
テープ、特に柄入りラベルテープの製造のための方法及び設備

【課題】熱切断による柄入りテープの製造に当たって、切断区域の布の糸を相互にほつれることがないラベルテープの製造方法を提供する。
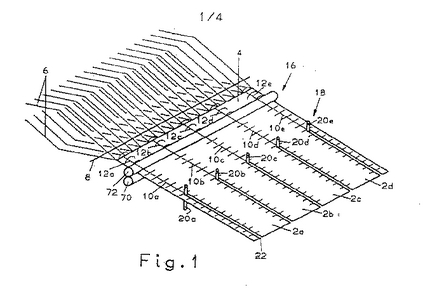
【解決手段】テープの製造において溶融糸及び接着糸を含む切断区域(12、12a、12b、12c、12d)を切断線(10、10a、10b、10c、10d、10e)に沿って備えた布(4)をまず製作する。切断区域をプレスすることにより及び/又は切断区域に熱を発生することにより、切断区域の布の糸が互いに結合される。プレス装置に切断装置(18)が後置され、切断部材(20a、20b、20c、20d、20e)により切断区域(12、12a、12b、12c、12d)の切断線(10、10a、10b、10c、10d、10e)に沿って布を分断し、テープ(2a、2b、2c、2d)を作る。
【解決手段】テープの製造において溶融糸及び接着糸を含む切断区域(12、12a、12b、12c、12d)を切断線(10、10a、10b、10c、10d、10e)に沿って備えた布(4)をまず製作する。切断区域をプレスすることにより及び/又は切断区域に熱を発生することにより、切断区域の布の糸が互いに結合される。プレス装置に切断装置(18)が後置され、切断部材(20a、20b、20c、20d、20e)により切断区域(12、12a、12b、12c、12d)の切断線(10、10a、10b、10c、10d、10e)に沿って布を分断し、テープ(2a、2b、2c、2d)を作る。
【発明の詳細な説明】
技術分野
本発明はテープ特に柄入りラベルテーブの製造方法及び本方法の実施のための設備に関する。
先行技術
冒頭に挙げた種類の方法及び当該の設備はEP−A−0389793号により知られている。その場合広幅の可融布が製造され、切断線に沿って熱い切断部材でテープに分断され、次にこのテープが熱固定される。切断過程で切断部に発生する溶融物は比較的硬く粗いこぶ又はかどを生じ、これが切断されたテープの外観と取扱いを阻害する。EP−A−0389793号によれば溶融縁を具備するテープ縁端区域をテープの中空区域にある、端縁と平行な折り線に沿って折り返し、こうして折り縁を形成し、その上で折り縁を当該のテープ条片の隣接面区域に接着することによって上記の欠点を回避しようとする。
このために重なり合う部分をホットプレスする。繰り入れられた溶融糸がそれによって融解し、固定を生じる。この過程は比較的複雑であり、また特に比較的広幅な縁端区域が生じる。これは繊維材料の損失とみなされる。しかもこの方法と設備は溶融糸を含まないテープには不適当である。
非溶融糸からなり、融点が基礎織物の材料の分解温度より低い補助タテ糸を所定の切断線に沿って含む布を製造することがDE−A−3608787号により知られている。切断の前に布を切断線に沿って熱してプレスする。こうして溶融タテ糸が融解し、基礎織物の糸をほつれないように互いに結合する。その上で切断線に沿って機械切断を行う。この方法及び設備は熱切断に適さないことが欠点である。DE−A−3608787号では熱切断がはっきりと除外されている。
発明の説明
本発明の課題は冒頭に挙げた種類の方法及び設備を一層改善することである。
この課題は
a)請求項1による方法、
b)請求項8による装置
によって解決される。
一方では切断線に沿って切断区域を配列することにより、他方では熱と圧力を加えると完全に融解する溶融糸及び/又は基礎材料が接着層を具備し、熱及び/又は圧力を加えると接着層が活性化される接着糸を切断区域に配列することにより、かつ熱と圧力を加えて切断区域の布の糸を結合することにより、布の切断の後にほつれがもはや起こらないように布の基礎織物の糸が互いに結合される。またその場合特に薄く細く柔軟な切断区域が作られる。また特にこの方法及び設備によって熱可塑性糸からなる布だけでなく、特に非熱可塑性糸からなる布も加工できるという利点が生まれる。なぜなら切断線に沿って固定された切断区域を機械式切断装置例えば鋏で切断することができるからである。いずれにせよ切断過程に後置された熱固定は、切断区域が完全に平滑化されたひずみのないテープを保証する。
本方法の有利な構成が請求項2ないし7に、装置の有利な構成が請求項8ないし13に記載されている。
請求項1によれば切断区域を一重織物として形成することができるが、請求項2により中空区域として形成するのが一層有利である。
溶融糸及び/又は接着糸の配列については、多種多様な可能性が生まれる。
特に柄入り布においては個々の柄糸が区域的に浮いて露出する。ところが本発明によればこのような糸を中空区域又は切断区域で完全に固定することができる。一方では熱処理により、他方ではプレス加工により、溶融物が布の繊維材料の毛管に押しやられるから、浮き糸も確実に固定される。
切断区域の中央で布を切断すれば最良の結果が得られる。
場合によっては切断区域に例えば円形、くさび形又はその他の鮮明な外観を与えるために、請求項7により切断の後に更に切断区域を成形することが好ましい。
