
包装袋

【課題】 ゲル状内容物をスムーズに取り出すことのできる包装袋を提供すること。
【解決手段】 ゲル状内容物を収納する樹脂フィルムからなる包装袋であって、該ゲル状内容物が接触する最内層のフィルムにポリオレフィン系樹脂フィルムを使用した複層フィルムからなる包装袋において、上記包装袋の最内層1cのフィルムに、界面活性剤を添加したポリオレフィン系樹脂フィルム、例えば界面活性剤を添加した直鎖状低密度ポリエチレンを用いた。
【効果】 界面活性剤の作用によりゲル状内容物の包装袋内側への付着を防止して内容物の良好な取り出し性を実現できた。
【解決手段】 ゲル状内容物を収納する樹脂フィルムからなる包装袋であって、該ゲル状内容物が接触する最内層のフィルムにポリオレフィン系樹脂フィルムを使用した複層フィルムからなる包装袋において、上記包装袋の最内層1cのフィルムに、界面活性剤を添加したポリオレフィン系樹脂フィルム、例えば界面活性剤を添加した直鎖状低密度ポリエチレンを用いた。
【効果】 界面活性剤の作用によりゲル状内容物の包装袋内側への付着を防止して内容物の良好な取り出し性を実現できた。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、包装袋の内面に界面活性剤を添加等したフィルムを使用することで、包装袋内面へのゲル状内容物(例えばコラーゲン、ゼラチン等のゲル状食品)の付着を防止して、容易にゲル状内容物を取り出すことのできる包装袋に関するものである。
【背景技術】
【0002】
従来、健康食品としてコラーゲン、ゼラチン等のゲル状食品は、ポリオレフィン系樹脂製透明包装袋に袋詰めされた状態で販売されている。或はこの種のゲル状食品はプラスチック製カップ状容器に収容された状態で販売されることも考えられる。
【0003】
上記プラスチック製カップ状容器では、該容器に帯電防止剤を混練したり、内面に梨地加工を施すことにより、ゲル状食品と容器との結着性を増して、ゲル状食品の容器内面からの剥離を防止した技術が提案されている(特許文献1)。
【0004】
【特許文献1】特開2004−161366号公報
【発明の開示】
【発明が解決しようとする課題】
【0005】
ところで、上記ポリオレフィン系樹脂製透明包装袋に食品としてのコラーゲンを包装するには、殺菌のために常温(23℃)でゲル状のコラーゲンを約95℃に加熱殺菌し、その状態で上記包装袋に袋詰めし、冷却された後冷蔵保存され、適宜流通に供されている。
【0006】
上記コラーゲンは常温ではゲル状であるが、上記包装の工程において95℃まで加熱殺菌された時点でゾル状となり、包装後冷却されると再度ゲル状に戻る。
【0007】
このような包装袋の内側フィルムには、通常、汎用のポリオレフィン系樹脂、例えば、低密度ポリエチレン、直鎖状低密度ポリエチレン、未延伸ポリプロピレン、エチレン・酢酸ビニル共重合体等のフィルムが用いられているが、上記コラーゲンは、これらポリオレフィン系樹脂フィルムに本質的に付着し易い性質を持っている。また、上記ゲル状のコラーゲンは、上記包装の過程における加熱、冷却の工程の際にゲル状からゾル状に変化し、再度ゲル状に成分変化することになるが、かかる成分変化によっても上記コラーゲンが上記包装袋の内側のフィルムに付着する傾向がある。
【0008】
従って、流通後に当該コラーゲンを購入して上記包装袋からゲル状内容物を取り出そうとした場合、内容物であるコラーゲンが包装袋内側略全体に付着しており、このため上記包装袋からコラーゲンをスムーズに取り出せないという課題がある。
【0009】
また、包装袋には95℃に加熱殺菌したコラーゲンを充填するが、このとき耐熱性の低いフィルムの場合は、該フィルムが熱により破袋し、内容物であるコラーゲンが漏出するという課題もあった。即ち、この種のコラーゲンの包装袋には耐熱性が要求される。
【0010】
また、上記特許文献1のようなプラスチック製カップ状容器においては、ゲル状食品の容器内面からの剥離等は防止されるが、逆にゲル状食品が容器内面に付着することにより、該食品を容器から取り出しにくいという課題がある。
【0011】
本発明は、コラーゲン等のゲル状内容物を容易に取り出すことができる包装袋を提供することを目的とする。
【0012】
また、本発明は、コラーゲン等のゲル状内容物の包装袋であって、コラーゲン等の加熱殺菌によっても破袋することなく耐熱性のある包装袋を提供することを目的とする。
【課題を解決するための手段】
【0013】
上記の目的を達成するため本発明は、
