
スクリーン印刷用金属メッシュ織物およびその製造方法ならびにスクリーン版
【課題】エレクトロニクス関連分野の高精度・高密度なスクリーン印刷を行うことが可能となるスクリーン印刷用金属メッシュ織物を提供する。
【解決手段】母材がオーステナイト系ステンレス鋼からなる線材がメッシュ織物に製織されたスクリーン印刷用金属メッシュ織物であって、上記線材の表層部に、母材のオーステナイト相に炭素が固溶することにより母材より硬度の高い炭素固溶硬化層が形成され、縦方向におけるメッシュ織物としての破断強度が1000MPa以上2600MPa以下、破断伸びが1%以上8%以下、1%耐力が900MPa以上2400MPa以下であり、横方向におけるメッシュ織物としての破断強度が1200MPa以上3400MPa以下、破断伸びが0.8%以上6%以下、1%耐力が900MPa以上2800MPa以下である。
【解決手段】母材がオーステナイト系ステンレス鋼からなる線材がメッシュ織物に製織されたスクリーン印刷用金属メッシュ織物であって、上記線材の表層部に、母材のオーステナイト相に炭素が固溶することにより母材より硬度の高い炭素固溶硬化層が形成され、縦方向におけるメッシュ織物としての破断強度が1000MPa以上2600MPa以下、破断伸びが1%以上8%以下、1%耐力が900MPa以上2400MPa以下であり、横方向におけるメッシュ織物としての破断強度が1200MPa以上3400MPa以下、破断伸びが0.8%以上6%以下、1%耐力が900MPa以上2800MPa以下である。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、スクリーン印刷用の金網に関するものであり、詳しくは、エレクトロニクス関連分野の高精度・高密度なスクリーン印刷が可能となるスクリーン印刷用金属メッシュおよびその製造方法ならびにスクリーン版に関するものである。
【背景技術】
【0002】
パソコン、携帯電話、液晶テレビ等の電子機器内には、各種の配線パターンが施されてLSI等の半導体装置が搭載されたプリント配線板が多数使用されている。このようなプリント配線板は、一般に、スクリーン印刷等によって基板に配線パターンを形成することにより製造されている。近年では、電子機器がますます精密化および高密度化が進み、配線パターンおよびそれを印刷するためのスクリーン印刷にも微細化と高密度化が要求され、スクリーン版としても、微細繊維織物によるスクリーン版が必要になってきている。
【0003】
スクリーン印刷では、スクリーン版と基板を所定のギャップを隔てて平行に配置し、スキージでインクをスクリーンのメッシュ開口部に充填しながらスクリーンを基板に押し付け、スクリーンのテンションによって基板からスクリーンが離れる「版離れ」の際にインクが基板に転写される。この「版離れ」を良好にしなければ印刷性が著しく低下し、高精度な印刷を実現できない。このとき、ギャップが大きいほど版離れは良くなるが、それだけスキージの際にスクリーンの伸びが大きくなるため、メッシュ開口が大きくなって解像度が低くなるうえ、スクリーン版の寿命も低下することとなる。いわば、印刷性とスクリーン版の寿命とはトレードオフの関係にある。
【0004】
高い寸法精度で印刷を実現して良好な印刷性を保ち、しかもスクリーン版の寿命を確保するためには、ギャップを限りなく小さくしながら良好に版離れするスクリーン版が必要となる。そのためには、スクリーン版の紗張りを極めて高いテンションで行うことが可能な高強度で低伸度のスクリーン用メッシュ材料が要求される。
【0005】
現行のメッシュ材料でスクリーン版の紗張りを行う際、縦横の2方向からテンションをかける影響から、おおむね破断強度の50%程度のテンションを与えると破断が生じてしまう場合が多い。しかしながら、良好な印刷性を確保するためには、破断強度の30〜50%程度のテンションで紗張りを行うことが求められる。このため、現状のメッシュ材料では、破断寸前のテンションにおける紗張りを余儀なくされており、破損リスクが極めて高い状態である。したがって、メッシュ材料の破断強度が大きくなれば、現在要求されているテンションで紗張りを行っても破断まで余裕があるため、破損リスクが大幅に軽減されるため、メッシュ材料の破断強度の向上が求められている。
【0006】
上記メッシュ材料から形成されるスクリーンには、紗張りテンションに加え、上述したスキージによる印刷テンションがさらにかかるが、上述したように、破断寸前の紗張りを行ったスクリーン版では、印刷テンションによって破損リスクがさらに高くなる。また、破損はしなくとも、印刷テンションでメッシュ材料の弾性限度を超える荷重がかけられると、永久ひずみが残留してしまい寸法変化を起こしてしまう。上述したような電子産業向けのスクリーン印刷等では、寸法変化による印刷精度の低下は、致命的な印刷欠陥となりうるため、このような事態は避けなければならない。したがって、メッシュ材料の弾性限度が大きくなれば、印刷負荷も弾性限度内に収まるので、永久ひずみを生じることなく高精度の印刷が実現できるため、メッシュ材料の弾性限度の向上が求められている。
【0007】
一方、上記のようなスクリーン版は、スクリーンのメッシュ開口の寸法によって配線幅の最小値が決定されるため、近年の微細化・高密度化の要求により、使用される線材も細線化されているうえ、印刷配線幅も10〜20μm程度まで狭いものが求められてきている。このような微細織物では、織物自体の強度や剛性が低下し、上述した高テンションでの紗張りに耐えられなかったり、配線パターンの印刷時にメッシュが変形して印刷精度が低下したりしやすくなるという問題がある。
【0008】
このように、スクリーン版には、細線化およびメッシュ開口の微細化を満足しながら、しかも、高テンションでの紗張りおよび印刷ストレスによるメッシュ変形を生じないという、極めて厳しい特性の高強度・高剛性なスクリーンの開発が要求されている。
【0009】
このように、高精度・高密度でのスクリーン印刷を実現するためには、(1)高強度かつ低伸度で、高テンションでの紗張りが可能であること、(2)寸法精度に優れ、印刷ストレスが加わっても寸法変化が小さく安定していること、(3)弾性回復力が大きく耐久性に優れていること、(4)線径が細く高密度メッシュであること、等の諸特性が要求される。
【0010】
このような高精度・高密度な印刷を可能とするスクリーンとして、ナイロン・ポリエステル等の合成繊維では、強度や弾性率が低すぎて全く使用できず、軟質のステンレス線によるメッシュ織物であっても、強度、弾性回復率および低伸度特性が十分ではない。
【0011】
そこで、高強度・高剛性なスクリーンとして、つぎのものが開示されている。
(1)オーステナイト系ステンレス鋼線材を使用し、結晶粒度を小さくしたり、成分バランスを改善したり、あるいは非金属介在物を小さくする等、金属組織学的に高強度化したステンレス線材をメッシュに織物加工すること(例えば下記の特許文献1、2)。
(2)金属製のメッシュ織物に対してニッケルめっきを施したもの(例えば下記の特許文献3、4)。
(3)金属繊維の織物部材にイオン注入した後にDLC(ダイヤモンド・ライク・カーボン)膜を形成することにより物性を改善したもの(例えば下記の特許文献5)。
(4)オーステナイト系ステンレス鋼線材を織物にした後、真空浸炭により生地中に炭化物を分散させて強化したもの(例えば下記の特許文献6、7)。
【先行技術文献】
【特許文献】
【0012】
【特許文献1】特開平11−006037号公報
【特許文献2】特開2003−253399号公報
【特許文献3】特開2005−131851号公報
【特許文献4】特開2003−175684号公報
【特許文献5】特開2008−174790号公報
【特許文献6】特開2006−089836号公報
【特許文献7】特開2006−089837号公報
【発明の概要】
【発明が解決しようとする課題】
【0013】
しかしながら、上記特許文献1記載のものは、結晶粒度を小さくして伸び率を10〜40%にしているが、抗張力が1400MPa程度で強度的には十分なものではない。また、上記特許文献2記載のものは、抗張力は高いものの、伸びが5%未満と小さいために紗張り工程で破断してしまうおそれがある。このように、オーステナイト系ステンレス鋼線材を使用して金属組織学的に高強度化した従来のものは、抗張力を高くすると伸びが減少し、伸び率を確保しようとすると抗張力が低下するという欠点があった。
【0014】
また、上記のような塑性領域の狭い金属線材で製織するのは極めて困難である。すなわち、スクリーン印刷用のメッシュ材料は、上述したように高強度かつ低伸度であることが求められるところ、金属線材自体の特性として上述したような狭い塑性領域としてしまうと、高密度メッシュのように網目の間隔を狭くしようとしても、金属線材自体の剛性によるスプリングバック作用によって直線性が維持され、織物とするための波付け変形を金属線材に生じさせにくくなるうえ、金属線材同士の間隔も広くなってしまい、高密度メッシュの織物を得ることが困難となるのである。
【0015】
このように、オーステナイト系ステンレス鋼の線材は、伸線加工は容易であるものの、抗張力を高くすると高い伸度(伸び率)を確保できず、伸び率を確保すると抗張力が低くなるという問題がある。すなわち、高い伸び率を確保すると、製織時の断線、線径の細り、硬度アップによる素材特性の不均一等は抑えられるが、抗張力が下がるのでメッシュ織物としての寿命が短くなるという問題がある。反対に、抗張力を確保すると伸び率が下がるので、紗張りテンションによる破損リスクが高くなって加工性や歩留まりが悪くなるうえ、印刷ストレスでの破損リスクも高くなって短寿命化するという問題がある。
【0016】
上記特許文献3、4に記載のように金属製のメッシュ織物にニッケルめっきを施したものや、上記特許文献5に記載のように金属繊維織物にDLC膜のコーティングを施したものは、母材金属に対して異質な硬質材料をコーティングしたものであり、弾性特性を母材であるステンレス鋼によって担っているため、ニッケルめっき層やDLCコーティング膜によって補助的に強度向上を図ることができたとしても、継続的な使用によりスクリーンに伸びが生じてしまうことが避けられない。また、縦横の繊維の交点をめっき等で補強するのであるが、印刷ストレスが繰り返しかかることにより交点のめっき被膜にクラックや剥離等の欠陥が生じやすく、強度寿命がそれほど長くないという問題もある。
【0017】
上記特許文献6、7に記載のものは、オーステナイト系ステンレス鋼線材に対し真空浸炭を行うことにより生地中に炭化物を分散し強化したものであるが、850〜1050℃という高温での浸炭処理であるために多量の炭化物が析出してしまい、諸条件のばらつきの影響で粗大炭化物粒子が現出して破断の起点になるおそれがある。また、高温処理のため、織物自体に歪が発生してメッシュが変形するおそれもある。また、これらの高温浸炭によるメッシュでは、伸び率は比較的高いものが得られるが、抗張力は1200MPa程度にとどまっており、強度的にはまだ十分なものではない。
【0018】
しかも、織物をロール・トゥ・ロールで繰り出しと巻取りを行ないながら浸炭処理を行うとされているが、これらの動作を真空中で行わねばならず、設備コストや処理コストが極めて高くなり、工業的に実現するのは極めて困難である。さらに、高温の真空浸炭で炭化物を形成させることから、ステンレスの持つ耐食性は大幅に低下せざるを得ず、印刷に用いる液の機能や特性によっては使用できなくなり、用途が限定されてしまうという問題もある。
【0019】
本発明は、このような事情に鑑みなされたもので、エレクトロニクス関連分野の高精度・高密度なスクリーン印刷を行うことが可能となるスクリーン印刷用金属メッシュ織物およびその製造方法ならびにスクリーン版を提供することを目的とする。
【課題を解決するための手段】
【0020】
上記目的を達成するため、本発明のスクリーン印刷用金属メッシュ織物は、母材がオーステナイト系ステンレス鋼からなる線材がメッシュ織物に製織されたスクリーン印刷用金属メッシュ織物であって、
