「1」「2」等の数字や「♯」等の記号の部分を開口部として形成したものがある。この場合には、浮島111、111の部分が発生するが、上記樹脂フィルムに接着・固定されることになるので、その脱落を防止するためのつなぎ部を設ける必要はない。
【0006】
尚、この種のキートップ製造方法を開示するものとして、例えば、特許文献1、特許文献2、特許文献3等がある。
【特許文献1】特開2006−318766号公報
【特許文献2】特開2007−115633号公報
【特許文献3】特開2007−328919号公報
【発明の開示】
【発明が解決しようとする課題】
【0007】
上記従来の構成によると次のような問題があった。
まず、図13に示すタイプのキートップ105の場合には、浮島111、111を比較的太いつなぎ部113、113、113によって金属板107側に連結・保持させており、その際上記つなぎ部113、113、113の存在が美観を低下させてしまうという問題があった。つまり、文字としての見栄えが悪くなってしまって自然な文字として視認され難い状態になってしまうものである。
又、板厚の半分程度をエッチングするタイプのキートップ105の場合には、完全に開口しているわけではないので、バックライトの光が透過せず、視認性が著しく低下してしまうという問題があった。
さらに、樹脂フィルムをラミネートさせた材料を使用するタイプのキートップ105の場合には、まず、材料費が高くて、且つ、加工時間が長くなるためにコストが上昇してしまうという問題があった。又、片面からのエッチングになるために文字や図形や記号の精度を確保することが困難になってしまうという問題があった。又、樹脂フィルムがラミネートされているために金属自体に着色することができず、又、エッチングの後に施されるプレス加工によって樹脂フィルムが剥離してしまうという問題があった。
【0008】
本発明はこのような点に基づいてなされたものでその目的とするところは、美観、視認性に優れているキートップとそのようなキートップを容易に製造することを可能にするキートップ製造方法を提供することにある。
【課題を解決するための手段】
【0009】
上記課題を解決るべく本願発明の請求項1によるキートップは、金属板にエッチングを施すことにより文字や図形や記号を形成してなるキートップにおいて、上記文字や図形や記号の部分をエッチングにより開口部として形成し、上記開口部内に浮島が発生する文字や図形や記号に関して該浮島を複数個の微細なつなぎ部を介して上記金属板に連結・保持するようにしたことを特徴とするものである。
又、請求項2によるキートップは、請求項1記載のキートップにおいて、上記つなぎ部にはハーフエッチングが施されていて厚み方向に凹んだ状態になっていることを特徴とするものである。
又、請求項3によるキートップは、請求項2記載のキートップにおいて、上記つなぎ部は表側が裏側より深く凹んでいることを特徴とするものである。
又、請求項4によるキートップは、請求項1〜請求項3の何れかに記載のキートップにおいて、上記つなぎ部は文字や図形や記号の種類に応じて、縦方向、横方向、斜め方向、放射方向の何れかの方向に延長して設けられているものであることを特徴とするものである。
又、請求項5によるキートップは、請求項1〜請求項3の何れかに記載のキートップにおいて、文字や図形や記号の種類に応じて複数個の大小の円形又は略円形の開口部を形成し、それら複数個の大小の円形又は略円形の開口部以外の部分をつなぎ部とすることを特徴とするものである。
又、請求項6によるキートップ製造方法は、浮島が発生する文字や図形や記号に関して該浮島を複数個の微細なつなぎ部によって金属板に連結・保持させるような所定のパターンで設けられたマスキングパターンを金属板の両面に夫々設置し、その状態で金属板の両面側からエッチングを施すようにしたことを特徴とするものである。
又、請求項7によるキートップ製造方法は、請求項6記載のキートップ製造方法において、上記つなぎ部に対してハーフエッチングを施すようにしたことを特徴とするものである。