ゲル状内容物を収納する樹脂フィルムからなる包装袋であって、該ゲル状内容物が接触する最内層のフィルムにポリオレフィン系樹脂フィルムを使用した複層フィルムからなる包装袋において、上記包装袋の最内層のフィルムに、界面活性剤を添加したポリオレフィン系樹脂フィルムを用いたものであることを特徴とする包装袋により構成されるものである。
【0014】
上記ゲル状内容物は、例えばコラーゲン、ゼラチン等のゲル状食品等である。上記界面活性剤の添加したポリオレフィン系樹脂フィルムとは、フィルム成型時に予め原材料に界面活性剤を添加(混合)し、界面活性剤が混合されたポリオレフィン系樹脂材料により成型されたフィルムをいう。
【0015】
また、ゲル状内容物を収納する樹脂フィルムからなる包装袋であって、該ゲル状内容物が接触する最内層のフィルムにポリオレフィン系樹脂フィルムを使用した複層フィルムからなる包装袋において、上記包装袋の最内層のポリオレフィン系樹脂フィルムの内面に界面活性剤を塗布したものであることを特徴とする包装袋により構成されるものである。
【0016】
上記ポリオレフィン系樹脂フィルムの内面とは、当該包装袋に充填されるゲル状内容物の接触面をいう。
【0017】
上記ポリオレフィン系樹脂フィルムは、低密度ポリエチレン、直鎖状低密度ポリエチレン、未延伸ポリプロピレン、エチレン・酢酸ビニル共重合体の何れか1つにより構成することが好ましい。
【0018】
このように構成すると、最内層のフィルムに添加又は塗布された界面活性剤の活性(滑り)作用により、ゲル状内容物の付着を防止して包装袋からゲル状内容物を容易に取り出すことができる。
【0019】
また、上記ポリオレフィン系樹脂フィルムは、直鎖状低密度ポリエチレン又は未延伸ポリプロピレンにより構成することが好ましい。
【0020】
このように構成すると、ゲル状内容物の取出容易性と共に、耐熱性を有する包装袋を実現することができる。
【0021】
上記ポリオレフィン系樹脂フィルムを複層構造とし、該複層構造の内、少なくとも上記ゲル状内容物が接触する最内層のフィルムにのみ上記界面活性剤を添加することが好ましい。
【0022】
上記複層構造は、低密度ポリエチレン、直鎖状低密度ポリエチレン、未延伸ポリプロピレン、エチレン・酢酸ビニル共重合体の何れか1の材質によるフィルムを重ね合わせた複合体、又はこれらの2以上の異なる材質によるフィルムを重ね合わせた複合体により構成することが好ましい。
【0023】
このように構成すると、フィルム成型時の熱による界面活性剤の劣化を防止することができ、また、フィルムの接着強度を確保することができる。上記何れか1の材質によるフィルムを重ね合わせた複合体は、例えば直鎖状低密度ポリエチレンによるフィルムを2層又は3層等に重ね合わせた複合体により構成することができる。また、上記2以上の異なる材質によるフィルムを重ね合わせた複合体は、例えば低密度ポリエチレンと直鎖状低密度ポリエチレンの複合体(2層構造)、低密度ポリエチレンと未延伸ポリプロピレンの複合体(2層構造)、低密度ポリエチレン、直鎖状低密度ポリエチレン、未延伸ポリプロピレンの複合体(3層構造)等とすることができる。
【発明の効果】
【0024】
本発明の包装袋によれば、最内層のフィルムに界面活性剤を添加又は塗布したポリオレフィン系樹脂を使用することにより、ゲル状内容物が包装袋内側に付着することがなく、ゲル状内容物を容易に取り出すことができる包装袋を実現することができる。。
【0025】
また、包装袋の最内層に耐熱性のあるポリオレフィン系樹脂を採用することにより、上記ゲル状内容物のスムーズな取出性を実現しつつ、ゲル状内容物の包装袋への充填時等における加熱殺菌が可能な包装袋を実現し得るものである。
【発明を実施するための最良の形態】
【0026】
以下、本発明に係る包装袋の一実施形態を詳細に説明する。
【0027】
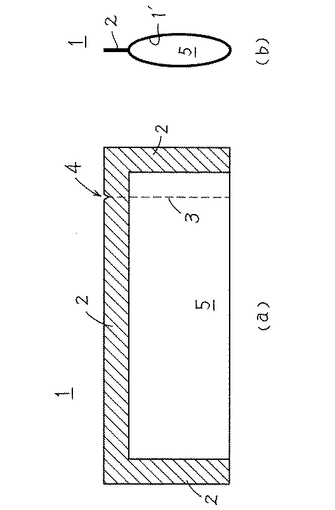
本発明に係る包装袋1の形態の一例を図1(a)(b)に示す。該包装袋1は一枚の方形複層フィルムを2つに折り曲げ、重合部外周に沿う所定幅に「コ」字形のヒートシール部2を形成し、当該ヒートシール部2をヒートシールすることにより形成されるものである。尚、ヒートシール部2の長辺側縁に開封用ノッチ4を設け、該ノッチ4から短辺に平行に開封用の直線状ミシン目3が設けられている。5は上記包装袋1内に収容されるゲル状内容物としてのコラーゲンである。
【0028】
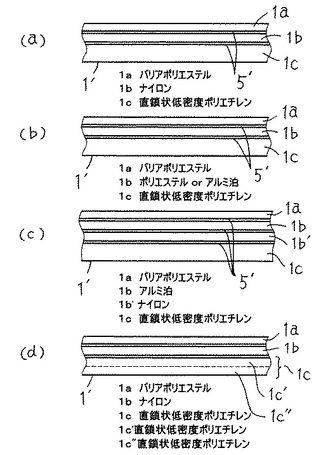