上記線材の表層部に、母材のオーステナイト相に炭素が固溶することにより母材より硬度の高い炭素固溶硬化層が形成され、
縦方向におけるメッシュ織物としての破断強度が1000MPa以上2600MPa以下、破断伸びが1%以上8%以下、1%耐力が900MPa以上2400MPa以下であり、
横方向におけるメッシュ織物としての破断強度が1200MPa以上3400MPa以下、破断伸びが0.8%以上6%以下、1%耐力が900MPa以上2800MPa以下であることを要旨とする。
【0021】
また、本発明のスクリーン印刷用金属メッシュ織物の製造方法は、母材がオーステナイト系ステンレス鋼からなる線材をメッシュ織物に製織して金属メッシュ織物を形成し、
上記金属メッシュ織物を400℃以上490℃以下の温度に加熱保持することにより、線材の表層部に、母材のオーステナイト相に炭素を固溶させて母材より硬度の高い炭素固溶硬化層を形成する処理を行い、
縦方向におけるメッシュ織物としての破断強度を1000MPa以上2600MPa以下、破断伸びが1%以上8%以下、1%耐力が900MPa以上2400MPa以下とし、
横方向におけるメッシュ織物としての破断強度を1200MPa以上3400MPa以下、破断伸びが0.8%以上6%以下、1%耐力が900MPa以上2800MPa以下とすることを要旨とする。
【0022】
また、本発明のスクリーン印刷用スクリーン版は、母材がオーステナイト系ステンレス鋼からなる線材がメッシュ織物に製織された金属メッシュ織物を用いたスクリーン印刷用スクリーン版であって、
上記線材の表層部に、母材のオーステナイト相に炭素が固溶することにより母材より硬度の高い炭素固溶硬化層が形成され、
縦方向におけるメッシュ織物としての破断強度が1000MPa以上2600MPa以下、破断伸びが1%以上8%以下、1%耐力が900MPa以上2400MPa以下であり、
横方向におけるメッシュ織物としての破断強度が1200MPa以上3400MPa以下、破断伸びが0.8%以上6%以下、1%耐力が900MPa以上2800MPa以下であることを要旨とする。
【発明の効果】
【0023】
本発明は、上記線材の表層部に、母材のオーステナイト相に炭素が固溶することにより母材より硬度の高い炭素固溶硬化層が形成されていることから、従来のめっきやDLCのように母材金属に異種硬質材料をコーティングしたものと異なり、母材だけでなく炭素固溶硬化層によっても弾性特性を担うため、継続使用によるスクリーンの伸びが生じにくく、印刷精度を長期間維持できてスクリーン版の寿命を大幅に延長できる。また、縦横繊維の交点をコーティングで補強するのではなく、線材自体に炭素固溶による炭素固溶硬化層を形成するものであるため、従来のような交点の被膜にクラックや剥離等の欠陥が生じることがほとんどなく、強度寿命も大幅に延長される。また、従来の真空浸炭のように炭化物を分散させるものではないため、粗大炭化物粒子が破断の起点になったり、高温処理で織物自体に歪が発生してメッシュが変形したりすることもなく、強度寿命が大幅に延長され、印刷精度も長期間維持できる。
【0024】
また、縦方向におけるメッシュ織物としての破断強度が1000MPa以上2600MPa以下、破断伸びが1%以上8%以下、1%耐力が900MPa以上2400MPa以下であり、
横方向におけるメッシュ織物としての破断強度が1200MPa以上3400MPa以下、破断伸びが0.8%以上6%以下、1%耐力が900MPa以上2800MPa以下であるため、
高強度かつ低伸度の特性を併せ持ち、強い紗張りテンションによる破損リスクを大幅に低減できるほか、印刷ストレスが繰り返しかかることによるメッシュ開口の変形を防止して印刷精度を長期間維持でき、スクリーン版の寿命を大幅に延長できる。
【0025】
しかも、低剛性で伸び率の高い軟質な状態で製織してから炭素固溶硬化層を形成する処理を行った場合には、線材の波付け変形が容易で線材同士の間隔が密な高密度メッシュを容易に織ることができる。したがって、製織時の断線、線径の細り、硬度アップによる素材特性の不均一等を抑えながら高密度メッシュのメッシュ織物を得ながら、抗張力を確保し、紗張りでの破損リスクを低減するとともに、メッシュ開口の変形を防止して印刷精度を長期間維持できる。
【0026】
本発明のスクリーン印刷用金属メッシュ織物において、縦方向におけるメッシュ織物としての弾性限度が500MPa以上1800MPa以下であり、
横方向におけるメッシュ織物としての弾性限度が600MPa以上2400MPa以下である場合には、
強い紗張りテンションによる破損リスクを大幅に低減できるほか、印刷ストレスが繰り返しかかることによるメッシュ開口の変形を防止して印刷精度を長期間維持でき、スクリーン版の寿命を大幅に延長できる。
【0027】
本発明のスクリーン印刷用金属メッシュ織物において、縦方向におけるメッシュ織物としての弾性係数が40GPa以上120GPa以下であり、
横方向におけるメッシュ織物としての弾性係数が80GPa以上240GPa以下である場合には、
強い紗張りテンションによる破損リスクを大幅に低減できるほか、印刷ストレスが繰り返しかかることによるメッシュ開口の変形を防止して印刷精度を長期間維持でき、スクリーン版の寿命を大幅に延長できる。
【0028】
本発明のスクリーン印刷用金属メッシュ織物において、縦方向におけるメッシュ織物としての弾性伸びが0.8%以上3%以下であり、
横方向におけるメッシュ織物としての弾性伸びが0.6%以上1.8%以下である場合には、
強い紗張りテンションによる破損リスクを大幅に低減できるほか、印刷ストレスが繰り返しかかることによるメッシュ開口の変形を防止して印刷精度を長期間維持でき、スクリーン版の寿命を大幅に延長できる。
【0029】
本発明のスクリーン印刷用金属メッシュ織物において、上記線材の線径が50μm以下であり、製織されたメッシュ織物のメッシュが200メッシュ以上である場合には、
高密度メッシュによる本発明の効果が顕著でより効果的である。
【0030】
本発明のスクリーン印刷用金属メッシュ織物の製造方法において、線材の表層部に炭素固溶硬化層を形成する処理を行うことにより、処理前のメッシュ織物に対し、1%耐力を1.1〜3.5倍とする場合には、
低剛性で伸び率の高い軟質な状態で製織してから炭素固溶硬化層を形成する処理を行うこととなり、線材の波付け変形が容易で線材同士の間隔が密な高密度メッシュを容易に織ることができる。したがって、製織時の断線、線径の細り、硬度アップによる素材特性の不均一等を抑えながら高密度メッシュのメッシュ織物を得ながら、抗張力を確保し、紗張りでの破損リスクを低減するとともに、メッシュ開口の変形を防止して印刷精度を長期間維持できる。
【0031】
本発明のスクリーン印刷用金属メッシュ織物の製造方法において、線材の表層部に炭素固溶硬化層を形成する処理を行うことにより、処理前のメッシュ織物に対し、弾性係数を1.1〜2.5倍とする場合には、
低剛性で伸び率の高い軟質な状態で製織してから炭素固溶硬化層を形成する処理を行うこととなり、線材の波付け変形が容易で線材同士の間隔が密な高密度メッシュを容易に織ることができる。したがって、製織時の断線、線径の細り、硬度アップによる素材特性の不均一等を抑えながら高密度メッシュのメッシュ織物を得ながら、抗張力を確保し、紗張りでの破損リスクを低減するとともに、メッシュ開口の変形を防止して印刷精度を長期間維持できる。
【0032】
本発明のスクリーン印刷用金属メッシュ織物の製造方法において、線材の表層部に炭素固溶硬化層を形成する処理を行うことにより、処理前のメッシュ織物に対し、弾性限度を1.1〜2.5倍とする場合には、
低剛性で伸び率の高い軟質な状態で製織してから炭素固溶硬化層を形成する処理を行うこととなり、線材の波付け変形が容易で線材同士の間隔が密な高密度メッシュを容易に織ることができる。したがって、製織時の断線、線径の細り、硬度アップによる素材特性の不均一等を抑えながら高密度メッシュのメッシュ織物を得ながら、抗張力を確保し、紗張りでの破損リスクを低減するとともに、メッシュ開口の変形を防止して印刷精度を長期間維持できる。
【図面の簡単な説明】
【0033】
【図1】本発明の刃物を製造するための熱処理炉の一例を示す図である。
【図2】金属メッシュ織物の引っ張り試験における応力−歪(伸び)曲線の一例を示す図である。
【図3】実施例1の金属メッシュ織物の断面顕微鏡写真。
【図4】実施例2の金属メッシュ織物の断面顕微鏡写真。
【図5】実施例3の金属メッシュ織物の断面顕微鏡写真。
【図6】実施例4の金属メッシュ織物の断面顕微鏡写真。
【図7】実施例5の金属メッシュ織物の断面顕微鏡写真。
【図8】縦方向の金属メッシュ織物の引っ張り試験結果を示す図。
【図9】横方向の金属メッシュ織物の引っ張り試験結果を示す図。
【図10】比較例と実施例について9点の印刷座標をプロットした図。
【図11】比較例の経時変化を折れ線グラフにした線図。
【図12】実施例の経時変化を折れ線グラフにした線図。
【発明を実施するための形態】
【0034】
つぎに、本発明を実施するための最良の形態を詳しく説明する。
【0035】
本発明は、スクリーン印刷用金属メッシュ織物およびその製造方法、上記スクリーン印刷用金属メッシュ織物を用いたスクリーン版に係るものである。以下、一実施形態として、主としてスクリーン印刷用金属メッシュ織物とその製造方法について説明する。
【0036】
本実施形態のスクリーン印刷用金属メッシュ織物は、母材がオーステナイト系ステンレス鋼からなる線材がメッシュ織物に製織されたスクリーン印刷用金属メッシュ織物である。
【0037】
上記オーステナイト系ステンレス鋼としては、例えば、鉄分を50重量%以上含有し、クロム分を12重量%以上含有するとともにニッケルを含有するオーステナイト系ステンレス鋼があげられる。具体的には、SUS304、SUS316、SUS303S等の18−8系ステンレス鋼材や、クロムを25重量%、ニッケルを20重量%含有するオーステナイト系ステンレス鋼であるSUS310Sや309、さらに、クロム含有量が23重量%、モリブデンを2重量%含むオーステナイト−フェライト2相系ステンレス鋼材等があげられる。
【0038】
また、ニッケルを19〜22重量%、クロムを20〜27重量%、炭素を0.25〜0.45重量%含むSCH21やSCH22等の耐熱鋼鋳鋼も本発明のオーステナイト系ステンレス鋼として好適に用いられる。さらに、クロムを20〜22重量%、ニッケルを3.25〜4.5重量%、マンガンを8〜10重量%、炭素を0.48〜0.58重量%含むSUH35や、クロムを13.5〜16重量%、ニッケルを24〜27重量%、モリブデンを1〜1.5重量%含むSUH660等の耐熱鋼も本発明のオーステナイト系ステンレス鋼として好適に用いることができる。
【0039】
上記オーステナイト系ステンレス鋼は、所定の太さに伸線加工を行った線材が用いられる。線材の太さは、10μm以上50μm以下程度に設定することができるが、これに限定するものではない。また、線材の断面形状としては、標準的には円形のものを使用できるが、円形以外の異型断面の線材を用いることも可能である。
【0040】
上記オーステナイト系ステンレス鋼の線材は、製織前の線材の材料物性として軟質とし、その状態でメッシュ織物に製織することが行われる。
【0041】
すなわち、製織前の線材は、例えば、伸線後の仕上げ処理として固溶化処理を行う調質区分「軟質1号(W1)」の状態とするか、伸線後の仕上げ処理として固溶化処理を行ったのち軽度の伸線処理を行う調質区分「軟質2号(W2)」の状態とすることが行われる。
【0042】
上記「軟質1号(W1)」および「軟質2号(W2)」における材料物性値は、それぞれ、例えば下記の表1および表2に示す値に相当するものとされるが、線径10〜50μmの場合、引っ張り強度は600〜1300N/mm2程度、伸びは8〜25%程度に設定される。