布として編み物又は特に織物を製造し加工することができるように、方法及び設備を構成することができる。
切断区域を形成するための装置は、請求項9により中空区域又は一重区域を作るように構成することができる。
プレス装置は請求項10に基づいて構成することができるが、請求項11による構造が一層有利である。それによって切断区域の個別的プレス加工が可能である。その場合プレス装置は請求項12により加熱可能であり、一重又は二重ロールとして形成することができる。また熱を作用させつつ切断区域をプレスするためのハンマー装置又はバイブレーション装置も可能である。
特に好適なのは請求項13による構造である。その場合は一方ではテープに特別の外観を与えるために、他方では使用特性を改善するために、テープの切断縁を更に加工することができるからである。
【図面の簡単な説明】
本発明の主題の実施例を次に概略図面に基づいて詳述する。
【図1】は織成した布からのテープの製造の概略斜視図、
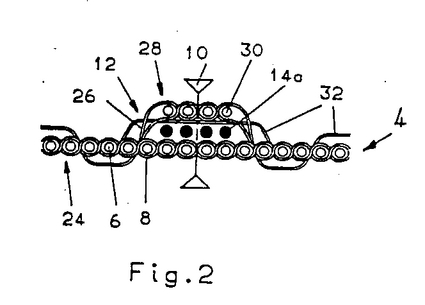
【図2】は溶融糸及び/又は接着糸を挿入し、中空区域として形成した布の切断区域の横断面図、
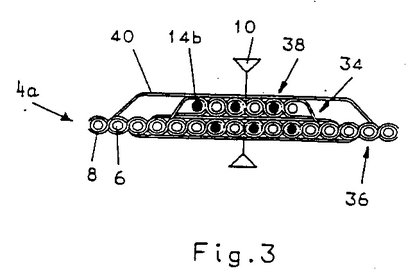
【図3】は溶融糸及び/又は接着糸を織り込み、中空区域として形成した布の切断区域の横断面図、
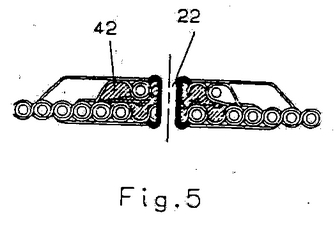
【図4】は熱を作用させつつプレスした図2の切断区域、
【図5】は熱を作用させつつプレスして切断した図3による切断区域、
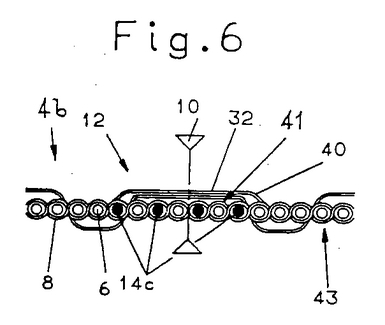
【図6】は溶融糸及び/又は接着糸を織り込み、一重織物として形成した切断区域の横断面図、
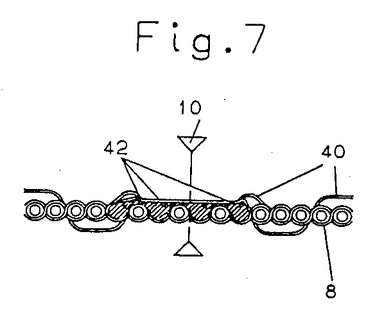
【図7】は熱を作用させつつプレスした図6の切断区域、
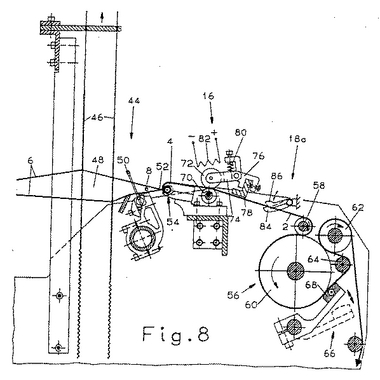
【図8】はテープ製造設備の垂直断面図、
【図9】は図8の設備のための熱切断装置の垂直断面図、
【図10】は図8の設備のための加熱可能な中空区域プレス装置の拡大垂直断面図、
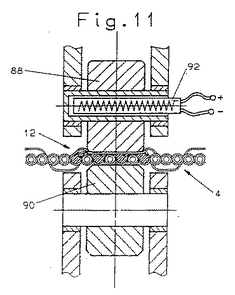
【図11】は図8の設備のための加熱可能な一重織物プレス装置の拡大垂直断面図、
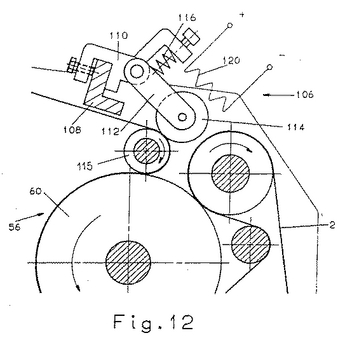
【図12】は図8の設備のための成形装置の拡大垂直断面図、
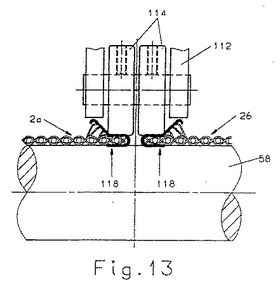
【図13】は図12の成形装置のロールの拡大正面図を示す。 発明の実施のための方策 図1は布4からのテープ2a、2b、2c、2dの製造の概略図を示す。本例では織成した布を取り上げる。その構造を図2ないし7に詳しく示す。布4はタテ糸6及び織り込まれたヨコ糸8からなり、溶融糸及び/又は接着糸14a、14bを具備する切断区域12a、12b、12c、12d、12eが、切断線10a、10b、10c、10d、10eに沿って形成されるようにして製造する。こうして製造された布をプレス装置16へ送り、そこで切断区域12a、12b、12c、12d、12eをプレスし、加熱して、溶融糸及び/又は接着糸14a、14b、14cを融解し、溶融物を布の隣接区域に拡散させ、こうして布の糸を互いに結合する。このように予備処理した布を次の工程段階で切断装置18へ送る。切断装置18は切断部材20a、20b、20c、20d、20eを有する。切断部材20a、20b、20c、20d、20eは熱せられており、予備処理した布4を切断線10a、10b、10c、10d、10eに沿って切断する。こうして個々のテープ2a、2b、2c、2dが切断ギャップ22によって互いに分離される。 布の構造は、例えば図2に従って構成することができる。その場合タテ糸6はヨコ糸8によって結び付けられ、基礎織物を形成する。別のヨコ糸26が別のタテ糸30と共に中空織物部分28を形成する。切断区域を定める中空区域12に溶融糸及び/又は接着糸14aを挿入することができる。図4で明らかなように、熱を作用させつつプレスすると溶融糸及び/又は接着糸が融解し、布の残余の糸を互いに結合する。また柄を入れるために用いられ、中空区域12を通るヨコ糸32が図2及び4で明らかである。 図3及び5は基礎織物がやはりタテ糸6とヨコ糸8からなる布4aを示す。切断区域34もまた基礎織物36の裏側にある中空織物部分38からなる。本例では個別の通常のタテ糸6の代わりに、溶融糸及び/又は接着糸14bが中空区域34の両側で織物に織り込まれている。図2の例では溶融糸をタテ糸に関係なく送ることができるが、図3の織物の場合は溶融糸14bがタテ糸に関連して通される。また図3の例では中空区域34に通された柄入れのためのヨコ糸40が認められる。熱を作用させつつプレスすると溶融糸及び/又は接着糸14bは融解し、溶融区域42を形成する。