このように構成される包装袋1に使用されるフィルムは、一例として図2(a)に示す複層構造(ラミネート構造)をなす透明フィルムにより構成されている。即ち、この複層フィルム(ラミネートフィルム)は、最外層1aが厚み約12μmのバリアポリエステルフィルム、その内側の中間層1bが厚み約15μmのナイロンフィルム、最内層1cが界面活性剤を添加したポリオレフィン系樹脂フィルム、本実施形態では界面活性剤を添加した厚み約60μmの直鎖状低密度ポリエチレンフィルム(L−LDPE)により構成されており、上記各層1a〜1cのフィルムは接着剤5’により互いに接着されることで1枚の透明複層フィルム(ラミネートフィルム)が形成されている。尚、図2(a)〜(d)において、内容物であるコラーゲンが接触する最内層1cの面を内面1’として示す。
【0029】
各フィルム1a〜1cの張り合わせ成型は、各層のフィルムに接着剤5’を塗布し、乾燥によって溶剤を除去した後、加熱ロールで各フィルムを圧着して張り合わせる公知のドライラミネート法により行うことができる。この場合、接着剤5’としては、コラーゲン等の内容物により剥離等が生じない耐内容物に優れたイソシアネート系が適している。尚、上記複層フィルムの成型は上記ドライラミネート法に限らず公知の押出しラミネート法により行うこともできる。
【0030】
押出ラミネート法により最内層1cを成型する場合、成型時の熱による界面活性剤の劣化を少なくするため、及び中間層1bのフィルムとの接着強度を確保するため、タンデムラミネート法その他の方法により最内層1cを図2(d)に示すように、中間層1b側の最内層第一層1c’と袋内面1’側の最内層第二層1c”の2層構造(複合体)とし、最内層第二層1c”のみに界面活性剤を添加するように構成することが望ましい。この際、最内層第一層1c’と最内層第二層1c”は異なる種類のポリオレフィン系樹脂を使用することもできる(例えば、最内層第一層1c’に低密度ポリエチレンを使用し、最内層第二層1c”に直鎖状低密度ポリエチレンを使用する)。また、最内層1cは上記2層に限らず、3層以上の多層構造(複合体)にすることも可能である。
【0031】
上記最外層1aのバリアポリエステルフィルムは、酸素透過を防止して内容物の変質を防止する機能を有するものであり、このバリアポリエステルフィルム以外にもバリアナイロンフィルム等のバリア性のある他のフィルムを使用することもできる。
【0032】
上記中間層1bのナイロンフィルムはピンホールの発生を防止したり、破袋強度を大きくする機能を有するものであり、このナイロンフィルム1bに代えて、ポリエステルフィルム等を使用することもでき、酸素透過性をさらに小さくする必要がある場合はアルミ箔を使用することもできる(図2(b)参照)。さらに、図2(c)に示すように中間層1bにアルミ箔を設け、その内側にもう一層のナイロンフィルムによる中間層1b’を設け、酸素透過性を小さくすると共に破袋強度を大きくすることもできる。
【0033】
上記最内層1cの界面活性剤を添加した直鎖状低密度ポリエチレンフィルムは、ゲル状内容物であるコラーゲンの包装袋最内層の内面1’への付着を防止する機能、加熱殺菌時の破袋を防止する機能を有している。即ち、この直鎖状低密度ポリエチレンフィルムは、その融点が120℃であるため、コラーゲンの加熱殺菌(95℃)に対しても十分な耐熱性を有している。
【0034】
上記最内層1cのフィルムとしては上記界面活性剤を添加した直鎖状低密度ポリエチレンフィルム以外にも、界面活性剤を添加したポリオレフィン系樹脂で加熱(約95℃)殺菌時に溶融、破袋しないレベルの耐熱性を有している樹脂フィルム、例えば界面活性剤を添加した低密度ポリエチレン(LDPE)、未延伸ポリプロピレン(CPP)等を使用することができる。
【0035】
また、包装袋1に収容されるゲル状の内容物が加熱殺菌の必要性のないもの又はより低い殺菌温度で良いものであれば、耐熱性の比較的低いポリオレフィン系樹脂フィルム、例えば界面活性剤を添加したエチレン・酢酸ビニル共重合体樹脂(EVA)(融点が90℃)等も使用することができる。
【0036】
界面活性剤の添加量はフィルムのヒートシール性、透明性に影響を与えない程度(樹脂に対して0.1〜3%程度(原料樹脂に対する重量%))添加されることが望ましい。
【0037】
界面活性剤は、非イオン系、アニオン系、カチオン系、両性系を使用することができるが、好ましくはフィルム加工時において耐熱性のある非イオン系、アニオン系が望ましい。
【0038】