【表1】

【表2】
【0043】
なお、伸線後の調質処理は、上述した例に限定するものではなく、固溶化処理に代えて軟化焼鈍を行うこともできるし、これらを組み合わせることも可能である。
【0044】
上述したように、線材が軟質な状態でメッシュ織物に製織することが行われる。このようにすることにより、縦繊維および横繊維の波付け変形が容易となり、メッシュ織物のメッシュ密度を高く、メッシュ開口を小さくすることができ、例えば400メッシュ以上のような高密度金属メッシュとすることができる。このような高密度メッシュとすることにより、印刷の解像度を向上させることができる。また、高密度メッシュとした際にも、線材自体に欠陥が生じにくく、破損リスクを高くすることなくメッシュ織物の強度を高くできる。なお、製織の方法は、従来公知の各種の方法を採用することができる。
【0045】
上記のように、軟質のオーステナイト系ステンレス鋼線を製織して得られた金属メッシュ織物に対し、上記金属メッシュ織物を例えば400℃以上490℃以下の温度に加熱保持することにより、線材の表層部に、母材のオーステナイト相に炭素を固溶させて母材より硬度の高い炭素固溶硬化層を形成する処理を行う。
【0046】
例えば、つぎのようにして、上記炭素固溶硬化層を形成する。
【0047】
すなわち、金属メッシュ織物を、フッ素系ガス雰囲気下で加熱保持してフッ化処理を行い、上記フッ化処理と同時期および/またはその後に、上記金属メッシュ織物に対して浸炭処理を行って、当該金属メッシュ織物を構成する線材の表層部に、クロム炭化物が実質的に析出していない炭素固溶硬化層を形成する。
【0048】
上記フッ化処理について説明する。
【0049】
上記フッ化処理に用いられるフッ素系ガスとしては、NF3,BF3,CF4,HF,SF6,C2F6,WF6,CHF3,SiF4,ClF3等からなるフッ素化合物ガスがあげられる。これらは、単独でもしくは2種以上併せて使用される。
【0050】
また、これらのガス以外にも、分子内にフッ素(F)を含むフッ素系ガスも本発明のフッ素系ガスとして用いることができる。また、このようなフッ素化合物ガスを熱分解装置で熱分解させて生成させたF2ガスや、あらかじめ作られたF2ガスも上記フッ素系ガスとして用いることができる。このようなフッ素化合物ガスとF2ガスとは、場合によって混合使用することができる。
【0051】
これらのなかでも、本発明に用いるフッ素系ガスとして最も実用性を備えているのはNF3である。上記NF3は、常温においてガス状を呈し、化学的安定性が高く、取扱いが容易だからである。このようなNF3ガスは、通常、後述するように、N2ガスと組み合わせて、所定の濃度範囲内で希釈して用いられる。
【0052】
上記に例示された各種のフッ素系ガスは、それのみで用いることもできるが、通常はN2ガス等の不活性ガスで希釈されて使用される。このような希釈されたガスにおけるフッ素系ガス自身の濃度は、例えば、容量基準で10000〜100000ppmであり、好ましくは20000〜70000ppm、より好ましくは、30000〜50000ppmである。
【0053】
上記フッ素系ガスを雰囲気ガスとして用いたフッ化処理は、後述するようなマッフル炉等の雰囲気加熱炉を使用し、炉内に未処理の金属メッシュ織物を装入し、上記濃度のフッ素系ガス雰囲気下において加熱状態で保持することにより行われる。
【0054】
このときの、加熱保持は、金属メッシュ織物自体を、例えば、180〜600℃、好適には200〜450℃、さらに好ましくは220〜300℃の温度に保持することによって行われる。上記フッ素系ガス雰囲気中での上記金属メッシュ織物の保持時間は、通常は、10数分〜数時間に設定され、例えば15分〜3時間程度に設定される。金属メッシュ織物をこのようなフッ素系ガス雰囲気下で加熱処理することにより、金属メッシュ織物を構成する線材の表面に形成されたCr2O3を含む不働態皮膜が、フッ化膜に変化する。上記不働態被膜は従来浸炭不可能とされてきたが、フッ化処理を行うことにより、上記不働態被膜がフッ化膜に変化する。このフッ化膜は、不働態皮膜に比べ、浸炭に用いる炭素原子の浸透を容易にし、線材の表面は、上記フッ化処理によって炭素原子の浸透の容易な表面状態になるものと考えられる。
【0055】
つぎに、上記フッ化処理と同時期および/またはその後に、上記金属メッシュ織物に対して浸炭処理を行う。
【0056】
浸炭処理は上記金属メッシュ織物自体を680℃以下、好ましくは400〜450℃の浸炭処理温度に加熱し、CO+H2からなる浸炭用ガス、または、RXガス〔CO23容量%,CO21容量%,H231容量%,H2O1容量%,残部N2〕+CO2からなる浸炭用ガス等を用い、炉内を浸炭用ガス雰囲気にして行われる。この浸炭用ガス雰囲気に、必要に応じてプロパンガス等の炭素源ガスをエンリッチすることもできる。例えば、CO+H2生成方法では、LPガス変成だけでなく、メタノール、イソプロパノール、などの液状炭化水素もH2濃度が高いため、浸炭ガス変成材として有用である。
【0057】
このように、本発明では、浸炭処理を従来公知の浸炭処理に比べて極めて低い温度領域で行うのである。この場合、上記CO+H2の比率は、CO2〜50容量%、H230〜90容量%が好ましく、RX+CO2は、RXが80〜90容量%、CO2が0〜7容量%の割合が好ましい。また、浸炭に用いるガスは、CO+CO2+H2も用いられる。この場合、それぞれの比率は、CO5〜55容量%、CO20〜3容量%、H250〜95容量%の割合が好適である。
【0058】
上記浸炭処理の際の加熱温度すなわち浸炭処理温度としては、680℃以下すなわち400〜680℃の温度が好適である。浸炭処理温度が680℃を超えると、オーステナイト系ステンレス鋼の母材自体の軟化が生じたり、浸炭された炭素原子が母材に固溶したクロムと結合してクロム炭化物を生じたりし、母材自体に含まれるクロム量を減少させて表層部の耐蝕性が大幅に低下したり線材の強度低下をまねいたりするうえ、浸炭層に侵入固溶した状態で存在する炭素量が減少し、母材の強度や耐蝕性が低下するとともに、磁性を帯びることとなるからである。
【0059】
同様の理由により、上記浸炭処理温度としてより好適なのは400〜600℃の温度範囲であり、さらに好適なのは400〜490℃、もっと好適なのは400〜450℃の温度範囲である。本発明においては、上記フッ化処理を行うことにより、このような極めて低温における浸炭処理が可能となり、浸炭処理中にクロム炭化物粒子をほとんど生成させずに母材中に炭素を侵入固溶させ、格子サイズを増大させて表層部に炭素固溶硬化層を形成するのである。
【0060】
上記浸炭処理の処理時間は、通常は、10数分〜10数時間に設定され、例えば15分〜8時間程度に設定される。
【0061】
このように処理することにより、線材の表層部に炭素が拡散浸透した炭素固溶硬化層が均一に形成される。この炭素拡散層は、基相であるオーステナイト相中に、多量のC原子が侵入固溶して格子拡張を起こした状態となっており、母材に比べて著しく硬度の向上を実現している。しかも、上記炭素原子は、母材中のクロムとCr7C3やCr23C6等の炭化物をほとんど形成することなく結晶格子中に侵入固溶していることから、上記炭素固溶硬化層中にはクロム炭化物粒子が実質的に存在せず、母材に固溶するクロム量を減少させることもないことから、母材と同程度の耐蝕性を維持できる。
【0062】
また、上記のようにして浸炭処理を行った金属メッシュ織物は、線材の表面粗度もほとんど悪化せず、膨れによる寸法変化や磁性も生じない。したがって、面粗度低下や寸法変化も少なく、比較的精度よく表面改質をすることができる。また、オーステナイト系ステンレス鋼の中でも、ニッケルを多量に含む安定型オーステナイト系ステンレス鋼や、モリブデンを含有する安定型オーステナイト系ステンレス鋼では、炭素拡散層の耐蝕性がより良好である。
【0063】
また、上述した浸炭処理を行った金属メッシュ織物は、処理の直後は、スーチングによって表面に炭素質が主体のすすが付着しているため、必要に応じてブラッシングや洗浄で除去することが行われる。
【0064】
また、線材の表層部には、上述した炭素固溶硬化層が形成され、この炭素固溶硬化層の最表面には、鉄酸化物(Fe3O4、マグネタイト)および炭化物(Cr7C3、Fe3C)から構成された黒色を呈する薄い黒色層が形成される。この黒色層は、下地である炭素固溶硬化層に対して連続性があって強固に密着しているため、上述したスーチング除去のためのブラッシングや洗浄等によっても剥離することがないし、浸炭処理後の金属メッシュ織物の紗張りを行ってスクリーン版に形成する作業等によっても剥離しない。
【0065】
そして、本実施形態の金属メッシュ織物は、上記黒色層を有することにより、スクリーン版として使用する際に、パターン露光の際に線材の光沢によって解像度が低下することがなく、解像度が向上する効果が得られる。従来行っていた黒染め等の黒色化処理の工程を省略できるほか、上述したように黒色層の密着性が強固であることから、黒色層の剥離によって部分的に解像度が低下することがなくなる。
【0066】
図1は、上述したようなフッ化処理および浸炭処理を行うことができる装置の一例としての金属製のマッフル炉1である。すなわち、このマッフル炉1内において、まずフッ化処理をし、このフッ化処理と同時期もしくはその後に浸炭処理を行う。
【0067】
また、フッ化処理終了後も浸炭処理が継続していることが好ましい。このようにすることにより、フッ化処理により表面が活性化した金属メッシュ織物に対して、純粋な浸炭雰囲気でより多くの炭素原子を拡散浸透させることができ、表面強度を高くしたり硬化深さを大きくしたりする際に有利で、表面硬度の向上に対して有効だからである。また、上記浸炭処理をフッ化処理の終了を待たずに開始することにより、フッ化による表面の活性化を行ないながら炭素の拡散浸透を行なうことができ、表面強度を高くしたり硬化深さを大きくしたりする際に有利となる。また、上記浸炭処理は、フッ化処理が終了してから開始することもできるし、フッ化処理の開始と同時に浸炭処理を開始してもよいし、フッ化処理の開始後浸炭処理の終了を待たずに浸炭処理を開始してもよい趣旨である。
【0068】
図1において、1はマッフル炉であり、外殻2と、内部が処理室に形成された内容器4と、上記内容器4と外殻2の間に設けられたヒータ3とを備えている。上記内容器4内には、ガス導入管5および排気管6が連通している。上記ガス導入管5には、浸炭ガスであるH2,COが充填されたボンベ15、およびフッ化処理ガスであるN2+NF3,CO2が充填されたボンベ16が連通している。17は流量計、18はバルブである。
【0069】
また、上記排気管6には、排ガス処理装置14および真空ポンプ13が接続されている。これにより、内容器4内の処理室内に処理ガスを導入して排出するようになっている。上記処理室内には処理ガスを攪拌するモーター7付きのファン8が設けられている。11はワークであるオーステナイト系ステンレス鋼からなる金属メッシュ織物である。上記金属メッシュ織物11は、緩めた状態コイルすなわちルーズコイル状で炉内に装入して熱処理することができる。
【0070】
このマッフル炉1内に、例えば、金属メッシュ織物11を入れ、ボンベ16を流路に接続しNF3等のフッ素系ガスをマッフル炉1内に導入して加熱しながらフッ化処理をし、ついで排気管6からそのガスを真空ポンプ13の作用で引き出し、排ガス処理装置14内で無毒化して外部に放出する。ついで、ボンベ15を流路に接続しマッフル炉1内に先に述べた浸炭用ガスを導入して浸炭処理を行い、その後、排気管6、排ガス処理装置14を経由してガスを外部に排出する。この一連の作業によりフッ化処理と浸炭処理が行われる。
【0071】
上記のようにしてフッ化処理と浸炭処理を行うことにより、オーステナイト系ステンレス鋼からなる線材の表層部に、炭素固溶硬化層が形成される。
【0072】