この溶融区域が残余の糸を互いに結合する。 図6及び7は切断区域41が一重織物部分として形成された布4bを示す。タテ糸6とヨコ糸8がやはり基礎織物43を形成し、柄入れのためのヨコ糸40が基礎織物40に織り込まれている。切断区域41に通常のタテ糸6の代わりに溶融糸及び/又は接着糸14cが織り込まれる。溶融糸及び/又は接着糸14cは熱の作用のもとでプレスすることによって融解し、隣接の糸を互いに確実に結合する溶融区域42を形成するから、切断線10に沿って切断区域41を切断することができ、切断により影響される糸が固定されている。 図8は図1に略示したテープ製造法の実施のための設備を示す。設備は、タテ糸6と溶融糸及び/又は接着糸がヘルド46に沿って導かれてひ道48を形成する織成区域44を具備する。ひ道48にヨコ糸8が入れられ、リード50によってへり52に打ち付けられる。織機の制御は公知のように所定の切断線に沿って中空区域が布に生じるように選定されている。布押さえ54は織成した布4を布巻取り装置56へ導くためのものである。布巻取り装置56は第1の変向ロール58、巻取りロール60及び別の変向ロール62、64からなる。変向ロール62、64は切断されたテープ2を詳しく図示しないクロスビームへ導き、テープはこれに巻き取られる。また布巻取り装置は熱した接触片68を有する熱固定装置66を具備する。接触片68をテープに押し付けることができる。 布押さえ54と布巻取り装置56の間に、下ロール70と上ロール72を有するプレス装置16が配設されている。上ロール72はホルダー76に旋回可能に枢着した張出し腕74に支承され、一方ホルダー76は布の上に張り出す支え78に固定されている。ばね80は上ロール72を下ロール70に予圧するために使用される。上ロール27はヒータ82によって加熱される。 プレス装置に切断装置が後置される。本例では切断装置は機械式に構成され、詳しく図示しない仕方で操作される2個の相互に移動可能な鋏ブレード84、86を有する。 全幅にわたって連続するロール70、72を備えた図1及び8に示すプレス装置の代わりに、プレス装置が図10及び11に従って構成され、各切断線又は各切断区域毎に2個の別個のロール88、90を有することもできる。その内の例えば上ロール88は、カートリッジ形ヒータとしてロール88の軸94に配設されたヒータ92を具備する。 図10の例ではプレス装置は図2及び4による、即ち中空区域として形成された切断区域を有する布を加工する。図11では図6及び7による、即ち一重の布として形成された切断区域41を有する布4bをプレスする。 図9は切断装置18の別の構造を示す。図1の例によれば切断装置18は各切断線毎に切断部材20を有する。図9の切断装置は、布の上に張出す支え96に調整可能に配設したホルダー98を具備する。ホルダー98に2本のアーム100、102が固定されており、布の走行方向と逆向きの端部に夫々切断部材20を担持する。切断部材20を加熱するために、切断部材20への給電線104がアーム100、102に配設されている。 最後に図12及び13は成形装置106を示す。成形装置106は一方では切断装置18に後置され、他方では布巻取り装置及び熱固定装置に前置される。この成形装置106はプレス装置と同様に構成され、やはり支え108に固定されたホルダー110を具備する。従って成形装置106を夫々切断線10又は切断ギャップ22に配属することができる。ホルダー110は旋回可能な張出し腕112を具備し、これにプレスローラ114が配設され、相手ロール115と相互作用する。ばね116は張出し腕112、それと共にプレスローラ114を相手ロール115に予圧するために使用され、こうして相手ロール115の上に通されるテープ2a、2bの切断区域118をプレスする。ヒータ120は切断区域118の成形を促進するために、プレスローラ114を加熱する。参照符号一覧 2 テープ 2a テープ 2b テープ 2c テープ 2d テープ 4 布 4a 布 4b 布 6 タテ糸 8 ヨコ糸 10 切断線 10a 切断線 10b 切断線 10c 切断線 10d 切断線 10e 切断線 12 切断区域 12a 切断区域 12b 切断区域 12c 切断区域 12d 切断区域 12e 切断区域 14a 溶融糸/接着糸 14b 溶融糸/接着糸 14c 溶融糸/接着糸 16 プレス装置 16a プレス装置 18 切断装置 18a 切断装置 20 切断部材 20a 切断部材 20b 切断部材 20c 切断部材 20d 切断部材 20e 切断部材 22 切断ギャップ 24 基礎織物 26 ヨコ糸 28 中空織物部分 30 タテ糸 32 ヨコ糸 34 切断区域 36 基礎織物 38 中空織物部分 40 ヨコ糸 41 切断区域 42 溶融区域 43 基礎織物 44 織成区域 46 ヘルド 48 ひ道 50 リード 52 へり 54 布押さえ 56 布巻取り装置 58 変向ロール 60 巻取りロール 62 変向ロール 64 変向ロール 66 熱固定装置 68 接触片 70 下ロール 72 上ロール 74 張出し腕 76 ホルダー 78 支え 80 ばね 82 ヒータ 84 鋏ブレード 86 鋏ブレード 88 上ロール 90 下ロール 92 ヒータ 94 軸 96 支え 98 ホルダー 100 アーム 102 アーム 104 電線 106 成形装置 108 支え 110 ホルダー 112 張出し腕 114 プレスローラ 115 相手ロール 116 ばね 118 切断区域 120 ヒータ