又、請求項8によるキートップ製造方法は、請求項6記載のキートップ製造方法において、上記つなぎ部の表側が裏側より深く凹むようにハーフエッチングを施すようにしたことを特徴とするものである。
又、請求項9によるキートップ製造方法は、請求項6〜請求項8の何れかに記載のキートップ製造方法において、上記つなぎ部は文字や図形や記号の種類に応じて、縦方向、横方向、斜め方向、放射方向の何れかの方向に延長して設けられるようなマスキングパターンを使用することを特徴とするものである。
又、請求項10によるキートップ製造方法は、請求項6〜請求項8の何れかに記載のキートップ製造方法において、文字や図形や記号の種類に応じて複数個の大小の円形又は略円形の開口部を形成し、それら複数個の大小の円形又は略円形の開口部以外の部分をつなぎ部とするようなマスキングパターンを使用することを特徴とするものである。
【発明の効果】
【0010】
以上述べたように本願発明の請求項1によるキートップによると、金属板にエッチングを施すことにより文字や図形や記号を形成してなるキートップにおいて、上記文字や図形や記号の部分をエッチングにより開口部として形成し、上記開口部内に浮島が発生する文字や図形や記号に関して該浮島を複数個の微細なつなぎ部を介して上記金属板に連結・保持するようにした構成になっているので、つなぎ部が美観や視認性を低下させることを防止することができる。
又、請求項2によるキートップは、請求項1記載のキートップにおいて、上記つなぎ部にはハーフエッチングが施されていて厚み方向に凹んだ状態になっているので、上記効果をより高めることができる。
又、請求項3によるキートップは、請求項2記載のキートップにおいて、上記つなぎ部は表側が裏側より深く凹んでいるので、上記効果をさらに高めることができる。
又、請求項4によるキートップは、請求項1〜請求項3の何れかに記載のキートップにおいて、上記つなぎ部は文字や図形の種類に応じて、縦方向、横方向、斜め方向、放射方向の何れかの方向に延長して設けられているので、文字や図形や記号の種類に応じて適切なつなぎ部を選択することができ、それによって、上記効果をより確実なものとすることができる。
又、請求項5によるキートップは、請求項1〜請求項3の何れかに記載のキートップにおいて、文字や図形の種類に応じて複数個の大小の円形の開口部を形成し、それら複数個の大小の円形の開口部以外の部分をつなぎ部とするものであり、上記効果をより確実に得ることができる。
又、請求項6〜請求項10は状内容をキートップ製造方法としてクレームしたものである。
【発明を実施するための最良の形態】
【0011】
以下、図1乃至図6を参照して本発明の第1の実施の形態を説明する。図1は本実施の形態による携帯電話用のキートップ1(図3〜図6に示す)の一部を示す平面図であり、キートップ1の中の文字や図形や記号の中から数字「8」の部分のみを抽出して示している。
尚、図3〜図6に示すキートップ1においては数字と幾つかの記号のみを示しているが、これは理解を容易にするためであり、実際には、各種の文字や図形や記号が設けられているものである。
【0012】
上記数字「8」は基本的に金属板3の両面にエッチングを施して開口された開口部5によりその形状が表わされている。その際、浮島7、7が発生しているが、これら浮島7、7は複数個の微細なつなぎ部9によって金属板3に一体に連結・保持されていてその脱落が防止されている。
図1では理解を容易にするために、上記つなぎ部9をある程度太く表示しているが、実際にはより微細な状態(例えば、つなぎ部9の幅がより微細なもの)で設けられていて、肉眼では視認できない程度のものである。
尚、つなぎ部9の幅、ピッチ等については、肉眼では視認できない程度のものという前提で適宜設定されるものである。
【0013】