ここで、上記炭素固溶硬化層とは、メッシュ線材の断面を腐食液であるマーブル試薬で腐食して顕微鏡観察したときに、下地の母材が腐食されるのに対し、表層部で腐食されずに白く現出する層をいう。
【0073】
このようにすることにより、浸炭処理によって形成される炭素固溶硬化層の、特に表面近傍の炭素濃度が十分に高くなり、格子拡張によって十分に強度が向上して優れた表面硬度が付与される。また、浸炭処理あがりの中間製品を抜き取り検査することにより、製品の表面硬度を計測できるため、中間製品の品質特性の基準をつくり、それに満たないものについては再度フッ化処理と浸炭処理を行うことができ、最終製品の不良率を減少して歩留まりを向上させることができる。特に、上記炭素固溶硬化層の硬度として、母材の表面から測定したマイクロビッカース硬度やヌープ硬度を基準とすることにより、非破壊で製品の検査をできて歩留まり低下を減少できる。
【0074】
上述したように、金属メッシュ織物を構成する軟質のオーステナイト系ステンレス鋼線材の表層部に対して炭素固溶硬化層を形成することにより、処理前のメッシュ織物に対し、1%耐力を1.1〜3倍とすることができる。
また、線材の表層部に炭素固溶硬化層を形成する処理を行うことにより、処理前のメッシュ織物に対し、弾性係数を1.1〜2.5倍とすることができる。
さらに、線材の表層部に炭素固溶硬化層を形成する処理を行うことにより、処理前のメッシュ織物に対し、弾性限度を1.1〜3.5倍とすることができる。
【0075】
その結果、メッシュ織物としての強度特性を下記の(1)〜(4)のようにすることができる。
【0076】
(1)縦方向におけるメッシュ織物としての破断強度が1000MPa以上2600MPa以下、破断伸びが1%以上8%以下、1%耐力が900MPa以上2400MPa以下であり、
横方向におけるメッシュ織物としての破断強度が1200MPa以上3400MPa以下、破断伸びが0.8%以上6%以下、1%耐力が900MPa以上2800MPa以下である。
【0077】
(2)縦方向におけるメッシュ織物としての弾性限度が500MPa以上1800MPa以下であり、
横方向におけるメッシュ織物としての弾性限度が600MPa以上2400MPa以下である。
【0078】
(3)縦方向におけるメッシュ織物としての弾性係数が40GPa以上120GPa以下であり、
横方向におけるメッシュ織物としての弾性係数が80GPa以上240GPa以下である。
【0079】
(4)縦方向におけるメッシュ織物としての弾性伸びが0.8%以上3%以下であり、
横方向におけるメッシュ織物としての弾性伸びが0.6%以上1.8%以下である。
【0080】
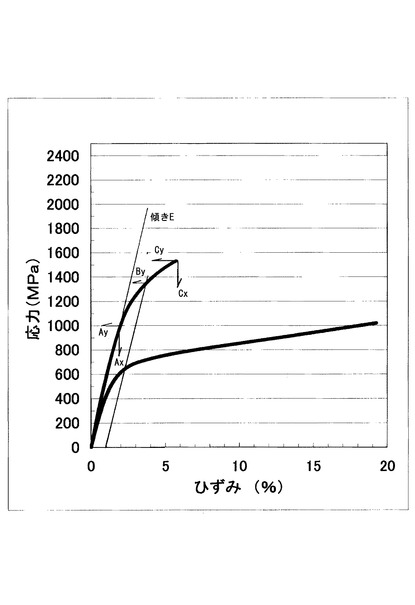
図2は、金属メッシュ織物を引っ張り試験した際の応力−歪(伸び)曲線の一例を示す。図の曲線において、破断したときの応力Cyが破断強度(MPa)であり、破断したときの永久歪(伸び)Cxが破断伸び(%)である。また、永久歪(伸び)が1%となるときの応力Byが1%耐力(MPa)である。
【0081】
さらに、図の曲線において、永久歪(伸び)が残らないで弾性回復しうる最大限度の応力Ayが弾性限度(MPa)、永久歪(伸び)が残らないで弾性回復しうる最大限度の歪(伸び)が弾性歪(伸び)(%)である。また、弾性限度までの弾性変形領域での傾きEが弾性係数(GPa)である。
【0082】
なお、応力−歪(伸び)曲線の測定は、一般織物試験方法JIS L 1096に従い、つぎのようにして行った。
【0083】
メッシュ織物の寸法を幅25mm×長さ150mmとし、チャック間距離を100mmとした。試験機は、この例では島津製作所AGS−J1000を用い、引っ張り速度を25mm/分とした。
【0084】
メッシュ数(M)から、織物幅25mmあたりの線材の本数(N=M/25.4×25本)を求める一方、線径(2r)から線材の断面積(S=πr2×N/1000000)を算出し、試験片の断面積(N×S)とし、測定値(P)を上記断面積(N×S)で除してみかけの応力とした。
【0085】
つぎに、実施例について説明する。
【実施例】
【0086】
下記の表3に示す条件により実施例1〜5の金属メッシュ織物を得た。なお、フッ化処理の雰囲気は、フッ素系ガスの濃度30000ppm(残りN2ガス)、浸炭処理の雰囲気は、10容量%CO+90容量%H2で行った。
【表3】
【0087】
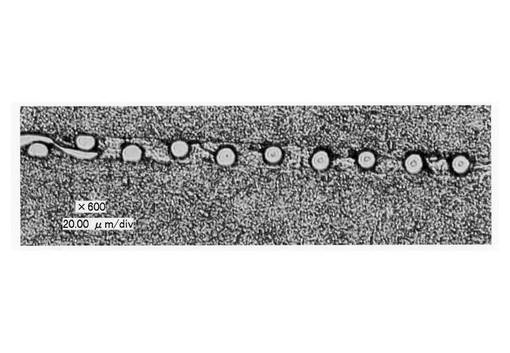
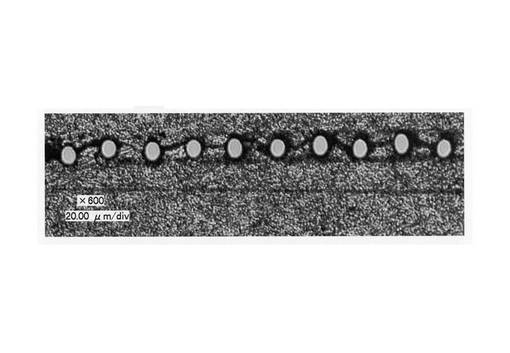
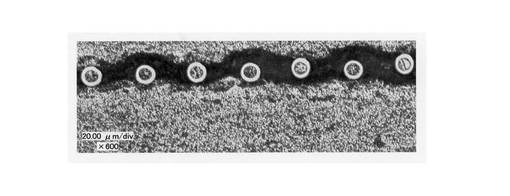
〔断面顕微鏡写真〕
図3〜図7は、それぞれ上記のようにして得た実施例1〜5の金属メッシュ織物の断面顕微鏡写真である。炭素固溶硬化層が形成されていることがわかる。
【0088】
〔引っ張り試験結果〕
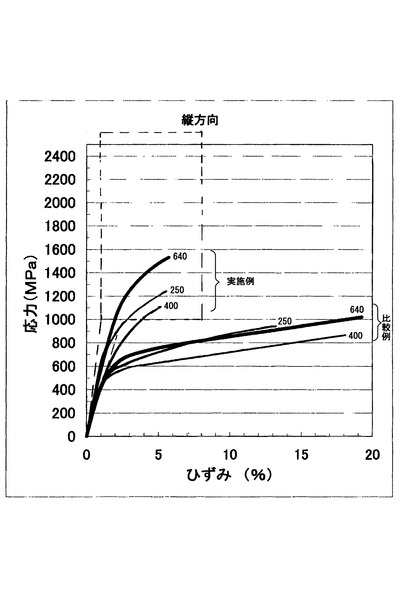
図8および図9は、250メッシュ、400メッシュ、640メッシュの金属メッシュ織物の引っ張り試験結果を示す。本発明を適用した実施例のものと、フッ化処理および浸炭処理を行っていない未処理の金属メッシュ織物を比較例として測定した。図8は縦方向の測定結果であり、図9は横方向の測定結果である。
【0089】
図8および図9に示すように、処理前のメッシュ織物に対し、1%耐力は、250メッシュのもので1.6〜1.7倍、400メッシュのもので1.7〜1.9倍、640メッシュのもので1.9〜2.0倍となっている。また、弾性係数は、250メッシュのもので1.2〜1.5倍、400メッシュのもので1.1〜1.2倍、640メッシュのもので1.3〜1.4倍となっている。また、弾性限度は、250メッシュのもので1.3〜1.6倍、400メッシュのもので1.5〜1.9倍、640メッシュのもので1.9〜2.0倍となっている。
【0090】
上記の結果から得られた数値データを下記の表4にまとめる。
【表4】
【0091】
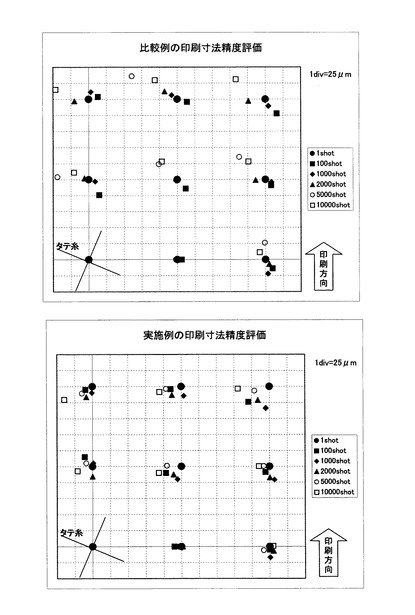
〔印刷精度評価結果〕
実施例と比較例の金属メッシュ織物について、同じ仕様のスクリーン版とし、印刷精度の経時変化を評価した。
【0092】
試験方法は、以下に示すとおりである。
○使用メッシュ
比較例(未処理) SUS304製 400メッシュ 黒染めなし
実施例 上記メッシュ織物にフッ化処理および浸炭処理
フッ化処理条件 3容量%NF3+残部N2雰囲気、240℃×90分
浸炭処理条件 10容量%CO+残部H2雰囲気、450℃×2時間
○スクリーンサイズ: 320mm×320mm
○感光乳剤膜厚:15μm
○印刷機:LS−150
印刷速度:60mm/sec
○評価方法
規定のショット数のときに、ガラス基板に印刷を行ない、印刷物の所定の9点の座標を測定し、1ショット目の印刷物とのずれ(方向、距離)を測定してプロットした。
【0093】
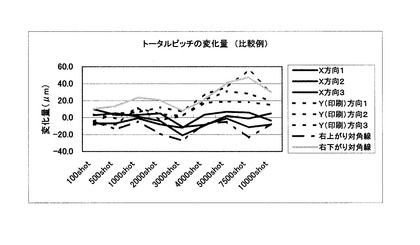
図10〜図12は比較例と実施例の印刷精度評価結果を示す図であり、図10は比較例と実施例について上記9点の座標をプロットした図、図11は比較例の経時変化を折れ線グラフにした線図、図12は比較例の経時変化を折れ線グラフにした線図である。
【0094】
図10の結果からわかるように、実施例の方が比較例よりも印刷寸法制度が高いことがわかる。特に、5000ショット以後では比較例の精度低下が激しくなるのに対し、実施例では精度低下が低く抑えられていることがわかる。
【0095】
図11の結果からわかるように、比較例は、X方向のピッチ変化はあまりなく、Y方向のピッチが大きく伸びていることがわかる。また、右上がりの対角線は縮んでいるのに対し、右下がりの対角線は伸びており、9点座標が構成する格子が斜め変形をしていることがわかる。
【0096】
図12の結果からわかるように、実施例は、X方向のピッチはほぼ変化なく、Y方向もやや縮んでいるものの大きな変化ではないことがわかる。
【符号の説明】
【0097】
1 マッフル炉
2 外殻
3 ヒータ
4 内容器
5 ガス導入管
6 排気管
7 モーター
8 ファン
11 金属メッシュ織物
13 真空ポンプ
14 排ガス処理装置
15 ボンベ
16 ボンベ
17 流量計
18 バルブ
【技術分野】
【0001】
本発明は、スクリーン印刷用の金網に関するものであり、詳しくは、エレクトロニクス関連分野の高精度・高密度なスクリーン印刷が可能となるスクリーン印刷用金属メッシュおよびその製造方法ならびにスクリーン版に関するものである。
【背景技術】
【0002】
パソコン、携帯電話、液晶テレビ等の電子機器内には、各種の配線パターンが施されてLSI等の半導体装置が搭載されたプリント配線板が多数使用されている。このようなプリント配線板は、一般に、スクリーン印刷等によって基板に配線パターンを形成することにより製造されている。近年では、電子機器がますます精密化および高密度化が進み、配線パターンおよびそれを印刷するためのスクリーン印刷にも微細化と高密度化が要求され、スクリーン版としても、微細繊維織物によるスクリーン版が必要になってきている。
【0003】
スクリーン印刷では、スクリーン版と基板を所定のギャップを隔てて平行に配置し、スキージでインクをスクリーンのメッシュ開口部に充填しながらスクリーンを基板に押し付け、スクリーンのテンションによって基板からスクリーンが離れる「版離れ」の際にインクが基板に転写される。この「版離れ」を良好にしなければ印刷性が著しく低下し、高精度な印刷を実現できない。このとき、ギャップが大きいほど版離れは良くなるが、それだけスキージの際にスクリーンの伸びが大きくなるため、メッシュ開口が大きくなって解像度が低くなるうえ、スクリーン版の寿命も低下することとなる。いわば、印刷性とスクリーン版の寿命とはトレードオフの関係にある。
【0004】
高い寸法精度で印刷を実現して良好な印刷性を保ち、しかもスクリーン版の寿命を確保するためには、ギャップを限りなく小さくしながら良好に版離れするスクリーン版が必要となる。そのためには、スクリーン版の紗張りを極めて高いテンションで行うことが可能な高強度で低伸度のスクリーン用メッシュ材料が要求される。
【0005】
現行のメッシュ材料でスクリーン版の紗張りを行う際、縦横の2方向からテンションをかける影響から、おおむね破断強度の50%程度のテンションを与えると破断が生じてしまう場合が多い。しかしながら、良好な印刷性を確保するためには、破断強度の30〜50%程度のテンションで紗張りを行うことが求められる。このため、現状のメッシュ材料では、破断寸前のテンションにおける紗張りを余儀なくされており、破損リスクが極めて高い状態である。したがって、メッシュ材料の破断強度が大きくなれば、現在要求されているテンションで紗張りを行っても破断まで余裕があるため、破損リスクが大幅に軽減されるため、メッシュ材料の破断強度の向上が求められている。
【0006】
上記メッシュ材料から形成されるスクリーンには、紗張りテンションに加え、上述したスキージによる印刷テンションがさらにかかるが、上述したように、破断寸前の紗張りを行ったスクリーン版では、印刷テンションによって破損リスクがさらに高くなる。また、破損はしなくとも、印刷テンションでメッシュ材料の弾性限度を超える荷重がかけられると、永久ひずみが残留してしまい寸法変化を起こしてしまう。上述したような電子産業向けのスクリーン印刷等では、寸法変化による印刷精度の低下は、致命的な印刷欠陥となりうるため、このような事態は避けなければならない。したがって、メッシュ材料の弾性限度が大きくなれば、印刷負荷も弾性限度内に収まるので、永久ひずみを生じることなく高精度の印刷が実現できるため、メッシュ材料の弾性限度の向上が求められている。
【0007】