技術分野
本発明はテープ特に柄入りラベルテーブの製造方法及び本方法の実施のための設備に関する。
先行技術
冒頭に挙げた種類の方法及び当該の設備はEP−A−0389793号により知られている。その場合広幅の可融布が製造され、切断線に沿って熱い切断部材でテープに分断され、次にこのテープが熱固定される。切断過程で切断部に発生する溶融物は比較的硬く粗いこぶ又はかどを生じ、これが切断されたテープの外観と取扱いを阻害する。EP−A−0389793号によれば溶融縁を具備するテープ縁端区域をテープの中空区域にある、端縁と平行な折り線に沿って折り返し、こうして折り縁を形成し、その上で折り縁を当該のテープ条片の隣接面区域に接着することによって上記の欠点を回避しようとする。
このために重なり合う部分をホットプレスする。繰り入れられた溶融糸がそれによって融解し、固定を生じる。この過程は比較的複雑であり、また特に比較的広幅な縁端区域が生じる。これは繊維材料の損失とみなされる。しかもこの方法と設備は溶融糸を含まないテープには不適当である。
非溶融糸からなり、融点が基礎織物の材料の分解温度より低い補助タテ糸を所定の切断線に沿って含む布を製造することがDE−A−3608787号により知られている。切断の前に布を切断線に沿って熱してプレスする。こうして溶融タテ糸が融解し、基礎織物の糸をほつれないように互いに結合する。その上で切断線に沿って機械切断を行う。この方法及び設備は熱切断に適さないことが欠点である。DE−A−3608787号では熱切断がはっきりと除外されている。
発明の説明
本発明の課題は冒頭に挙げた種類の方法及び設備を一層改善することである。
この課題は
a)請求項1による方法、
b)請求項8による装置
によって解決される。
一方では切断線に沿って切断区域を配列することにより、他方では熱と圧力を加えると完全に融解する溶融糸及び/又は基礎材料が接着層を具備し、熱及び/又は圧力を加えると接着層が活性化される接着糸を切断区域に配列することにより、かつ熱と圧力を加えて切断区域の布の糸を結合することにより、布の切断の後にほつれがもはや起こらないように布の基礎織物の糸が互いに結合される。またその場合特に薄く細く柔軟な切断区域が作られる。また特にこの方法及び設備によって熱可塑性糸からなる布だけでなく、特に非熱可塑性糸からなる布も加工できるという利点が生まれる。なぜなら切断線に沿って固定された切断区域を機械式切断装置例えば鋏で切断することができるからである。いずれにせよ切断過程に後置された熱固定は、切断区域が完全に平滑化されたひずみのないテープを保証する。
本方法の有利な構成が請求項2ないし7に、装置の有利な構成が請求項8ないし13に記載されている。
請求項1によれば切断区域を一重織物として形成することができるが、請求項2により中空区域として形成するのが一層有利である。
溶融糸及び/又は接着糸の配列については、多種多様な可能性が生まれる。
特に柄入り布においては個々の柄糸が区域的に浮いて露出する。ところが本発明によればこのような糸を中空区域又は切断区域で完全に固定することができる。一方では熱処理により、他方ではプレス加工により、溶融物が布の繊維材料の毛管に押しやられるから、浮き糸も確実に固定される。
切断区域の中央で布を切断すれば最良の結果が得られる。
場合によっては切断区域に例えば円形、くさび形又はその他の鮮明な外観を与えるために、請求項7により切断の後に更に切断区域を成形することが好ましい。
布として編み物又は特に織物を製造し加工することができるように、方法及び設備を構成することができる。
切断区域を形成するための装置は、請求項9により中空区域又は一重区域を作るように構成することができる。
プレス装置は請求項10に基づいて構成することができるが、請求項11による構造が一層有利である。それによって切断区域の個別的プレス加工が可能である。その場合プレス装置は請求項12により加熱可能であり、一重又は二重ロールとして形成することができる。また熱を作用させつつ切断区域をプレスするためのハンマー装置又はバイブレーション装置も可能である。
特に好適なのは請求項13による構造である。その場合は一方ではテープに特別の外観を与えるために、他方では使用特性を改善するために、テープの切断縁を更に加工することができるからである。
【図面の簡単な説明】
本発明の主題の実施例を次に概略図面に基づいて詳述する。
【図1】は織成した布からのテープの製造の概略斜視図、
【図2】は溶融糸及び/又は接着糸を挿入し、中空区域として形成した布の切断区域の横断面図、
【図3】は溶融糸及び/又は接着糸を織り込み、中空区域として形成した布の切断区域の横断面図、