又、上記つなぎ部9は、図1に示すように、斜め方向に沿って延長された状態で設けられている。又、上記つなぎ部9の部分は厚み方向両面側からハーフエッチングされていて、その厚みが金属板3の略半分程度になっている。又、つなぎ部9の厚み方向表側が裏側より深く凹むようにハーフエッチングされている。これは、例えば、吹き付けるエッチング液の量を表側と裏側とで異ならせることにより任意に調整可能である。又、上記ハーフエッチングであるが、つなぎ部9の部分は本来マスキングパターン11、11によって閉塞されているので、エッチングされない部分であるが、マスキングパターン11、11のつなぎ部9に対応する閉塞部の両側部よりエッチング液が浸入するため、それによって、ハーフエッチングが可能になるものである。
尚、つなぎ部9以外の部分にも閉塞部の両側部よりエッチング液が浸入するが、全体の面積が大きいのでつなぎ部9の部位のようなハーフエッチングには至らないものである。
【0014】
図1では数字「8」のみを示しているが、その他の浮島7が発生するような文字や図形や記号についても同様な構成になっている。又、浮島7が発生しないような文字や図形や記号、例えば、数字「1」、「2」等についても、数字「8」の場合と同様に微細なつなぎ部9が設けられた構成になっている。これは次のような理由による。通常、キートップ1の裏側からはバックライトが当てられることになる。その際、つなぎ部9が設けられた開口部と設けられていない開口部では表側から視認できる明るさが異なってしまうことになる。そこで、浮島7が発生しないような文字や図形や記号、例えば、数字「1」、「2」等についても、数字「8」の場合と同様に微細なつなぎ部9が設けられた構成になっているものである。
【0015】
次に、上記キートップ1製造方法を説明する。
まず、図2(a)に示すように、金属板3があり、この金属板3の両面に対して、図2(b)に示すように、樹脂製のマスクパターン11、11を設置する。このマスクパターン11は、各種文字や数字や記号を開口させるための所定のパターンを備えたものである。上記パターンは、浮島7が発生してしまう文字や図形や記号に関しては、微細なつなぎ部9によって浮島7を連結・保持できるようなものであり、又、浮島7が発生しない文字や図形や記号に関しても、同様のつなぎ部を備えた開口部を提供するものとなっている。
【0016】
次に、金属板3の両面側からエッチングを施す。このエッチングは金属板3の両面側からエッチング液を吹き付けることにより行う。エッチング後の様子を図2(c)、(d)に示す。図2(c)は図1のc−c断面図に相当する図であり、図2(d)は図1のd−d断面図に相当する図である。
上記エッチングによって、各種文字や図形や記号に応じた開口部5が形成されると共に、浮島7が発生する文字や図形や記号に関しては、その浮島7を微細なつなぎ部9によって連結・保持した状態となる。又、浮島7が発生しないような文字や図形や記号に関しても、つなぎ部9が設けられた状態となる。
その際、図2(c)、(d)に示すように、上記つなぎ部9の部分は厚み方向にハーフエッチングされた状態となる。又、そのハーフエッチングは、図2(c)に示すように、表側の深さ(d1)を裏側の深さ(d2)より深くするものである。そのために、金属板3の表側に吹き付けられるエッチング液の量を裏側に吹き付けられるエッチング液の量より多くすることにより実現されるものである。
【0017】
次に、図3に示すように、金属板3の両面側に設置されたマスクパターン11、11を剥離・除去する。
尚、図3〜図6においてはつなぎ部9を黒く塗りつぶして示している。
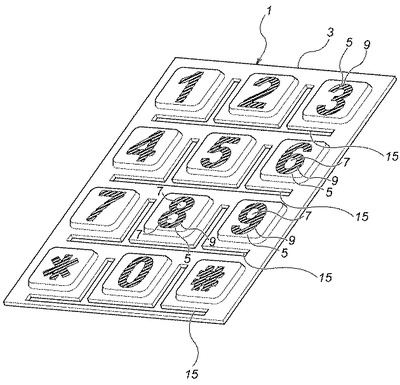
そして、金属板3の表面に所望の着色を施す。この着色は、例えば、焼き付け塗装、電着塗装、酸化被膜処理等の方法により行う。次に、図4に示すように、金属板3の表面に保護フィルム13を貼り付ける。次に、図5に示すようにプレス加工によってスリット15を形成する。さらに、図6に示すように、絞り加工を施して、文字や図形や記号の部分を上面側に膨出させるものである。
【0018】
以上本実施の形態によると次のような効果を奏することができる。
まず、各種文字や図形や記号の中において、浮島7が発生してしまう文字や図形や記号に関しては、その浮島7を微細なつなぎ部9によって金属板3に一体的に連結・保持するようにしており、それら微細なつなぎ部9は肉眼で視認できない程度の微細さであるので、美観を大幅に向上させることができ、文字としての見栄えが向上して自然な文字として視認され易い状態になる。