一方、上記のようなスクリーン版は、スクリーンのメッシュ開口の寸法によって配線幅の最小値が決定されるため、近年の微細化・高密度化の要求により、使用される線材も細線化されているうえ、印刷配線幅も10〜20μm程度まで狭いものが求められてきている。このような微細織物では、織物自体の強度や剛性が低下し、上述した高テンションでの紗張りに耐えられなかったり、配線パターンの印刷時にメッシュが変形して印刷精度が低下したりしやすくなるという問題がある。
【0008】
このように、スクリーン版には、細線化およびメッシュ開口の微細化を満足しながら、しかも、高テンションでの紗張りおよび印刷ストレスによるメッシュ変形を生じないという、極めて厳しい特性の高強度・高剛性なスクリーンの開発が要求されている。
【0009】
このように、高精度・高密度でのスクリーン印刷を実現するためには、(1)高強度かつ低伸度で、高テンションでの紗張りが可能であること、(2)寸法精度に優れ、印刷ストレスが加わっても寸法変化が小さく安定していること、(3)弾性回復力が大きく耐久性に優れていること、(4)線径が細く高密度メッシュであること、等の諸特性が要求される。
【0010】
このような高精度・高密度な印刷を可能とするスクリーンとして、ナイロン・ポリエステル等の合成繊維では、強度や弾性率が低すぎて全く使用できず、軟質のステンレス線によるメッシュ織物であっても、強度、弾性回復率および低伸度特性が十分ではない。
【0011】
そこで、高強度・高剛性なスクリーンとして、つぎのものが開示されている。
(1)オーステナイト系ステンレス鋼線材を使用し、結晶粒度を小さくしたり、成分バランスを改善したり、あるいは非金属介在物を小さくする等、金属組織学的に高強度化したステンレス線材をメッシュに織物加工すること(例えば下記の特許文献1、2)。
(2)金属製のメッシュ織物に対してニッケルめっきを施したもの(例えば下記の特許文献3、4)。
(3)金属繊維の織物部材にイオン注入した後にDLC(ダイヤモンド・ライク・カーボン)膜を形成することにより物性を改善したもの(例えば下記の特許文献5)。
(4)オーステナイト系ステンレス鋼線材を織物にした後、真空浸炭により生地中に炭化物を分散させて強化したもの(例えば下記の特許文献6、7)。
【先行技術文献】
【特許文献】
【0012】
【特許文献1】特開平11−006037号公報
【特許文献2】特開2003−253399号公報
【特許文献3】特開2005−131851号公報
【特許文献4】特開2003−175684号公報
【特許文献5】特開2008−174790号公報
【特許文献6】特開2006−089836号公報
【特許文献7】特開2006−089837号公報
【発明の概要】
【発明が解決しようとする課題】
【0013】
しかしながら、上記特許文献1記載のものは、結晶粒度を小さくして伸び率を10〜40%にしているが、抗張力が1400MPa程度で強度的には十分なものではない。また、上記特許文献2記載のものは、抗張力は高いものの、伸びが5%未満と小さいために紗張り工程で破断してしまうおそれがある。このように、オーステナイト系ステンレス鋼線材を使用して金属組織学的に高強度化した従来のものは、抗張力を高くすると伸びが減少し、伸び率を確保しようとすると抗張力が低下するという欠点があった。
【0014】
また、上記のような塑性領域の狭い金属線材で製織するのは極めて困難である。すなわち、スクリーン印刷用のメッシュ材料は、上述したように高強度かつ低伸度であることが求められるところ、金属線材自体の特性として上述したような狭い塑性領域としてしまうと、高密度メッシュのように網目の間隔を狭くしようとしても、金属線材自体の剛性によるスプリングバック作用によって直線性が維持され、織物とするための波付け変形を金属線材に生じさせにくくなるうえ、金属線材同士の間隔も広くなってしまい、高密度メッシュの織物を得ることが困難となるのである。
【0015】
このように、オーステナイト系ステンレス鋼の線材は、伸線加工は容易であるものの、抗張力を高くすると高い伸度(伸び率)を確保できず、伸び率を確保すると抗張力が低くなるという問題がある。すなわち、高い伸び率を確保すると、製織時の断線、線径の細り、硬度アップによる素材特性の不均一等は抑えられるが、抗張力が下がるのでメッシュ織物としての寿命が短くなるという問題がある。反対に、抗張力を確保すると伸び率が下がるので、紗張りテンションによる破損リスクが高くなって加工性や歩留まりが悪くなるうえ、印刷ストレスでの破損リスクも高くなって短寿命化するという問題がある。
【0016】
上記特許文献3、4に記載のように金属製のメッシュ織物にニッケルめっきを施したものや、上記特許文献5に記載のように金属繊維織物にDLC膜のコーティングを施したものは、母材金属に対して異質な硬質材料をコーティングしたものであり、弾性特性を母材であるステンレス鋼によって担っているため、ニッケルめっき層やDLCコーティング膜によって補助的に強度向上を図ることができたとしても、継続的な使用によりスクリーンに伸びが生じてしまうことが避けられない。また、縦横の繊維の交点をめっき等で補強するのであるが、印刷ストレスが繰り返しかかることにより交点のめっき被膜にクラックや剥離等の欠陥が生じやすく、強度寿命がそれほど長くないという問題もある。
【0017】
上記特許文献6、7に記載のものは、オーステナイト系ステンレス鋼線材に対し真空浸炭を行うことにより生地中に炭化物を分散し強化したものであるが、850〜1050℃という高温での浸炭処理であるために多量の炭化物が析出してしまい、諸条件のばらつきの影響で粗大炭化物粒子が現出して破断の起点になるおそれがある。また、高温処理のため、織物自体に歪が発生してメッシュが変形するおそれもある。また、これらの高温浸炭によるメッシュでは、伸び率は比較的高いものが得られるが、抗張力は1200MPa程度にとどまっており、強度的にはまだ十分なものではない。
【0018】
しかも、織物をロール・トゥ・ロールで繰り出しと巻取りを行ないながら浸炭処理を行うとされているが、これらの動作を真空中で行わねばならず、設備コストや処理コストが極めて高くなり、工業的に実現するのは極めて困難である。さらに、高温の真空浸炭で炭化物を形成させることから、ステンレスの持つ耐食性は大幅に低下せざるを得ず、印刷に用いる液の機能や特性によっては使用できなくなり、用途が限定されてしまうという問題もある。
【0019】
本発明は、このような事情に鑑みなされたもので、エレクトロニクス関連分野の高精度・高密度なスクリーン印刷を行うことが可能となるスクリーン印刷用金属メッシュ織物およびその製造方法ならびにスクリーン版を提供することを目的とする。
【課題を解決するための手段】
【0020】
上記目的を達成するため、本発明のスクリーン印刷用金属メッシュ織物は、母材がオーステナイト系ステンレス鋼からなる線材がメッシュ織物に製織されたスクリーン印刷用金属メッシュ織物であって、
上記線材の表層部に、母材のオーステナイト相に炭素が固溶することにより母材より硬度の高い炭素固溶硬化層が形成され、
縦方向におけるメッシュ織物としての破断強度が1000MPa以上2600MPa以下、破断伸びが1%以上8%以下、1%耐力が900MPa以上2400MPa以下であり、
横方向におけるメッシュ織物としての破断強度が1200MPa以上3400MPa以下、破断伸びが0.8%以上6%以下、1%耐力が900MPa以上2800MPa以下であることを要旨とする。
【0021】
また、本発明のスクリーン印刷用金属メッシュ織物の製造方法は、母材がオーステナイト系ステンレス鋼からなる線材をメッシュ織物に製織して金属メッシュ織物を形成し、
上記金属メッシュ織物を400℃以上490℃以下の温度に加熱保持することにより、線材の表層部に、母材のオーステナイト相に炭素を固溶させて母材より硬度の高い炭素固溶硬化層を形成する処理を行い、
縦方向におけるメッシュ織物としての破断強度を1000MPa以上2600MPa以下、破断伸びが1%以上8%以下、1%耐力が900MPa以上2400MPa以下とし、
横方向におけるメッシュ織物としての破断強度を1200MPa以上3400MPa以下、破断伸びが0.8%以上6%以下、1%耐力が900MPa以上2800MPa以下とすることを要旨とする。
【0022】
また、本発明のスクリーン印刷用スクリーン版は、母材がオーステナイト系ステンレス鋼からなる線材がメッシュ織物に製織された金属メッシュ織物を用いたスクリーン印刷用スクリーン版であって、
上記線材の表層部に、母材のオーステナイト相に炭素が固溶することにより母材より硬度の高い炭素固溶硬化層が形成され、
縦方向におけるメッシュ織物としての破断強度が1000MPa以上2600MPa以下、破断伸びが1%以上8%以下、1%耐力が900MPa以上2400MPa以下であり、
横方向におけるメッシュ織物としての破断強度が1200MPa以上3400MPa以下、破断伸びが0.8%以上6%以下、1%耐力が900MPa以上2800MPa以下であることを要旨とする。
【発明の効果】
【0023】
本発明は、上記線材の表層部に、母材のオーステナイト相に炭素が固溶することにより母材より硬度の高い炭素固溶硬化層が形成されていることから、従来のめっきやDLCのように母材金属に異種硬質材料をコーティングしたものと異なり、母材だけでなく炭素固溶硬化層によっても弾性特性を担うため、継続使用によるスクリーンの伸びが生じにくく、印刷精度を長期間維持できてスクリーン版の寿命を大幅に延長できる。また、縦横繊維の交点をコーティングで補強するのではなく、線材自体に炭素固溶による炭素固溶硬化層を形成するものであるため、従来のような交点の被膜にクラックや剥離等の欠陥が生じることがほとんどなく、強度寿命も大幅に延長される。また、従来の真空浸炭のように炭化物を分散させるものではないため、粗大炭化物粒子が破断の起点になったり、高温処理で織物自体に歪が発生してメッシュが変形したりすることもなく、強度寿命が大幅に延長され、印刷精度も長期間維持できる。
【0024】
また、縦方向におけるメッシュ織物としての破断強度が1000MPa以上2600MPa以下、破断伸びが1%以上8%以下、1%耐力が900MPa以上2400MPa以下であり、
横方向におけるメッシュ織物としての破断強度が1200MPa以上3400MPa以下、破断伸びが0.8%以上6%以下、1%耐力が900MPa以上2800MPa以下であるため、
高強度かつ低伸度の特性を併せ持ち、強い紗張りテンションによる破損リスクを大幅に低減できるほか、印刷ストレスが繰り返しかかることによるメッシュ開口の変形を防止して印刷精度を長期間維持でき、スクリーン版の寿命を大幅に延長できる。
【0025】
しかも、低剛性で伸び率の高い軟質な状態で製織してから炭素固溶硬化層を形成する処理を行った場合には、線材の波付け変形が容易で線材同士の間隔が密な高密度メッシュを容易に織ることができる。したがって、製織時の断線、線径の細り、硬度アップによる素材特性の不均一等を抑えながら高密度メッシュのメッシュ織物を得ながら、抗張力を確保し、紗張りでの破損リスクを低減するとともに、メッシュ開口の変形を防止して印刷精度を長期間維持できる。
【0026】
本発明のスクリーン印刷用金属メッシュ織物において、縦方向におけるメッシュ織物としての弾性限度が500MPa以上1800MPa以下であり、
横方向におけるメッシュ織物としての弾性限度が600MPa以上2400MPa以下である場合には、
強い紗張りテンションによる破損リスクを大幅に低減できるほか、印刷ストレスが繰り返しかかることによるメッシュ開口の変形を防止して印刷精度を長期間維持でき、スクリーン版の寿命を大幅に延長できる。
【0027】
本発明のスクリーン印刷用金属メッシュ織物において、縦方向におけるメッシュ織物としての弾性係数が40GPa以上120GPa以下であり、
横方向におけるメッシュ織物としての弾性係数が80GPa以上240GPa以下である場合には、
強い紗張りテンションによる破損リスクを大幅に低減できるほか、印刷ストレスが繰り返しかかることによるメッシュ開口の変形を防止して印刷精度を長期間維持でき、スクリーン版の寿命を大幅に延長できる。