【図4】は熱を作用させつつプレスした図2の切断区域、
【図5】は熱を作用させつつプレスして切断した図3による切断区域、
【図6】は溶融糸及び/又は接着糸を織り込み、一重織物として形成した切断区域の横断面図、
【図7】は熱を作用させつつプレスした図6の切断区域、
【図8】はテープ製造設備の垂直断面図、
【図9】は図8の設備のための熱切断装置の垂直断面図、
【図10】は図8の設備のための加熱可能な中空区域プレス装置の拡大垂直断面図、
【図11】は図8の設備のための加熱可能な一重織物プレス装置の拡大垂直断面図、
【図12】は図8の設備のための成形装置の拡大垂直断面図、
【図13】は図12の成形装置のロールの拡大正面図を示す。 発明の実施のための方策 図1は布4からのテープ2a、2b、2c、2dの製造の概略図を示す。本例では織成した布を取り上げる。その構造を図2ないし7に詳しく示す。布4はタテ糸6及び織り込まれたヨコ糸8からなり、溶融糸及び/又は接着糸14a、14bを具備する切断区域12a、12b、12c、12d、12eが、切断線10a、10b、10c、10d、10eに沿って形成されるようにして製造する。こうして製造された布をプレス装置16へ送り、そこで切断区域12a、12b、12c、12d、12eをプレスし、加熱して、溶融糸及び/又は接着糸14a、14b、14cを融解し、溶融物を布の隣接区域に拡散させ、こうして布の糸を互いに結合する。このように予備処理した布を次の工程段階で切断装置18へ送る。切断装置18は切断部材20a、20b、20c、20d、20eを有する。切断部材20a、20b、20c、20d、20eは熱せられており、予備処理した布4を切断線10a、10b、10c、10d、10eに沿って切断する。こうして個々のテープ2a、2b、2c、2dが切断ギャップ22によって互いに分離される。 布の構造は、例えば図2に従って構成することができる。その場合タテ糸6はヨコ糸8によって結び付けられ、基礎織物を形成する。別のヨコ糸26が別のタテ糸30と共に中空織物部分28を形成する。切断区域を定める中空区域12に溶融糸及び/又は接着糸14aを挿入することができる。図4で明らかなように、熱を作用させつつプレスすると溶融糸及び/又は接着糸が融解し、布の残余の糸を互いに結合する。また柄を入れるために用いられ、中空区域12を通るヨコ糸32が図2及び4で明らかである。 図3及び5は基礎織物がやはりタテ糸6とヨコ糸8からなる布4aを示す。切断区域34もまた基礎織物36の裏側にある中空織物部分38からなる。本例では個別の通常のタテ糸6の代わりに、溶融糸及び/又は接着糸14bが中空区域34の両側で織物に織り込まれている。図2の例では溶融糸をタテ糸に関係なく送ることができるが、図3の織物の場合は溶融糸14bがタテ糸に関連して通される。また図3の例では中空区域34に通された柄入れのためのヨコ糸40が認められる。熱を作用させつつプレスすると溶融糸及び/又は接着糸14bは融解し、溶融区域42を形成する。この溶融区域が残余の糸を互いに結合する。 図6及び7は切断区域41が一重織物部分として形成された布4bを示す。タテ糸6とヨコ糸8がやはり基礎織物43を形成し、柄入れのためのヨコ糸40が基礎織物40に織り込まれている。切断区域41に通常のタテ糸6の代わりに溶融糸及び/又は接着糸14cが織り込まれる。溶融糸及び/又は接着糸14cは熱の作用のもとでプレスすることによって融解し、隣接の糸を互いに確実に結合する溶融区域42を形成するから、切断線10に沿って切断区域41を切断することができ、切断により影響される糸が固定されている。 図8は図1に略示したテープ製造法の実施のための設備を示す。設備は、タテ糸6と溶融糸及び/又は接着糸がヘルド46に沿って導かれてひ道48を形成する織成区域44を具備する。ひ道48にヨコ糸8が入れられ、リード50によってへり52に打ち付けられる。織機の制御は公知のように所定の切断線に沿って中空区域が布に生じるように選定されている。布押さえ54は織成した布4を布巻取り装置56へ導くためのものである。布巻取り装置56は第1の変向ロール58、巻取りロール60及び別の変向ロール62、64からなる。変向ロール62、64は切断されたテープ2を詳しく図示しないクロスビームへ導き、テープはこれに巻き取られる。また布巻取り装置は熱した接触片68を有する熱固定装置66を具備する。接触片68をテープに押し付けることができる。 布押さえ54と布巻取り装置56の間に、下ロール70と上ロール72を有するプレス装置16が配設されている。上ロール72はホルダー76に旋回可能に枢着した張出し腕74に支承され、一方ホルダー76は布の上に張り出す支え78に固定されている。ばね80は上ロール72を下ロール70に予圧するために使用される。上ロール27はヒータ82によって加熱される。 プレス装置に切断装置が後置される。本例では切断装置は機械式に構成され、詳しく図示しない仕方で操作される2個の相互に移動可能な鋏ブレード84、86を有する。 