又、その際、つなぎ部9は微細ではあるが複数設置されているので、つなぎ部としての本来の機能を損なうこともない。
又、つなぎ部9は厚み方向にハーフエッチングされているので、それによって、上記効果(肉眼でのつなぎ部9の視認をさらに困難なものとする効果)をさらに高めることができる。
又、そのハーフエッチングは表側を深くし裏側を浅くするものであるので、それによっても上記効果(肉眼でのつなぎ部9の視認をさらに困難なものとする効果)をさらに高めることができる。
又、浮島7が発生せず、よって、本来的にはつなぎ部9が不要な各種文字や図形や記号、例えば、数字の「1」、「2」等についても、その開口部5に微細なつなぎ部9を設けるようにしているので、バックライトを照射した場合の表側からの明るさのバラツキをなくすことができる。
又、金属板3単体にエッチングを施すようにしているので、文字精度の向上を図ることができると共に、製造コストの低減を図ることができる。
又、着色も可能になるので製品のバリエーションを増加させることができる。
又、プレス加工により、抜き、曲げ、絞り加工を施すことも可能であり、所望の立体形状を容易に得ることができる。
【0019】
次に、図7を参照して本発明の第2の実施の形態を説明する。前記第1の実施の形態の場合には、つなぎ部9を斜め方向に沿って設けたが、この第2の実施の形態の場合には、つなぎ部9を縦方向に沿って設けているものである。このような構成でも前記第1の実施の形態の場合と同様の効果を奏することができる。
尚、図7では理解を容易にするために、上記つなぎ部9をある程度太く表示しているが、実際にはより微細な状態で設けられていて、肉眼では視認できない程度のものである。
【0020】
次に、図8を参照して本発明の第3の実施の形態を説明する。前記第1の実施の形態の場合には、つなぎ部9を斜め方向に沿って設けたが、この第3の実施の形態の場合には、つなぎ部9を横方向に沿って設けているものである。このような構成でも前記第1の実施の形態の場合と同様の効果を奏することができる。
尚、図8では理解を容易にするために、上記つなぎ部9をある程度太く表示しているが、実際にはより微細な状態で設けられていて、肉眼では視認できない程度のものである。
【0021】
次に、図9を参照して本発明の第4の実施の形態を説明する。前記第1の実施の形態の場合には、つなぎ部9を斜め方向に沿って設けたが、この第4の実施の形態の場合には、つなぎ部9を放射方向に沿って設けているものである。このような構成でも前記第1の実施の形態の場合と同様の効果を奏することができる。
尚、図9では理解を容易にするために、上記つなぎ部9をある程度太く表示しているが、実際にはより微細な状態で設けられていて、肉眼では視認できない程度のものである。
【0022】
次に、図10を参照して本発明の第5の実施の形態を説明する。前記第1の実施の形態の場合には、つなぎ部9を斜め方向に沿って設けたが、この第4の実施の形態の場合には、まず、複数個の大小の円形又は略円形の開口部5を形成し、それら複数個の大小の円形又は略円形の開口部5以外の部分をつなぎ部9としたものである。このような構成でも前記第1の実施の形態の場合と同様の効果を奏することができる。
尚、図10では理解を容易にするために、上記つなぎ部9をある程度太く表示しているが、実際にはより微細な状態で設けられていて、肉眼では視認できない程度のものである。
【0023】
尚、本発明は前記第1〜第5の実施の形態に限定されるものではない。
例えば、前記各実施の形態の場合には、携帯電話用のキートップを例に挙げて説明したが、それ以外にも、携帯用電子機器、AV機器、車載用押釦スイッチ等に使用されるキートップとその製造方法に適用可能である。
その他、つなぎ部の個数、形状等についてはこれを特に限定するものではない。
【産業上の利用可能性】
【0024】