【0028】
本発明のスクリーン印刷用金属メッシュ織物において、縦方向におけるメッシュ織物としての弾性伸びが0.8%以上3%以下であり、
横方向におけるメッシュ織物としての弾性伸びが0.6%以上1.8%以下である場合には、
強い紗張りテンションによる破損リスクを大幅に低減できるほか、印刷ストレスが繰り返しかかることによるメッシュ開口の変形を防止して印刷精度を長期間維持でき、スクリーン版の寿命を大幅に延長できる。
【0029】
本発明のスクリーン印刷用金属メッシュ織物において、上記線材の線径が50μm以下であり、製織されたメッシュ織物のメッシュが200メッシュ以上である場合には、
高密度メッシュによる本発明の効果が顕著でより効果的である。
【0030】
本発明のスクリーン印刷用金属メッシュ織物の製造方法において、線材の表層部に炭素固溶硬化層を形成する処理を行うことにより、処理前のメッシュ織物に対し、1%耐力を1.1〜3.5倍とする場合には、
低剛性で伸び率の高い軟質な状態で製織してから炭素固溶硬化層を形成する処理を行うこととなり、線材の波付け変形が容易で線材同士の間隔が密な高密度メッシュを容易に織ることができる。したがって、製織時の断線、線径の細り、硬度アップによる素材特性の不均一等を抑えながら高密度メッシュのメッシュ織物を得ながら、抗張力を確保し、紗張りでの破損リスクを低減するとともに、メッシュ開口の変形を防止して印刷精度を長期間維持できる。
【0031】
本発明のスクリーン印刷用金属メッシュ織物の製造方法において、線材の表層部に炭素固溶硬化層を形成する処理を行うことにより、処理前のメッシュ織物に対し、弾性係数を1.1〜2.5倍とする場合には、
低剛性で伸び率の高い軟質な状態で製織してから炭素固溶硬化層を形成する処理を行うこととなり、線材の波付け変形が容易で線材同士の間隔が密な高密度メッシュを容易に織ることができる。したがって、製織時の断線、線径の細り、硬度アップによる素材特性の不均一等を抑えながら高密度メッシュのメッシュ織物を得ながら、抗張力を確保し、紗張りでの破損リスクを低減するとともに、メッシュ開口の変形を防止して印刷精度を長期間維持できる。
【0032】
本発明のスクリーン印刷用金属メッシュ織物の製造方法において、線材の表層部に炭素固溶硬化層を形成する処理を行うことにより、処理前のメッシュ織物に対し、弾性限度を1.1〜2.5倍とする場合には、
低剛性で伸び率の高い軟質な状態で製織してから炭素固溶硬化層を形成する処理を行うこととなり、線材の波付け変形が容易で線材同士の間隔が密な高密度メッシュを容易に織ることができる。したがって、製織時の断線、線径の細り、硬度アップによる素材特性の不均一等を抑えながら高密度メッシュのメッシュ織物を得ながら、抗張力を確保し、紗張りでの破損リスクを低減するとともに、メッシュ開口の変形を防止して印刷精度を長期間維持できる。
【図面の簡単な説明】
【0033】
【図1】本発明の刃物を製造するための熱処理炉の一例を示す図である。
【図2】金属メッシュ織物の引っ張り試験における応力−歪(伸び)曲線の一例を示す図である。
【図3】実施例1の金属メッシュ織物の断面顕微鏡写真。
【図4】実施例2の金属メッシュ織物の断面顕微鏡写真。
【図5】実施例3の金属メッシュ織物の断面顕微鏡写真。
【図6】実施例4の金属メッシュ織物の断面顕微鏡写真。
【図7】実施例5の金属メッシュ織物の断面顕微鏡写真。
【図8】縦方向の金属メッシュ織物の引っ張り試験結果を示す図。
【図9】横方向の金属メッシュ織物の引っ張り試験結果を示す図。
【図10】比較例と実施例について9点の印刷座標をプロットした図。
【図11】比較例の経時変化を折れ線グラフにした線図。
【図12】実施例の経時変化を折れ線グラフにした線図。
【発明を実施するための形態】
【0034】
つぎに、本発明を実施するための最良の形態を詳しく説明する。
【0035】
本発明は、スクリーン印刷用金属メッシュ織物およびその製造方法、上記スクリーン印刷用金属メッシュ織物を用いたスクリーン版に係るものである。以下、一実施形態として、主としてスクリーン印刷用金属メッシュ織物とその製造方法について説明する。
【0036】
本実施形態のスクリーン印刷用金属メッシュ織物は、母材がオーステナイト系ステンレス鋼からなる線材がメッシュ織物に製織されたスクリーン印刷用金属メッシュ織物である。
【0037】
上記オーステナイト系ステンレス鋼としては、例えば、鉄分を50重量%以上含有し、クロム分を12重量%以上含有するとともにニッケルを含有するオーステナイト系ステンレス鋼があげられる。具体的には、SUS304、SUS316、SUS303S等の18−8系ステンレス鋼材や、クロムを25重量%、ニッケルを20重量%含有するオーステナイト系ステンレス鋼であるSUS310Sや309、さらに、クロム含有量が23重量%、モリブデンを2重量%含むオーステナイト−フェライト2相系ステンレス鋼材等があげられる。
【0038】
また、ニッケルを19〜22重量%、クロムを20〜27重量%、炭素を0.25〜0.45重量%含むSCH21やSCH22等の耐熱鋼鋳鋼も本発明のオーステナイト系ステンレス鋼として好適に用いられる。さらに、クロムを20〜22重量%、ニッケルを3.25〜4.5重量%、マンガンを8〜10重量%、炭素を0.48〜0.58重量%含むSUH35や、クロムを13.5〜16重量%、ニッケルを24〜27重量%、モリブデンを1〜1.5重量%含むSUH660等の耐熱鋼も本発明のオーステナイト系ステンレス鋼として好適に用いることができる。
【0039】
上記オーステナイト系ステンレス鋼は、所定の太さに伸線加工を行った線材が用いられる。線材の太さは、10μm以上50μm以下程度に設定することができるが、これに限定するものではない。また、線材の断面形状としては、標準的には円形のものを使用できるが、円形以外の異型断面の線材を用いることも可能である。
【0040】
上記オーステナイト系ステンレス鋼の線材は、製織前の線材の材料物性として軟質とし、その状態でメッシュ織物に製織することが行われる。
【0041】
すなわち、製織前の線材は、例えば、伸線後の仕上げ処理として固溶化処理を行う調質区分「軟質1号(W1)」の状態とするか、伸線後の仕上げ処理として固溶化処理を行ったのち軽度の伸線処理を行う調質区分「軟質2号(W2)」の状態とすることが行われる。
【0042】
上記「軟質1号(W1)」および「軟質2号(W2)」における材料物性値は、それぞれ、例えば下記の表1および表2に示す値に相当するものとされるが、線径10〜50μmの場合、引っ張り強度は600〜1300N/mm2程度、伸びは8〜25%程度に設定される。
【表1】
【表2】
【0043】
なお、伸線後の調質処理は、上述した例に限定するものではなく、固溶化処理に代えて軟化焼鈍を行うこともできるし、これらを組み合わせることも可能である。
【0044】
上述したように、線材が軟質な状態でメッシュ織物に製織することが行われる。このようにすることにより、縦繊維および横繊維の波付け変形が容易となり、メッシュ織物のメッシュ密度を高く、メッシュ開口を小さくすることができ、例えば400メッシュ以上のような高密度金属メッシュとすることができる。このような高密度メッシュとすることにより、印刷の解像度を向上させることができる。また、高密度メッシュとした際にも、線材自体に欠陥が生じにくく、破損リスクを高くすることなくメッシュ織物の強度を高くできる。なお、製織の方法は、従来公知の各種の方法を採用することができる。
【0045】
上記のように、軟質のオーステナイト系ステンレス鋼線を製織して得られた金属メッシュ織物に対し、上記金属メッシュ織物を例えば400℃以上490℃以下の温度に加熱保持することにより、線材の表層部に、母材のオーステナイト相に炭素を固溶させて母材より硬度の高い炭素固溶硬化層を形成する処理を行う。
【0046】
例えば、つぎのようにして、上記炭素固溶硬化層を形成する。
【0047】
すなわち、金属メッシュ織物を、フッ素系ガス雰囲気下で加熱保持してフッ化処理を行い、上記フッ化処理と同時期および/またはその後に、上記金属メッシュ織物に対して浸炭処理を行って、当該金属メッシュ織物を構成する線材の表層部に、クロム炭化物が実質的に析出していない炭素固溶硬化層を形成する。
【0048】
上記フッ化処理について説明する。
【0049】
上記フッ化処理に用いられるフッ素系ガスとしては、NF3,BF3,CF4,HF,SF6,C2F6,WF6,CHF3,SiF4,ClF3等からなるフッ素化合物ガスがあげられる。これらは、単独でもしくは2種以上併せて使用される。
【0050】
また、これらのガス以外にも、分子内にフッ素(F)を含むフッ素系ガスも本発明のフッ素系ガスとして用いることができる。また、このようなフッ素化合物ガスを熱分解装置で熱分解させて生成させたF2ガスや、あらかじめ作られたF2ガスも上記フッ素系ガスとして用いることができる。このようなフッ素化合物ガスとF2ガスとは、場合によって混合使用することができる。
【0051】
これらのなかでも、本発明に用いるフッ素系ガスとして最も実用性を備えているのはNF3である。上記NF3は、常温においてガス状を呈し、化学的安定性が高く、取扱いが容易だからである。このようなNF3ガスは、通常、後述するように、N2ガスと組み合わせて、所定の濃度範囲内で希釈して用いられる。
【0052】
上記に例示された各種のフッ素系ガスは、それのみで用いることもできるが、通常はN2ガス等の不活性ガスで希釈されて使用される。このような希釈されたガスにおけるフッ素系ガス自身の濃度は、例えば、容量基準で10000〜100000ppmであり、好ましくは20000〜70000ppm、より好ましくは、30000〜50000ppmである。
【0053】
上記フッ素系ガスを雰囲気ガスとして用いたフッ化処理は、後述するようなマッフル炉等の雰囲気加熱炉を使用し、炉内に未処理の金属メッシュ織物を装入し、上記濃度のフッ素系ガス雰囲気下において加熱状態で保持することにより行われる。
【0054】
このときの、加熱保持は、金属メッシュ織物自体を、例えば、180〜600℃、好適には200〜450℃、さらに好ましくは220〜300℃の温度に保持することによって行われる。上記フッ素系ガス雰囲気中での上記金属メッシュ織物の保持時間は、通常は、10数分〜数時間に設定され、例えば15分〜3時間程度に設定される。金属メッシュ織物をこのようなフッ素系ガス雰囲気下で加熱処理することにより、金属メッシュ織物を構成する線材の表面に形成されたCr2O3を含む不働態皮膜が、フッ化膜に変化する。上記不働態被膜は従来浸炭不可能とされてきたが、フッ化処理を行うことにより、上記不働態被膜がフッ化膜に変化する。このフッ化膜は、不働態皮膜に比べ、浸炭に用いる炭素原子の浸透を容易にし、線材の表面は、上記フッ化処理によって炭素原子の浸透の容易な表面状態になるものと考えられる。
【0055】
つぎに、上記フッ化処理と同時期および/またはその後に、上記金属メッシュ織物に対して浸炭処理を行う。
【0056】
浸炭処理は上記金属メッシュ織物自体を680℃以下、好ましくは400〜450℃の浸炭処理温度に加熱し、CO+H2からなる浸炭用ガス、または、RXガス〔CO23容量%,CO21容量%,H231容量%,H2O1容量%,残部N2〕+CO2からなる浸炭用ガス等を用い、炉内を浸炭用ガス雰囲気にして行われる。この浸炭用ガス雰囲気に、必要に応じてプロパンガス等の炭素源ガスをエンリッチすることもできる。例えば、CO+H2生成方法では、LPガス変成だけでなく、メタノール、イソプロパノール、などの液状炭化水素もH2濃度が高いため、浸炭ガス変成材として有用である。
【0057】