全幅にわたって連続するロール70、72を備えた図1及び8に示すプレス装置の代わりに、プレス装置が図10及び11に従って構成され、各切断線又は各切断区域毎に2個の別個のロール88、90を有することもできる。その内の例えば上ロール88は、カートリッジ形ヒータとしてロール88の軸94に配設されたヒータ92を具備する。 図10の例ではプレス装置は図2及び4による、即ち中空区域として形成された切断区域を有する布を加工する。図11では図6及び7による、即ち一重の布として形成された切断区域41を有する布4bをプレスする。 図9は切断装置18の別の構造を示す。図1の例によれば切断装置18は各切断線毎に切断部材20を有する。図9の切断装置は、布の上に張出す支え96に調整可能に配設したホルダー98を具備する。ホルダー98に2本のアーム100、102が固定されており、布の走行方向と逆向きの端部に夫々切断部材20を担持する。切断部材20を加熱するために、切断部材20への給電線104がアーム100、102に配設されている。 最後に図12及び13は成形装置106を示す。成形装置106は一方では切断装置18に後置され、他方では布巻取り装置及び熱固定装置に前置される。この成形装置106はプレス装置と同様に構成され、やはり支え108に固定されたホルダー110を具備する。従って成形装置106を夫々切断線10又は切断ギャップ22に配属することができる。ホルダー110は旋回可能な張出し腕112を具備し、これにプレスローラ114が配設され、相手ロール115と相互作用する。ばね116は張出し腕112、それと共にプレスローラ114を相手ロール115に予圧するために使用され、こうして相手ロール115の上に通されるテープ2a、2bの切断区域118をプレスする。ヒータ120は切断区域118の成形を促進するために、プレスローラ114を加熱する。参照符号一覧 2 テープ 2a テープ 2b テープ 2c テープ 2d テープ 4 布 4a 布 4b 布 6 タテ糸 8 ヨコ糸 10 切断線 10a 切断線 10b 切断線 10c 切断線 10d 切断線 10e 切断線 12 切断区域 12a 切断区域 12b 切断区域 12c 切断区域 12d 切断区域 12e 切断区域 14a 溶融糸/接着糸 14b 溶融糸/接着糸 14c 溶融糸/接着糸 16 プレス装置 16a プレス装置 18 切断装置 18a 切断装置 20 切断部材 20a 切断部材 20b 切断部材 20c 切断部材 20d 切断部材 20e 切断部材 22 切断ギャップ 24 基礎織物 26 ヨコ糸 28 中空織物部分 30 タテ糸 32 ヨコ糸 34 切断区域 36 基礎織物 38 中空織物部分 40 ヨコ糸 41 切断区域 42 溶融区域 43 基礎織物 44 織成区域 46 ヘルド 48 ひ道 50 リード 52 へり 54 布押さえ 56 布巻取り装置 58 変向ロール 60 巻取りロール 62 変向ロール 64 変向ロール 66 熱固定装置 68 接触片 70 下ロール 72 上ロール 74 張出し腕 76 ホルダー 78 支え 80 ばね 82 ヒータ 84 鋏ブレード 86 鋏ブレード 88 上ロール 90 下ロール 92 ヒータ 94 軸 96 支え 98 ホルダー 100 アーム 102 アーム 104 電線 106 成形装置 108 支え 110 ホルダー 112 張出し腕 114 プレスローラ 115 相手ロール 116 ばね 118 切断区域 120 ヒータ
【特許請求の範囲】
【請求項1】
テープ、特に柄入りラベルテープの製造方法であって、
a)少なくとも一部に熱可塑性糸(6、8)を含み、切断区域(12、12a、12b、12c、12d、34、41、118)を切断線(10、10a、10b、10c、10d、10e)に沿って配置した布(4、4a、4b)を製造し、
b)切断線(10、10a、10b、10c、10d、10e)に沿って布(4、4a、4b)をテープに熱切断し、
c)テープ(2、2a、2b、2c、2d)を布巻取り装置内において熱固定するラベルテープの製造方法において、
切断区域(41、118)を一重織物として形成し、溶融糸及び/又は接着糸(14c)を混織するとともに、
前記熱切断する前に、切断区域の布の前記熱可塑性糸(6、8)と他の溶融糸及び/又は接着糸(14a、14b、14c)とを加熱して、これらの糸を溶融温度及び/又は接着温度とし、切断区域をプレスして、切断区域の布の糸を相互にほつれないように結合することを特徴とするラベルテープの製造方法。
【請求項2】
テープ、特に柄入りラベルテープの製造方法であって、
a)少なくとも一部に熱可塑性糸(6、8)を含み、切断区域(12、12a、12b、12c、12d、34、41、118)を切断線(10、10a、10b、10c、10d、10e)に沿って配置した布(4、4a、4b)を製造し、
b)切断線(10、10a、10b、10c、10d、10e)に沿って布(4、4a、4b)をテープに熱切断し、
c)テープ(2、2a、2b、2c、2d)を布巻取り装置内において熱固定するラベルテープの製造方法において、