界面活性剤の非イオン系のものとしては、グリセリン脂肪酸エステル、ポリオキシエチレンアルキルエーテル、ポリオキシエチレンアルキルフェニルエーテル、ポリエチレングリコール脂肪酸エステル、ポリオキシエチレンアルキルアミン、ポリオキシエチレンアルキルアミン脂肪酸エステル等の何れか1つ又は1以上を使用することができる。
【0039】
界面活性剤のアニオン系のものとしては、アルキルスルホン酸塩、アルキルベンゼンスルホン酸塩、アルキルサルフェート、テトラアルキルアンモニウム塩等の何れか1つを使用することができる。
【0040】
界面活性剤のカチオン系のものとしては、テトラアルキルアンモニウム塩又はトリアルキルベンジルアンモニウム塩等を使用することができる。
【0041】
界面活性剤の両性系のものとしては、アルキルベタイン型界面活性剤又はイミダゾリン型界面活性剤等を使用することができる。
【0042】
界面活性剤のポリオレフィン系樹脂フィルム(例えば直鎖状低密度ポリエチレンフィルム等)への添加又は塗布方法は、
(1) 複層フィルムの最内層1cとなるポリオレフィン系樹脂原材料に界面活性剤を添加(混合、練り込み等)(原材料樹脂に対して0.1〜3%程度(重量%))した後、公知のインフレーション法やTダイ法或は押出ラミネート法により最内層1cのフィルムを製造する。界面活性剤は、例えば市販の界面活性剤自体のマスターバッチを所定量フィルム成型機に供給し、該成型機において界面活性剤マスターバッチとフィルム原材料とが混練されて界面活性剤を所定濃度で含む上記最内層1cのフィルムが成型される、
(2) 公知のインフレーション法やTダイ法或は押出ラミネート法により成型した最内層1cのポリオレフィン系樹脂フィルムにおいて、印刷機やコーター機等により最内層1cとなるフィルム内面1’(コラーゲンの接触面)に界面活性剤を塗布(コーター、スプレー等)する、
等の方法により行うことができる。
【0043】
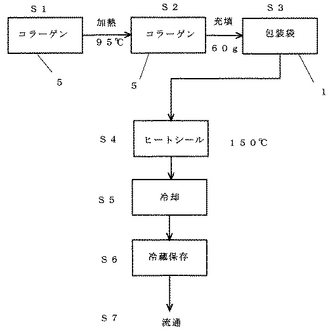
上述のように構成される本発明の包装袋1でコラーゲンを包装するには、図3に示すように、まずコラーゲン5を95℃に加熱し(図3S1,S2)、ゾル状となったコラーゲン5を60g毎に包装袋1に充填し(図3S3)、充填後の包装袋1のヒートシール部2をシール温度150℃でヒートシールすることで袋詰めし(図3S4)、その後包装袋1毎に冷却して内部のコラーゲンを再びゲル状に戻し(図3S5)、その後は冷蔵保存して(図3S6)、適宜流通に供される(図3S7)。
【0044】
尚、脂肪酸アミド系のスリップ剤(滑剤)を0.05%〜0.2%(重量%)添加したポリオレフィン系樹脂フィルムはコラーゲンのフィルムへの付着防止効果は殆どないが、界面活性剤と併用しても特に不具合はない。
【実施例】
【0045】
1. 実施例1
(1) 使用した複層フィルム
表1に示す複層フィルムを使用した。当該複層フィルムは、イソシアネート系接着剤を使用してドライラミネート法により形成した。尚、以下、実施例1―4においてはスリップ剤は添加していない。
【0046】
【表1】

(2)条件
上記実施形態において説明した方法で界面活性剤を添加(混合)(原材料樹脂に対して0.45%(重量%))した直鎖状低密度ポリエレン(60μm厚)をシーラント層(最内層1c)とし、最外層1aにバリアポリエステルフチィルム(12μm厚)、中間層1bにナイロンフィルム(15μm厚)の複層フィルム(表1の複層フィルム)を自動充填機(三光機械製)にセットし、シール温度150℃、充填速度12m/minの条件で、5.5cm×17cmの大きさの包装袋1(図1(a)(b)に示すもの)を製造すると同時に、95℃に加熱したコラーゲンを1袋当たり60gずつ充填し、その周辺部を、150℃のシール温度で図1(a)に示すようにシールして、コラーゲンを袋詰めしていく。
【0047】
このコラーゲンを充填した包装袋1を水中で冷却し、さらに10℃以下で1日以上保管した後、包装袋からのコラーゲンの漏れがあるか否か(シーラント樹脂の耐熱性不良によるシール時の内容物の漏れがあるか否か)、及び包装袋1よりコラーゲンを取り出した後の包装袋1内側へのコラーゲンの付着状態を目視で確認した。また、取り出しの容易さ(取り出しのスムージング性)も併せて確認した。評価結果を表10に示す。
【0048】
2. 実施例2
(1) 使用した複層フィルム
表2に示す複層フィルムを使用した。複層フィルムの成型法、界面活性剤の添加量、添加方法及び接着剤は実施例1と同様である。
【0049】
【表2】
(2)条件
最内層1cに界面活性剤を添加した未延伸ポリプロピレンフィルム1cを使用し、それ以外は実施例1と同様の条件でコラーゲンの袋詰め及び評価を行った。その評価結果を表10に示す。