このように、本発明では、浸炭処理を従来公知の浸炭処理に比べて極めて低い温度領域で行うのである。この場合、上記CO+H2の比率は、CO2〜50容量%、H230〜90容量%が好ましく、RX+CO2は、RXが80〜90容量%、CO2が0〜7容量%の割合が好ましい。また、浸炭に用いるガスは、CO+CO2+H2も用いられる。この場合、それぞれの比率は、CO5〜55容量%、CO20〜3容量%、H250〜95容量%の割合が好適である。
【0058】
上記浸炭処理の際の加熱温度すなわち浸炭処理温度としては、680℃以下すなわち400〜680℃の温度が好適である。浸炭処理温度が680℃を超えると、オーステナイト系ステンレス鋼の母材自体の軟化が生じたり、浸炭された炭素原子が母材に固溶したクロムと結合してクロム炭化物を生じたりし、母材自体に含まれるクロム量を減少させて表層部の耐蝕性が大幅に低下したり線材の強度低下をまねいたりするうえ、浸炭層に侵入固溶した状態で存在する炭素量が減少し、母材の強度や耐蝕性が低下するとともに、磁性を帯びることとなるからである。
【0059】
同様の理由により、上記浸炭処理温度としてより好適なのは400〜600℃の温度範囲であり、さらに好適なのは400〜490℃、もっと好適なのは400〜450℃の温度範囲である。本発明においては、上記フッ化処理を行うことにより、このような極めて低温における浸炭処理が可能となり、浸炭処理中にクロム炭化物粒子をほとんど生成させずに母材中に炭素を侵入固溶させ、格子サイズを増大させて表層部に炭素固溶硬化層を形成するのである。
【0060】
上記浸炭処理の処理時間は、通常は、10数分〜10数時間に設定され、例えば15分〜8時間程度に設定される。
【0061】
このように処理することにより、線材の表層部に炭素が拡散浸透した炭素固溶硬化層が均一に形成される。この炭素拡散層は、基相であるオーステナイト相中に、多量のC原子が侵入固溶して格子拡張を起こした状態となっており、母材に比べて著しく硬度の向上を実現している。しかも、上記炭素原子は、母材中のクロムとCr7C3やCr23C6等の炭化物をほとんど形成することなく結晶格子中に侵入固溶していることから、上記炭素固溶硬化層中にはクロム炭化物粒子が実質的に存在せず、母材に固溶するクロム量を減少させることもないことから、母材と同程度の耐蝕性を維持できる。
【0062】
また、上記のようにして浸炭処理を行った金属メッシュ織物は、線材の表面粗度もほとんど悪化せず、膨れによる寸法変化や磁性も生じない。したがって、面粗度低下や寸法変化も少なく、比較的精度よく表面改質をすることができる。また、オーステナイト系ステンレス鋼の中でも、ニッケルを多量に含む安定型オーステナイト系ステンレス鋼や、モリブデンを含有する安定型オーステナイト系ステンレス鋼では、炭素拡散層の耐蝕性がより良好である。
【0063】
また、上述した浸炭処理を行った金属メッシュ織物は、処理の直後は、スーチングによって表面に炭素質が主体のすすが付着しているため、必要に応じてブラッシングや洗浄で除去することが行われる。
【0064】
また、線材の表層部には、上述した炭素固溶硬化層が形成され、この炭素固溶硬化層の最表面には、鉄酸化物(Fe3O4、マグネタイト)および炭化物(Cr7C3、Fe3C)から構成された黒色を呈する薄い黒色層が形成される。この黒色層は、下地である炭素固溶硬化層に対して連続性があって強固に密着しているため、上述したスーチング除去のためのブラッシングや洗浄等によっても剥離することがないし、浸炭処理後の金属メッシュ織物の紗張りを行ってスクリーン版に形成する作業等によっても剥離しない。
【0065】
そして、本実施形態の金属メッシュ織物は、上記黒色層を有することにより、スクリーン版として使用する際に、パターン露光の際に線材の光沢によって解像度が低下することがなく、解像度が向上する効果が得られる。従来行っていた黒染め等の黒色化処理の工程を省略できるほか、上述したように黒色層の密着性が強固であることから、黒色層の剥離によって部分的に解像度が低下することがなくなる。
【0066】
図1は、上述したようなフッ化処理および浸炭処理を行うことができる装置の一例としての金属製のマッフル炉1である。すなわち、このマッフル炉1内において、まずフッ化処理をし、このフッ化処理と同時期もしくはその後に浸炭処理を行う。
【0067】
また、フッ化処理終了後も浸炭処理が継続していることが好ましい。このようにすることにより、フッ化処理により表面が活性化した金属メッシュ織物に対して、純粋な浸炭雰囲気でより多くの炭素原子を拡散浸透させることができ、表面強度を高くしたり硬化深さを大きくしたりする際に有利で、表面硬度の向上に対して有効だからである。また、上記浸炭処理をフッ化処理の終了を待たずに開始することにより、フッ化による表面の活性化を行ないながら炭素の拡散浸透を行なうことができ、表面強度を高くしたり硬化深さを大きくしたりする際に有利となる。また、上記浸炭処理は、フッ化処理が終了してから開始することもできるし、フッ化処理の開始と同時に浸炭処理を開始してもよいし、フッ化処理の開始後浸炭処理の終了を待たずに浸炭処理を開始してもよい趣旨である。
【0068】
図1において、1はマッフル炉であり、外殻2と、内部が処理室に形成された内容器4と、上記内容器4と外殻2の間に設けられたヒータ3とを備えている。上記内容器4内には、ガス導入管5および排気管6が連通している。上記ガス導入管5には、浸炭ガスであるH2,COが充填されたボンベ15、およびフッ化処理ガスであるN2+NF3,CO2が充填されたボンベ16が連通している。17は流量計、18はバルブである。
【0069】
また、上記排気管6には、排ガス処理装置14および真空ポンプ13が接続されている。これにより、内容器4内の処理室内に処理ガスを導入して排出するようになっている。上記処理室内には処理ガスを攪拌するモーター7付きのファン8が設けられている。11はワークであるオーステナイト系ステンレス鋼からなる金属メッシュ織物である。上記金属メッシュ織物11は、緩めた状態コイルすなわちルーズコイル状で炉内に装入して熱処理することができる。
【0070】
このマッフル炉1内に、例えば、金属メッシュ織物11を入れ、ボンベ16を流路に接続しNF3等のフッ素系ガスをマッフル炉1内に導入して加熱しながらフッ化処理をし、ついで排気管6からそのガスを真空ポンプ13の作用で引き出し、排ガス処理装置14内で無毒化して外部に放出する。ついで、ボンベ15を流路に接続しマッフル炉1内に先に述べた浸炭用ガスを導入して浸炭処理を行い、その後、排気管6、排ガス処理装置14を経由してガスを外部に排出する。この一連の作業によりフッ化処理と浸炭処理が行われる。
【0071】
上記のようにしてフッ化処理と浸炭処理を行うことにより、オーステナイト系ステンレス鋼からなる線材の表層部に、炭素固溶硬化層が形成される。
【0072】
ここで、上記炭素固溶硬化層とは、メッシュ線材の断面を腐食液であるマーブル試薬で腐食して顕微鏡観察したときに、下地の母材が腐食されるのに対し、表層部で腐食されずに白く現出する層をいう。
【0073】
このようにすることにより、浸炭処理によって形成される炭素固溶硬化層の、特に表面近傍の炭素濃度が十分に高くなり、格子拡張によって十分に強度が向上して優れた表面硬度が付与される。また、浸炭処理あがりの中間製品を抜き取り検査することにより、製品の表面硬度を計測できるため、中間製品の品質特性の基準をつくり、それに満たないものについては再度フッ化処理と浸炭処理を行うことができ、最終製品の不良率を減少して歩留まりを向上させることができる。特に、上記炭素固溶硬化層の硬度として、母材の表面から測定したマイクロビッカース硬度やヌープ硬度を基準とすることにより、非破壊で製品の検査をできて歩留まり低下を減少できる。
【0074】
上述したように、金属メッシュ織物を構成する軟質のオーステナイト系ステンレス鋼線材の表層部に対して炭素固溶硬化層を形成することにより、処理前のメッシュ織物に対し、1%耐力を1.1〜3倍とすることができる。
また、線材の表層部に炭素固溶硬化層を形成する処理を行うことにより、処理前のメッシュ織物に対し、弾性係数を1.1〜2.5倍とすることができる。
さらに、線材の表層部に炭素固溶硬化層を形成する処理を行うことにより、処理前のメッシュ織物に対し、弾性限度を1.1〜3.5倍とすることができる。
【0075】
その結果、メッシュ織物としての強度特性を下記の(1)〜(4)のようにすることができる。
【0076】
(1)縦方向におけるメッシュ織物としての破断強度が1000MPa以上2600MPa以下、破断伸びが1%以上8%以下、1%耐力が900MPa以上2400MPa以下であり、
横方向におけるメッシュ織物としての破断強度が1200MPa以上3400MPa以下、破断伸びが0.8%以上6%以下、1%耐力が900MPa以上2800MPa以下である。
【0077】
(2)縦方向におけるメッシュ織物としての弾性限度が500MPa以上1800MPa以下であり、
横方向におけるメッシュ織物としての弾性限度が600MPa以上2400MPa以下である。
【0078】
(3)縦方向におけるメッシュ織物としての弾性係数が40GPa以上120GPa以下であり、
横方向におけるメッシュ織物としての弾性係数が80GPa以上240GPa以下である。
【0079】
(4)縦方向におけるメッシュ織物としての弾性伸びが0.8%以上3%以下であり、
横方向におけるメッシュ織物としての弾性伸びが0.6%以上1.8%以下である。
【0080】
図2は、金属メッシュ織物を引っ張り試験した際の応力−歪(伸び)曲線の一例を示す。図の曲線において、破断したときの応力Cyが破断強度(MPa)であり、破断したときの永久歪(伸び)Cxが破断伸び(%)である。また、永久歪(伸び)が1%となるときの応力Byが1%耐力(MPa)である。
【0081】
さらに、図の曲線において、永久歪(伸び)が残らないで弾性回復しうる最大限度の応力Ayが弾性限度(MPa)、永久歪(伸び)が残らないで弾性回復しうる最大限度の歪(伸び)が弾性歪(伸び)(%)である。また、弾性限度までの弾性変形領域での傾きEが弾性係数(GPa)である。
【0082】
なお、応力−歪(伸び)曲線の測定は、一般織物試験方法JIS L 1096に従い、つぎのようにして行った。
【0083】
メッシュ織物の寸法を幅25mm×長さ150mmとし、チャック間距離を100mmとした。試験機は、この例では島津製作所AGS−J1000を用い、引っ張り速度を25mm/分とした。
【0084】
メッシュ数(M)から、織物幅25mmあたりの線材の本数(N=M/25.4×25本)を求める一方、線径(2r)から線材の断面積(S=πr2×N/1000000)を算出し、試験片の断面積(N×S)とし、測定値(P)を上記断面積(N×S)で除してみかけの応力とした。
【0085】
つぎに、実施例について説明する。
【実施例】
【0086】
下記の表3に示す条件により実施例1〜5の金属メッシュ織物を得た。なお、フッ化処理の雰囲気は、フッ素系ガスの濃度30000ppm(残りN2ガス)、浸炭処理の雰囲気は、10容量%CO+90容量%H2で行った。
【表3】
【0087】
〔断面顕微鏡写真〕
図3〜図7は、それぞれ上記のようにして得た実施例1〜5の金属メッシュ織物の断面顕微鏡写真である。炭素固溶硬化層が形成されていることがわかる。
【0088】
〔引っ張り試験結果〕
図8および図9は、250メッシュ、400メッシュ、640メッシュの金属メッシュ織物の引っ張り試験結果を示す。本発明を適用した実施例のものと、フッ化処理および浸炭処理を行っていない未処理の金属メッシュ織物を比較例として測定した。図8は縦方向の測定結果であり、図9は横方向の測定結果である。
【0089】
図8および図9に示すように、処理前のメッシュ織物に対し、1%耐力は、250メッシュのもので1.6〜1.7倍、400メッシュのもので1.7〜1.9倍、640メッシュのもので1.9〜2.0倍となっている。また、弾性係数は、250メッシュのもので1.2〜1.5倍、400メッシュのもので1.1〜1.2倍、640メッシュのもので1.3〜1.4倍となっている。また、弾性限度は、250メッシュのもので1.3〜1.6倍、400メッシュのもので1.5〜1.9倍、640メッシュのもので1.9〜2.0倍となっている。