前記熱切断する前に、切断区域の布の前記熱可塑性糸(6、8)と他の溶融糸及び/又は接着糸(14a、14b、14c)とを加熱して、これらの糸を溶融温度及び/又は接着温度とし、切断区域をプレスして、切断区域の布の糸を相互にほつれないように結合するとともに、前記切断区域(12、12a、12b、12c、12d、34)をタテ糸とヨコ糸とにより形成された基礎織物と、該基礎織物の裏側に別のタテ糸とヨコ糸とにより形成された織物部分とより成る中空区域(28、38)として形成したことを特徴とするラベルテープの製造方法。
【請求項3】
溶融糸及び/又は接着糸(14a)を布(4)の中空区域(28)にゆるく配列したことを特徴とする請求項2に記載の方法。
【請求項4】
溶融糸及び/又は接着糸(14b)の少なくとも一部を布(4a)の中空区域(34)の上部(38)及び/又は下部(36)と結合したことを特徴とする請求項2に記載の方法。
【請求項5】
溶融糸及び/又は接着糸(14b)を布(4a)の中空区域(34)の少なくとも一部に含めたことを特徴とする請求項2に記載の方法。
【請求項6】
布(4、4a、4b)の少なくとも一部が溶融糸及び/又は接着糸より高い融解温度を有する熱可塑性糸(6、8)からなることを特徴とする請求項1ないし5のいずれか1つに記載の方法。
【請求項7】
切断の後かつ熱固定の前に切断区域(118)を成形することことを特徴とする請求項1ないし6のいずれか1つに記載の方法。
【請求項8】
請求項1ないし7のいずれか1つに記載の方法の実施のための装置において、
a)切断区域(12、12a、12b、12c、12d、34、41、118)を切断線(10、10a、10b、10c、10d、10e)に沿って形成し、溶融糸及び/又は接着糸(14a、14b、14c)を上記切断区域に配置するための部材を備えた布(4、4a、4b)の製造装置(44)と、
b)切断区域(12、12a、12b、12c、12d、34、41、118)を加熱及びプレスし、溶融糸及び/又は接着糸(14a、14b)の溶融により布(4、4a、4b)の切断区域の糸を結合する装置(16、16a)と、
c)切断線(12、12a、12b、12c、12d、34、41、118)に沿って布(4、4a、4b)を切断する熱切断装置(18、18a)と、
d)テープ(2、2a、2b、2c、2d)を布巻取り装置内で熱固定する装置(66)とを備えたラベルテープの製造装置。
【請求項9】
切断区域(12、12a、12b、12c、12d、34、41、118)を形成する装置が、タテ糸とヨロ糸とにより形成された基礎織物と、該基礎織物の裏側に別のタテ糸とヨコ糸とにより形成された織物部分とより成る中空区域(28、38)を形成するように構成されていることを特徴とする請求項8に記載の装置。
【請求項10】
布(4、4a、4b)の全幅にわたって連続するプレス装置(16)を有することを特徴とする請求項8又は9に記載の装置。
【請求項11】
各切断区域(12、12a、12b、12c、12d、34、41、118)に配属することができるプレス装置(16a)を有することを特徴とする請求項8又は9に記載の装置。
【請求項12】
プレス装置(16)を加熱可能に構成したことを特徴とする請求項10又は11に記載の装置。
【請求項13】
切断装置(18)に後置され、場合によっては切断装置(18)と組み合わされたテープ(2a、2b、2c、2e)の切断区域(118)の成形装置(106)を各切断線(10、10a、10b、10c、10d、10e)毎に有することを特徴とする請求項8ないし12のいずれか1つに記載の装置。
【請求項1】
テープ、特に柄入りラベルテープの製造方法であって、
a)少なくとも一部に熱可塑性糸(6、8)を含み、切断区域(12、12a、12b、12c、12d、34、41、118)を切断線(10、10a、10b、10c、10d、10e)に沿って配置した布(4、4a、4b)を製造し、
b)切断線(10、10a、10b、10c、10d、10e)に沿って布(4、4a、4b)をテープに熱切断し、
c)テープ(2、2a、2b、2c、2d)を布巻取り装置内において熱固定するラベルテープの製造方法において、
切断区域(41、118)を一重織物として形成し、溶融糸及び/又は接着糸(14c)を混織するとともに、
前記熱切断する前に、切断区域の布の前記熱可塑性糸(6、8)と他の溶融糸及び/又は接着糸(14a、14b、14c)とを加熱して、これらの糸を溶融温度及び/又は接着温度とし、切断区域をプレスして、切断区域の布の糸を相互にほつれないように結合することを特徴とするラベルテープの製造方法。
【請求項2】
テープ、特に柄入りラベルテープの製造方法であって、
a)少なくとも一部に熱可塑性糸(6、8)を含み、切断区域(12、12a、12b、12c、12d、34、41、118)を切断線(10、10a、10b、10c、10d、10e)に沿って配置した布(4、4a、4b)を製造し、
b)切断線(10、10a、10b、10c、10d、10e)に沿って布(4、4a、4b)をテープに熱切断し、