3. 実施例3
(1) 使用した複層フィルム
表3に示す複層フィルムを使用した。複層フィルムの成型法、界面活性剤の添加量、添加方法及び接着剤は実施例1と同様である。
【0050】
【表3】
【0051】
(2)条件
最内層1cに界面活性剤を添加した低密度ポリエチレンフィルムを使用し、それ以外は実施例1と同一の条件でコラーゲンの袋詰め及び評価を行った。その評価結果を表10に示す。
4. 実施例4
(1) 使用した複層フィルム
表4に示す複層フィルムを使用した。複層フィルムの成型法、界面活性剤の添加量、添加方法及び接着剤は実施例1と同様である。
【0052】
【表4】
(2)条件
最内層1cに界面活性剤を添加したエチレン・酢酸ビニル共重合体フィルムを使用し、それ以外は実施例1と同一の条件でコラーゲンの袋詰め及び評価を行った。その評価結果を表10に示す。
5. 比較例1
(1) 使用した複層フィルム
表5に示す複層フィルムを使用した。複層フィルムの成型法及び接着剤は実施例1と同様である。
【0053】
【表5】
【0054】
(2)条件
比較例1として、最内部1cに界面活性剤を添加しない直鎖状低密度ポリエチレンフィルムを使用し、かつ最内層1cの直鎖状低密度ポリエチレンフィルムにスリップ剤を添加(混合)(原材料樹脂に対して1〜3%(重量%))し、それ以外は実施例1と同一の条件でコラーゲンの袋詰めを行い、同様の評価を行った。その評価結果を表10に示す。
6. 比較例2
(1) 使用した複層フィルム
表6に示す複層フィルムを使用した。複層フィルムの成型法及び接着剤は実施例1と同様である。
【0055】
【表6】
【0056】
(2)条件
比較例2として、最内層1cに界面活性剤を添加しない未延伸ポリプロピレンフィルムを使用し、かつ最内層1cの未延伸ポリプロピレンフィルムにスリップ剤を添加(混合)(原材料樹脂に対して1〜3%(重量%))し、それ以外は実施例1と同一の条件でコラーゲンの袋詰めを行い、同様の評価を行った。その評価結果を表10に示す。
7. 比較例3
(1) 使用した複層フィルム
表7に示す複層フィルムを使用した。複層フィルムの成型法及び接着剤は実施例1と同様である。
【0057】
【表7】
【0058】
(2)条件
比較例3として、最内層1cに界面活性剤を添加しない低密度ポリエチレンフィルムを使用し、かつ最内層1cの低密度ポリエチレンフィルムにスリップ剤を添加(混合)(原材料樹脂に対して1〜3%(重量%))し、それ以外は実施例1と同一の条件でコラーゲンの袋詰めを行い、同様の評価を行った。その評価結果を表10に示す。
8. 比較例4
(1) 使用した複層フィルム
表8に示す複層フィルムを使用した。複層フィルムの成型法及び接着剤は実施例1と同様である。
【0059】
【表8】
(2)条件
比較例4として、最内層1cに界面活性剤を添加しないエチレン・酢酸ビニル共重合体を使用し、かつ最内層1cのエチレン・酢酸ビニル共重合体フィルムにスリップ剤を添加(混合)(原材料樹脂に対して1〜3%(重量%))し、それ以外は実施例1と同一の条件でコラーゲンの袋詰めを行い、同様の評価を行った。その評価結果を表10に示す。
9. 比較例5
(1) 使用した複層フィルム
表9に示す複層フィルムを使用した。複層フィルムの成型法及び接着剤は実施例1と同様である。
【0060】
【表9】
【0061】
(2)条件
比較例5として、最内部に界面活性剤を添加しない直鎖状低密度ポリエチレンフィルムを使用し、さらにスリップ剤も添加しない条件で、それ以外は実施例1と同一の条件でコラーゲンの袋詰めを行い、同様の評価を行った。その評価結果を表10に示す。
10.評価結果
(1)評価結果をまとめたものを表10に示す。
【0062】
【表10】
【0063】
*シーラント層へのコラーゲンの付着
○・・付着なし △・・若干付着 ×・・付着
*包装袋の耐熱性(コラーゲンの漏れ、フィルムの融着)
○・・良好(漏れ、融着なし) △・・やや不良(漏れ、融着若干あり)
×・・不良(漏れ、融着あり)
*総合評価
○・・良好 △・・やや不良 ×・・不良
尚、VA6%:酢酸ビニル量(重量%)
【0064】
(2) 評価結果について
(イ) 実施例1,2について
シーラント層(最内層1c)に界面活性剤を添加した直鎖状低密度ポリエチレンフィルム(L−LDPE)を用いた場合、同層1cに界面活性剤を添加した未延伸ポリプロピレンフィルム(CPP)を用いた場合は、何れの場合も、コラーゲンが包装袋の内側に付着することはなく、極めてスムーズに内容物であるコラーゲンの取り出しができた。また、加熱によるシーラント層の樹脂の耐熱性不良によるシール時の内容物の漏れもなく、包装剤として極めて良好な結果が得られた。