本発明は、キートップと該キートップを製造するキートップ製造方法に係り、特に、エッチングによりいわゆる「浮島」が発生してしまうような文字や図形や記号を備えたキートップとその製造方法に関し、例えば、携帯電話、携帯用電子機器、AV機器、車載用押釦スイッチ等に使用されるキートップと該キートップを製造するキートップ製造方法に好適である。
【図面の簡単な説明】
【0025】
【図1】本発の第1の実施の形態を示す図で、キートップの一部を拡大して示す平面図である。
【図2】本発明の第2の実施の形態を示す図で、図2(a)は金属板の一部断面図、図2(b)は金属板の両面にマスクパターンを設置した状態を示す一部断面図、図2(c)は図1のc−c断面図、図2(d)は図1のd−d断面図である。
【図3】本発明の第1の実施の形態を示す図で、エッチング後の金属板を示す斜視図である。
【図4】本発明の第1の実施の形態を示す図で、エッチング後の金属板に保護フィルムを張り付ける様子を示す斜視図である。
【図5】本発明の第1の実施の形態を示す図で、エッチング後の金属板に保護フィルムを張り付けてプレス加工によりスリットを形成する様子を示す斜視図である。
【図6】本発明の第1の実施の形態を示す図で、エッチング後の金属板に保護フィルムを張り付けてプレス加工によりスリットを形成しさらに絞り加工を施す様子を示す斜視図である。
【図7】本発の第2の実施の形態を示す図で、キートップの一部を拡大して示す平面図である。
【図8】本発の第3の実施の形態を示す図で、キートップの一部を拡大して示す平面図である。
【図9】本発の第4の実施の形態を示す図で、キートップの一部を拡大して示す平面図である。
【図10】本発の第5の実施の形態を示す図で、キートップの一部を拡大して示す平面図である。
【図11】従来例の説明に使用した図で、携帯電話の外観を示す斜視図である。
【図12】従来例の説明に使用した図で、キートップの構成を示す斜視図である。
【図13】従来例の説明に使用した図で、キートップの一部を拡大して示す平面図である。
【符号の説明】
【0026】
1 キートップ
3 金属板
5 開口部
7 浮島
9 つなぎ部
11 マスクパターン
13 保護フィルム
15 スリット
【特許請求の範囲】
【請求項1】
金属板にエッチングを施すことにより文字や図形や記号を形成してなるキートップにおいて、
上記文字や図形や記号の部分をエッチングにより開口部として形成し、
上記開口部内に浮島が発生する文字や図形や記号に関して該浮島を複数個の微細なつなぎ部を介して上記金属板に連結・保持するようにしたことを特徴とするキートップ。
【請求項2】
請求項1記載のキートップにおいて、
上記つなぎ部にはハーフエッチングが施されていて厚み方向に凹んだ状態になっていることを特徴とするキートップ。
【請求項3】
請求項2記載のキートップにおいて、
上記つなぎ部は表側が裏側より深く凹んでいることを特徴とするキートップ。
【請求項4】
請求項1〜請求項3の何れかに記載のキートップにおいて、
上記つなぎ部は文字や図形や記号の種類に応じて、縦方向、横方向、斜め方向、放射方向の何れかの方向に延長して設けられているものであることを特徴とするキートップ。
【請求項5】
請求項1〜請求項3の何れかに記載のキートップにおいて、
文字や図形や記号の種類に応じて複数個の大小の円形又は略円形の開口部を形成し、それら複数個の大小の円形又は略円形の開口部以外の部分をつなぎ部とすることを特徴とするキートップ。
【請求項6】
浮島が発生する文字や図形や記号に関して該浮島を複数個の微細なつなぎ部によって金属板に連結・保持させるような所定のパターンで設けられたマスキングパターンを金属板の両面に夫々設置し、
その状態で金属板の両面側からエッチングを施すようにしたことを特徴とするキートップ製造方法。
【請求項7】
請求項6記載のキートップ製造方法において、
上記つなぎ部に対してハーフエッチングを施すようにしたことを特徴とするキートップ製造方法。
【請求項8】
請求項6記載のキートップ製造方法において、
上記つなぎ部の表側が裏側より深く凹むようにハーフエッチングを施すようにしたことを特徴とするキートップ。
【請求項9】
請求項6〜請求項8の何れかに記載のキートップ製造方法において、