c)テープ(2、2a、2b、2c、2d)を布巻取り装置内において熱固定するラベルテープの製造方法において、
前記熱切断する前に、切断区域の布の前記熱可塑性糸(6、8)と他の溶融糸及び/又は接着糸(14a、14b、14c)とを加熱して、これらの糸を溶融温度及び/又は接着温度とし、切断区域をプレスして、切断区域の布の糸を相互にほつれないように結合するとともに、前記切断区域(12、12a、12b、12c、12d、34)をタテ糸とヨコ糸とにより形成された基礎織物と、該基礎織物の裏側に別のタテ糸とヨコ糸とにより形成された織物部分とより成る中空区域(28、38)として形成したことを特徴とするラベルテープの製造方法。
【請求項3】
溶融糸及び/又は接着糸(14a)を布(4)の中空区域(28)にゆるく配列したことを特徴とする請求項2に記載の方法。
【請求項4】
溶融糸及び/又は接着糸(14b)の少なくとも一部を布(4a)の中空区域(34)の上部(38)及び/又は下部(36)と結合したことを特徴とする請求項2に記載の方法。
【請求項5】
溶融糸及び/又は接着糸(14b)を布(4a)の中空区域(34)の少なくとも一部に含めたことを特徴とする請求項2に記載の方法。
【請求項6】
布(4、4a、4b)の少なくとも一部が溶融糸及び/又は接着糸より高い融解温度を有する熱可塑性糸(6、8)からなることを特徴とする請求項1ないし5のいずれか1つに記載の方法。
【請求項7】
切断の後かつ熱固定の前に切断区域(118)を成形することことを特徴とする請求項1ないし6のいずれか1つに記載の方法。
【請求項8】
請求項1ないし7のいずれか1つに記載の方法の実施のための装置において、
a)切断区域(12、12a、12b、12c、12d、34、41、118)を切断線(10、10a、10b、10c、10d、10e)に沿って形成し、溶融糸及び/又は接着糸(14a、14b、14c)を上記切断区域に配置するための部材を備えた布(4、4a、4b)の製造装置(44)と、
b)切断区域(12、12a、12b、12c、12d、34、41、118)を加熱及びプレスし、溶融糸及び/又は接着糸(14a、14b)の溶融により布(4、4a、4b)の切断区域の糸を結合する装置(16、16a)と、
c)切断線(12、12a、12b、12c、12d、34、41、118)に沿って布(4、4a、4b)を切断する熱切断装置(18、18a)と、
d)テープ(2、2a、2b、2c、2d)を布巻取り装置内で熱固定する装置(66)とを備えたラベルテープの製造装置。
【請求項9】
切断区域(12、12a、12b、12c、12d、34、41、118)を形成する装置が、タテ糸とヨロ糸とにより形成された基礎織物と、該基礎織物の裏側に別のタテ糸とヨコ糸とにより形成された織物部分とより成る中空区域(28、38)を形成するように構成されていることを特徴とする請求項8に記載の装置。
【請求項10】
布(4、4a、4b)の全幅にわたって連続するプレス装置(16)を有することを特徴とする請求項8又は9に記載の装置。
【請求項11】
各切断区域(12、12a、12b、12c、12d、34、41、118)に配属することができるプレス装置(16a)を有することを特徴とする請求項8又は9に記載の装置。
【請求項12】
プレス装置(16)を加熱可能に構成したことを特徴とする請求項10又は11に記載の装置。
【請求項13】
切断装置(18)に後置され、場合によっては切断装置(18)と組み合わされたテープ(2a、2b、2c、2e)の切断区域(118)の成形装置(106)を各切断線(10、10a、10b、10c、10d、10e)毎に有することを特徴とする請求項8ないし12のいずれか1つに記載の装置。
【図1】


【図2】
【図3】
【図4】

【図5】
【図6】
【図7】
【図8】
【図9】

【図10】

【図11】
【図12】
【図13】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【公開番号】特開2006−241667(P2006−241667A)
【公開日】平成18年9月14日(2006.9.14)
【国際特許分類】
【出願番号】特願2006−114996(P2006−114996)
【出願日】平成18年3月22日(2006.3.22)
【分割の表示】特願2004−45437(P2004−45437)の分割
【原出願日】平成4年7月14日(1992.7.14)
【出願人】(500197866)テキスティルマ,アクチェンゲゼルシャフト (2)
【Fターム(参考)】
【公開日】平成18年9月14日(2006.9.14)
【国際特許分類】
【出願日】平成18年3月22日(2006.3.22)
【分割の表示】特願2004−45437(P2004−45437)の分割
【原出願日】平成4年7月14日(1992.7.14)
【出願人】(500197866)テキスティルマ,アクチェンゲゼルシャフト (2)
【Fターム(参考)】
[ Back to top ]