【0065】
(ロ) 実施例3について
最内層1cに界面活性剤を添加した低密度ポリエチレンフィルム(LDPE)を用いた場合は、コラーゲンの取り出し易さに関しては良好な結果が得られた。一方、加熱殺菌によるシーラント層1cの漏れが極稀に見受けられたが、全体として概ね良好な結果が得られた。
【0066】
(ハ) 実施例4について
最内層1cに界面活性剤を添加したエチレン・酢酸ビニル共重合体フィルム(EVA)の場合は、コラーゲンの取り出し易さに関しては良好な結果が得られた。一方、当該フィルムの融点が90℃と加熱殺菌温度より低いため、耐熱性に若干問題があることがわかった。しかしながら、より低い加熱殺菌温度を使用する場合、或は加熱殺菌を必要としないゲル状内容物の包装袋としては十分に実用可能であることがわかった。
【0067】
尚、上記各実施例は界面活性剤をフィルムへ添加した場合を示したが、界面活性剤をフィルム内面に塗布した場合も同様の結果が得られた。
【0068】
(ニ) 比較例1〜5について
最内層1c(シーラント層)に界面活性剤を添加しない場合は、何れの場合もコラーゲンが最内層1c内面1’に付着して、コラーゲンの取り出しに問題があることがわかった。この比較結果をみても、最内層1cに界面活性剤を添加(又は塗布)することにより、コラーゲンの最内層1cへの付着を防止し得て、良好な取出性を実現し得ることがわかる。
【0069】
このように、包装袋1の最内層1cのフィルムに界面活性剤を添加することにより、ゲル状内容物の最内層1cへの付着を防止して、良好な取り出し性を実現し得ることがわかった。これは、界面活性剤を上記最内層1cのフィルム原料に添加(混合)して成型した場合は、該フィルム内に添加(配合)された界面活性剤がフィルム内部よりフィルム表面(最内層1cの内容物側の内面1’)に徐々に拡散・移行して来ることにより、上記フィルム内面1’側に界面活性剤の層が形成され、当該界面活性剤の活性(滑り)効果により、ゲル状内容物(コラーゲン等)の最内層1cのフィルムへの付着を抑制しているものと考えられる。
【0070】
また、最内層フィルムに界面活性剤を塗布した場合も、最内層1cのフィルムの内面1’に界面活性剤の連続層が形成されることにより、当該界面活性剤の活性(滑り)効果により、ゲル状内容物(コラーゲン等)の最内層1cのフィルムへの付着を抑制しているものと考えられる。
【0071】
このように、上記界面活性剤の添加及び塗布の何れの場合も、最内層1cのフィルム表面(内容物側の内面1’)に界面活性剤の層が形成されることにより、当該界面活性剤層の活性(滑り)効果により、コラーゲンの付着を抑制しているものと考えられる。
【0072】
以上のように、本発明の包装袋によれば、最内層1cのフィルムに界面活性剤を添加又は塗布したポリオレフィン系樹脂フィルムを使用することにより、ゲル状内容物の包装の工程において、加熱殺菌工程、冷却工程等を経ても、ゲル状内容物が包装袋内側に付着することがないため、ゲル状内容物を容易に包装袋1から取り出すことができる包装袋を実現することができる。
【0073】
また、包装袋の最内層1cに耐熱性のあるポリオレフィン系樹脂を採用することにより、上記ゲル状内容物のスムーズな取出性を実現しつつ、ゲル状内容物の包装袋への充填時等における加熱殺菌が可能な包装袋を実現し得るものである。
【0074】
本発明の包装袋は、コラーゲン等のゲル状食品に限らず、他のゲル状物質の包装袋として有効に使用し得るものである。
【図面の簡単な説明】
【0075】
【図1】本発明に係る包装袋を示す図であり、(a)は側面図、(b)は(a)図の横断面図である。
【図2】本発明に係る包装袋に使用される複層フィルムの断面図であり、(a)(b)は3層フィルム、(c)は4層フィルム、(d)は最内層を複層構造としたフィルムを示す。
【図3】本発明に係る包装袋にコラーゲンを充填包装する工程を示す工程図である。
【符号の説明】
【0076】
1 包装袋
1a 最外層
1b 中間層
1c 最内層
2 ヒートシール部
3 ミシン目
4 開封用ノッチ
5 コラーゲン
【技術分野】
【0001】
本発明は、包装袋の内面に界面活性剤を添加等したフィルムを使用することで、包装袋内面へのゲル状内容物(例えばコラーゲン、ゼラチン等のゲル状食品)の付着を防止して、容易にゲル状内容物を取り出すことのできる包装袋に関するものである。
【背景技術】
【0002】