【0090】
上記の結果から得られた数値データを下記の表4にまとめる。
【表4】
【0091】
〔印刷精度評価結果〕
実施例と比較例の金属メッシュ織物について、同じ仕様のスクリーン版とし、印刷精度の経時変化を評価した。
【0092】
試験方法は、以下に示すとおりである。
○使用メッシュ
比較例(未処理) SUS304製 400メッシュ 黒染めなし
実施例 上記メッシュ織物にフッ化処理および浸炭処理
フッ化処理条件 3容量%NF3+残部N2雰囲気、240℃×90分
浸炭処理条件 10容量%CO+残部H2雰囲気、450℃×2時間
○スクリーンサイズ: 320mm×320mm
○感光乳剤膜厚:15μm
○印刷機:LS−150
印刷速度:60mm/sec
○評価方法
規定のショット数のときに、ガラス基板に印刷を行ない、印刷物の所定の9点の座標を測定し、1ショット目の印刷物とのずれ(方向、距離)を測定してプロットした。
【0093】
図10〜図12は比較例と実施例の印刷精度評価結果を示す図であり、図10は比較例と実施例について上記9点の座標をプロットした図、図11は比較例の経時変化を折れ線グラフにした線図、図12は比較例の経時変化を折れ線グラフにした線図である。
【0094】
図10の結果からわかるように、実施例の方が比較例よりも印刷寸法制度が高いことがわかる。特に、5000ショット以後では比較例の精度低下が激しくなるのに対し、実施例では精度低下が低く抑えられていることがわかる。
【0095】
図11の結果からわかるように、比較例は、X方向のピッチ変化はあまりなく、Y方向のピッチが大きく伸びていることがわかる。また、右上がりの対角線は縮んでいるのに対し、右下がりの対角線は伸びており、9点座標が構成する格子が斜め変形をしていることがわかる。
【0096】
図12の結果からわかるように、実施例は、X方向のピッチはほぼ変化なく、Y方向もやや縮んでいるものの大きな変化ではないことがわかる。
【符号の説明】
【0097】
1 マッフル炉
2 外殻
3 ヒータ
4 内容器
5 ガス導入管
6 排気管
7 モーター
8 ファン
11 金属メッシュ織物
13 真空ポンプ
14 排ガス処理装置
15 ボンベ
16 ボンベ
17 流量計
18 バルブ
【特許請求の範囲】
【請求項1】
母材がオーステナイト系ステンレス鋼からなる線材がメッシュ織物に製織されたスクリーン印刷用金属メッシュ織物であって、
上記線材の表層部に、母材のオーステナイト相に炭素が固溶することにより母材より硬度の高い炭素固溶硬化層が形成され、
縦方向におけるメッシュ織物としての破断強度が1000MPa以上2600MPa以下、破断伸びが1%以上8%以下、1%耐力が900MPa以上2400MPa以下であり、
横方向におけるメッシュ織物としての破断強度が1200MPa以上3400MPa以下、破断伸びが0.8%以上6%以下、1%耐力が900MPa以上2800MPa以下であることを特徴とするスクリーン印刷用金属メッシュ織物。
【請求項2】
縦方向におけるメッシュ織物としての弾性限度が500MPa以上1800MPa以下であり、
横方向におけるメッシュ織物としての弾性限度が600MPa以上2400MPa以下である請求項1記載のスクリーン印刷用金属メッシュ織物。
【請求項3】
縦方向におけるメッシュ織物としての弾性係数が40GPa以上120GPa以下であり、
横方向におけるメッシュ織物としての弾性係数が80GPa以上240GPa以下である請求項1または2記載のスクリーン印刷用金属メッシュ織物。
【請求項4】
縦方向におけるメッシュ織物としての弾性伸びが0.8%以上3%以下であり、
横方向におけるメッシュ織物としての弾性伸びが0.6%以上1.8%以下である請求項1〜3のいずれか一項に記載のスクリーン印刷用金属メッシュ織物。
【請求項5】
上記線材の線径が50μm以下であり、製織されたメッシュ織物のメッシュが200メッシュ以上である請求項1〜4のいずれか一項に記載のスクリーン印刷用金属メッシュ織物。
【請求項6】
母材がオーステナイト系ステンレス鋼からなる線材をメッシュ織物に製織して金属メッシュ織物を形成し、
上記金属メッシュ織物を400℃以上490℃以下の温度に加熱保持することにより、線材の表層部に、母材のオーステナイト相に炭素を固溶させて母材より硬度の高い炭素固溶硬化層を形成する処理を行い、
縦方向におけるメッシュ織物としての破断強度を1000MPa以上2600MPa以下、破断伸びが1%以上8%以下、1%耐力が900MPa以上2400MPa以下とし、
横方向におけるメッシュ織物としての破断強度を1200MPa以上3400MPa以下、破断伸びが0.8%以上6%以下、1%耐力が900MPa以上2800MPa以下とすることを特徴とするスクリーン印刷用金属メッシュ織物の製造方法。
【請求項7】
線材の表層部に炭素固溶硬化層を形成する処理を行うことにより、処理前のメッシュ織物に対し、1%耐力を1.1〜3倍とする請求項6記載のスクリーン印刷用金属メッシュ織物の製造方法。
【請求項8】
線材の表層部に炭素固溶硬化層を形成する処理を行うことにより、処理前のメッシュ織物に対し、弾性係数を1.1〜2.5倍とする請求項6または7記載のスクリーン印刷用金属メッシュ織物の製造方法。
【請求項9】
線材の表層部に炭素固溶硬化層を形成する処理を行うことにより、処理前のメッシュ織物に対し、弾性限度を1.1〜3.5倍とする請求項6〜8のいずれか一項に記載のスクリーン印刷用金属メッシュ織物の製造方法。
【請求項10】
母材がオーステナイト系ステンレス鋼からなる線材がメッシュ織物に製織された金属メッシュ織物を用いたスクリーン印刷用スクリーン版であって、
上記線材の表層部に、母材のオーステナイト相に炭素が固溶することにより母材より硬度の高い炭素固溶硬化層が形成され、
縦方向におけるメッシュ織物としての破断強度が1000MPa以上2600MPa以下、破断伸びが1%以上8%以下、1%耐力が900MPa以上2400MPa以下であり、
横方向におけるメッシュ織物としての破断強度が1200MPa以上3400MPa以下、破断伸びが0.8%以上6%以下、1%耐力が900MPa以上2800MPa以下であることを特徴とするスクリーン印刷用スクリーン版。
【請求項1】
母材がオーステナイト系ステンレス鋼からなる線材がメッシュ織物に製織されたスクリーン印刷用金属メッシュ織物であって、
上記線材の表層部に、母材のオーステナイト相に炭素が固溶することにより母材より硬度の高い炭素固溶硬化層が形成され、
縦方向におけるメッシュ織物としての破断強度が1000MPa以上2600MPa以下、破断伸びが1%以上8%以下、1%耐力が900MPa以上2400MPa以下であり、
横方向におけるメッシュ織物としての破断強度が1200MPa以上3400MPa以下、破断伸びが0.8%以上6%以下、1%耐力が900MPa以上2800MPa以下であることを特徴とするスクリーン印刷用金属メッシュ織物。
【請求項2】
縦方向におけるメッシュ織物としての弾性限度が500MPa以上1800MPa以下であり、
横方向におけるメッシュ織物としての弾性限度が600MPa以上2400MPa以下である請求項1記載のスクリーン印刷用金属メッシュ織物。
【請求項3】
縦方向におけるメッシュ織物としての弾性係数が40GPa以上120GPa以下であり、
横方向におけるメッシュ織物としての弾性係数が80GPa以上240GPa以下である請求項1または2記載のスクリーン印刷用金属メッシュ織物。
【請求項4】
縦方向におけるメッシュ織物としての弾性伸びが0.8%以上3%以下であり、
横方向におけるメッシュ織物としての弾性伸びが0.6%以上1.8%以下である請求項1〜3のいずれか一項に記載のスクリーン印刷用金属メッシュ織物。
【請求項5】
上記線材の線径が50μm以下であり、製織されたメッシュ織物のメッシュが200メッシュ以上である請求項1〜4のいずれか一項に記載のスクリーン印刷用金属メッシュ織物。
【請求項6】
母材がオーステナイト系ステンレス鋼からなる線材をメッシュ織物に製織して金属メッシュ織物を形成し、
上記金属メッシュ織物を400℃以上490℃以下の温度に加熱保持することにより、線材の表層部に、母材のオーステナイト相に炭素を固溶させて母材より硬度の高い炭素固溶硬化層を形成する処理を行い、
縦方向におけるメッシュ織物としての破断強度を1000MPa以上2600MPa以下、破断伸びが1%以上8%以下、1%耐力が900MPa以上2400MPa以下とし、
横方向におけるメッシュ織物としての破断強度を1200MPa以上3400MPa以下、破断伸びが0.8%以上6%以下、1%耐力が900MPa以上2800MPa以下とすることを特徴とするスクリーン印刷用金属メッシュ織物の製造方法。
【請求項7】
線材の表層部に炭素固溶硬化層を形成する処理を行うことにより、処理前のメッシュ織物に対し、1%耐力を1.1〜3倍とする請求項6記載のスクリーン印刷用金属メッシュ織物の製造方法。
【請求項8】
線材の表層部に炭素固溶硬化層を形成する処理を行うことにより、処理前のメッシュ織物に対し、弾性係数を1.1〜2.5倍とする請求項6または7記載のスクリーン印刷用金属メッシュ織物の製造方法。
【請求項9】
線材の表層部に炭素固溶硬化層を形成する処理を行うことにより、処理前のメッシュ織物に対し、弾性限度を1.1〜3.5倍とする請求項6〜8のいずれか一項に記載のスクリーン印刷用金属メッシュ織物の製造方法。
【請求項10】
母材がオーステナイト系ステンレス鋼からなる線材がメッシュ織物に製織された金属メッシュ織物を用いたスクリーン印刷用スクリーン版であって、
上記線材の表層部に、母材のオーステナイト相に炭素が固溶することにより母材より硬度の高い炭素固溶硬化層が形成され、
縦方向におけるメッシュ織物としての破断強度が1000MPa以上2600MPa以下、破断伸びが1%以上8%以下、1%耐力が900MPa以上2400MPa以下であり、
横方向におけるメッシュ織物としての破断強度が1200MPa以上3400MPa以下、破断伸びが0.8%以上6%以下、1%耐力が900MPa以上2800MPa以下であることを特徴とするスクリーン印刷用スクリーン版。
【図1】


【図2】
【図8】
【図9】

【図10】
【図11】
【図12】

【図3】
【図4】
【図5】
【図6】

【図7】

【図2】
【図8】
【図9】
【図10】
【図11】
【図12】
【図3】
【図4】
【図5】
【図6】
【図7】
【公開番号】特開2011−11480(P2011−11480A)
【公開日】平成23年1月20日(2011.1.20)
【国際特許分類】
【出願番号】特願2009−158363(P2009−158363)
【出願日】平成21年7月3日(2009.7.3)
【国等の委託研究の成果に係る記載事項】(出願人による申告)平成18年度、経済産業省、地域新生コンソーシアム研究開発事業(革新的低温表面熱処理技術とステンレス鋼の耐食・耐摩耗部材開発)、産業再生法第30条の適用を受ける特許出願
【出願人】(000126115)エア・ウォーター株式会社 (254)
【出願人】(592066723)中沼アートスクリーン株式会社 (8)
【Fターム(参考)】
【公開日】平成23年1月20日(2011.1.20)
【国際特許分類】
【出願日】平成21年7月3日(2009.7.3)
【国等の委託研究の成果に係る記載事項】(出願人による申告)平成18年度、経済産業省、地域新生コンソーシアム研究開発事業(革新的低温表面熱処理技術とステンレス鋼の耐食・耐摩耗部材開発)、産業再生法第30条の適用を受ける特許出願
【出願人】(000126115)エア・ウォーター株式会社 (254)
【出願人】(592066723)中沼アートスクリーン株式会社 (8)
【Fターム(参考)】
[ Back to top ]