上記つなぎ部は文字や図形や記号の種類に応じて、縦方向、横方向、斜め方向、放射方向の何れかの方向に延長して設けられるようなマスキングパターンを使用することを特徴とするキートップ製造方法。
【請求項10】
請求項6〜請求項8の何れかに記載のキートップ製造方法において、
文字や図形や記号の種類に応じて複数個の大小の円形又は略円形の開口部を形成し、それら複数個の大小の円形又は略円形の開口部以外の部分をつなぎ部とするようなマスキングパターンを使用することを特徴とするキートップ製造方法。
【請求項1】
金属板にエッチングを施すことにより文字や図形や記号を形成してなるキートップにおいて、
上記文字や図形や記号の部分をエッチングにより開口部として形成し、
上記開口部内に浮島が発生する文字や図形や記号に関して該浮島を複数個の微細なつなぎ部を介して上記金属板に連結・保持するようにしたことを特徴とするキートップ。
【請求項2】
請求項1記載のキートップにおいて、
上記つなぎ部にはハーフエッチングが施されていて厚み方向に凹んだ状態になっていることを特徴とするキートップ。
【請求項3】
請求項2記載のキートップにおいて、
上記つなぎ部は表側が裏側より深く凹んでいることを特徴とするキートップ。
【請求項4】
請求項1〜請求項3の何れかに記載のキートップにおいて、
上記つなぎ部は文字や図形や記号の種類に応じて、縦方向、横方向、斜め方向、放射方向の何れかの方向に延長して設けられているものであることを特徴とするキートップ。
【請求項5】
請求項1〜請求項3の何れかに記載のキートップにおいて、
文字や図形や記号の種類に応じて複数個の大小の円形又は略円形の開口部を形成し、それら複数個の大小の円形又は略円形の開口部以外の部分をつなぎ部とすることを特徴とするキートップ。
【請求項6】
浮島が発生する文字や図形や記号に関して該浮島を複数個の微細なつなぎ部によって金属板に連結・保持させるような所定のパターンで設けられたマスキングパターンを金属板の両面に夫々設置し、
その状態で金属板の両面側からエッチングを施すようにしたことを特徴とするキートップ製造方法。
【請求項7】
請求項6記載のキートップ製造方法において、
上記つなぎ部に対してハーフエッチングを施すようにしたことを特徴とするキートップ製造方法。
【請求項8】
請求項6記載のキートップ製造方法において、
上記つなぎ部の表側が裏側より深く凹むようにハーフエッチングを施すようにしたことを特徴とするキートップ。
【請求項9】
請求項6〜請求項8の何れかに記載のキートップ製造方法において、
上記つなぎ部は文字や図形や記号の種類に応じて、縦方向、横方向、斜め方向、放射方向の何れかの方向に延長して設けられるようなマスキングパターンを使用することを特徴とするキートップ製造方法。
【請求項10】
請求項6〜請求項8の何れかに記載のキートップ製造方法において、
文字や図形や記号の種類に応じて複数個の大小の円形又は略円形の開口部を形成し、それら複数個の大小の円形又は略円形の開口部以外の部分をつなぎ部とするようなマスキングパターンを使用することを特徴とするキートップ製造方法。
【図1】


【図2】
【図3】
【図4】
【図5】

【図6】
【図7】
【図8】
【図9】

【図10】
【図11】
【図12】

【図13】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【公開番号】特開2009−252609(P2009−252609A)
【公開日】平成21年10月29日(2009.10.29)
【国際特許分類】
【出願番号】特願2008−100959(P2008−100959)
【出願日】平成20年4月9日(2008.4.9)
【出願人】(391011696)不二電子工業株式会社 (23)
【Fターム(参考)】
【公開日】平成21年10月29日(2009.10.29)
【国際特許分類】
【出願日】平成20年4月9日(2008.4.9)
【出願人】(391011696)不二電子工業株式会社 (23)
【Fターム(参考)】
[ Back to top ]