従来、健康食品としてコラーゲン、ゼラチン等のゲル状食品は、ポリオレフィン系樹脂製透明包装袋に袋詰めされた状態で販売されている。或はこの種のゲル状食品はプラスチック製カップ状容器に収容された状態で販売されることも考えられる。
【0003】
上記プラスチック製カップ状容器では、該容器に帯電防止剤を混練したり、内面に梨地加工を施すことにより、ゲル状食品と容器との結着性を増して、ゲル状食品の容器内面からの剥離を防止した技術が提案されている(特許文献1)。
【0004】
【特許文献1】特開2004−161366号公報
【発明の開示】
【発明が解決しようとする課題】
【0005】
ところで、上記ポリオレフィン系樹脂製透明包装袋に食品としてのコラーゲンを包装するには、殺菌のために常温(23℃)でゲル状のコラーゲンを約95℃に加熱殺菌し、その状態で上記包装袋に袋詰めし、冷却された後冷蔵保存され、適宜流通に供されている。
【0006】
上記コラーゲンは常温ではゲル状であるが、上記包装の工程において95℃まで加熱殺菌された時点でゾル状となり、包装後冷却されると再度ゲル状に戻る。
【0007】
このような包装袋の内側フィルムには、通常、汎用のポリオレフィン系樹脂、例えば、低密度ポリエチレン、直鎖状低密度ポリエチレン、未延伸ポリプロピレン、エチレン・酢酸ビニル共重合体等のフィルムが用いられているが、上記コラーゲンは、これらポリオレフィン系樹脂フィルムに本質的に付着し易い性質を持っている。また、上記ゲル状のコラーゲンは、上記包装の過程における加熱、冷却の工程の際にゲル状からゾル状に変化し、再度ゲル状に成分変化することになるが、かかる成分変化によっても上記コラーゲンが上記包装袋の内側のフィルムに付着する傾向がある。
【0008】
従って、流通後に当該コラーゲンを購入して上記包装袋からゲル状内容物を取り出そうとした場合、内容物であるコラーゲンが包装袋内側略全体に付着しており、このため上記包装袋からコラーゲンをスムーズに取り出せないという課題がある。
【0009】
また、包装袋には95℃に加熱殺菌したコラーゲンを充填するが、このとき耐熱性の低いフィルムの場合は、該フィルムが熱により破袋し、内容物であるコラーゲンが漏出するという課題もあった。即ち、この種のコラーゲンの包装袋には耐熱性が要求される。
【0010】
また、上記特許文献1のようなプラスチック製カップ状容器においては、ゲル状食品の容器内面からの剥離等は防止されるが、逆にゲル状食品が容器内面に付着することにより、該食品を容器から取り出しにくいという課題がある。
【0011】
本発明は、コラーゲン等のゲル状内容物を容易に取り出すことができる包装袋を提供することを目的とする。
【0012】
また、本発明は、コラーゲン等のゲル状内容物の包装袋であって、コラーゲン等の加熱殺菌によっても破袋することなく耐熱性のある包装袋を提供することを目的とする。
【課題を解決するための手段】
【0013】
上記の目的を達成するため本発明は、
ゲル状内容物を収納する樹脂フィルムからなる包装袋であって、該ゲル状内容物が接触する最内層のフィルムにポリオレフィン系樹脂フィルムを使用した複層フィルムからなる包装袋において、上記包装袋の最内層のフィルムに、界面活性剤を添加したポリオレフィン系樹脂フィルムを用いたものであることを特徴とする包装袋により構成されるものである。
【0014】
上記ゲル状内容物は、例えばコラーゲン、ゼラチン等のゲル状食品等である。上記界面活性剤の添加したポリオレフィン系樹脂フィルムとは、フィルム成型時に予め原材料に界面活性剤を添加(混合)し、界面活性剤が混合されたポリオレフィン系樹脂材料により成型されたフィルムをいう。
【0015】
また、ゲル状内容物を収納する樹脂フィルムからなる包装袋であって、該ゲル状内容物が接触する最内層のフィルムにポリオレフィン系樹脂フィルムを使用した複層フィルムからなる包装袋において、上記包装袋の最内層のポリオレフィン系樹脂フィルムの内面に界面活性剤を塗布したものであることを特徴とする包装袋により構成されるものである。
【0016】
上記ポリオレフィン系樹脂フィルムの内面とは、当該包装袋に充填されるゲル状内容物の接触面をいう。
【0017】
上記ポリオレフィン系樹脂フィルムは、低密度ポリエチレン、直鎖状低密度ポリエチレン、未延伸ポリプロピレン、エチレン・酢酸ビニル共重合体の何れか1つにより構成することが好ましい。
【0018】
このように構成すると、最内層のフィルムに添加又は塗布された界面活性剤の活性(滑り)作用により、ゲル状内容物の付着を防止して包装袋からゲル状内容物を容易に取り出すことができる。
【0019】
また、上記ポリオレフィン系樹脂フィルムは、直鎖状低密度ポリエチレン又は未延伸ポリプロピレンにより構成することが好ましい。
【0020】
このように構成すると、ゲル状内容物の取出容易性と共に、耐熱性を有する包装袋を実現することができる。
【0021】
上記ポリオレフィン系樹脂フィルムを複層構造とし、該複層構造の内、少なくとも上記ゲル状内容物が接触する最内層のフィルムにのみ上記界面活性剤を添加することが好ましい。
【0022】
上記複層構造は、低密度ポリエチレン、直鎖状低密度ポリエチレン、未延伸ポリプロピレン、エチレン・酢酸ビニル共重合体の何れか1の材質によるフィルムを重ね合わせた複合体、又はこれらの2以上の異なる材質によるフィルムを重ね合わせた複合体により構成することが好ましい。
【0023】
このように構成すると、フィルム成型時の熱による界面活性剤の劣化を防止することができ、また、フィルムの接着強度を確保することができる。上記何れか1の材質によるフィルムを重ね合わせた複合体は、例えば直鎖状低密度ポリエチレンによるフィルムを2層又は3層等に重ね合わせた複合体により構成することができる。また、上記2以上の異なる材質によるフィルムを重ね合わせた複合体は、例えば低密度ポリエチレンと直鎖状低密度ポリエチレンの複合体(2層構造)、低密度ポリエチレンと未延伸ポリプロピレンの複合体(2層構造)、低密度ポリエチレン、直鎖状低密度ポリエチレン、未延伸ポリプロピレンの複合体(3層構造)等とすることができる。
【発明の効果】
【0024】
本発明の包装袋によれば、最内層のフィルムに界面活性剤を添加又は塗布したポリオレフィン系樹脂を使用することにより、ゲル状内容物が包装袋内側に付着することがなく、ゲル状内容物を容易に取り出すことができる包装袋を実現することができる。。
【0025】
また、包装袋の最内層に耐熱性のあるポリオレフィン系樹脂を採用することにより、上記ゲル状内容物のスムーズな取出性を実現しつつ、ゲル状内容物の包装袋への充填時等における加熱殺菌が可能な包装袋を実現し得るものである。
【発明を実施するための最良の形態】
【0026】
以下、本発明に係る包装袋の一実施形態を詳細に説明する。
【0027】
本発明に係る包装袋1の形態の一例を図1(a)(b)に示す。該包装袋1は一枚の方形複層フィルムを2つに折り曲げ、重合部外周に沿う所定幅に「コ」字形のヒートシール部2を形成し、当該ヒートシール部2をヒートシールすることにより形成されるものである。尚、ヒートシール部2の長辺側縁に開封用ノッチ4を設け、該ノッチ4から短辺に平行に開封用の直線状ミシン目3が設けられている。5は上記包装袋1内に収容されるゲル状内容物としてのコラーゲンである。
【0028】
このように構成される包装袋1に使用されるフィルムは、一例として図2(a)に示す複層構造(ラミネート構造)をなす透明フィルムにより構成されている。即ち、この複層フィルム(ラミネートフィルム)は、最外層1aが厚み約12μmのバリアポリエステルフィルム、その内側の中間層1bが厚み約15μmのナイロンフィルム、最内層1cが界面活性剤を添加したポリオレフィン系樹脂フィルム、本実施形態では界面活性剤を添加した厚み約60μmの直鎖状低密度ポリエチレンフィルム(L−LDPE)により構成されており、上記各層1a〜1cのフィルムは接着剤5’により互いに接着されることで1枚の透明複層フィルム(ラミネートフィルム)が形成されている。尚、図2(a)〜(d)において、内容物であるコラーゲンが接触する最内層1cの面を内面1’として示す。
【0029】
各フィルム1a〜1cの張り合わせ成型は、各層のフィルムに接着剤5’を塗布し、乾燥によって溶剤を除去した後、加熱ロールで各フィルムを圧着して張り合わせる公知のドライラミネート法により行うことができる。この場合、接着剤5’としては、コラーゲン等の内容物により剥離等が生じない耐内容物に優れたイソシアネート系が適している。尚、上記複層フィルムの成型は上記ドライラミネート法に限らず公知の押出しラミネート法により行うこともできる。
【0030】
押出ラミネート法により最内層1cを成型する場合、成型時の熱による界面活性剤の劣化を少なくするため、及び中間層1bのフィルムとの接着強度を確保するため、タンデムラミネート法その他の方法により最内層1cを図2(d)に示すように、中間層1b側の最内層第一層1c’と袋内面1’側の最内層第二層1c”の2層構造(複合体)とし、最内層第二層1c”のみに界面活性剤を添加するように構成することが望ましい。この際、最内層第一層1c’と最内層第二層1c”は異なる種類のポリオレフィン系樹脂を使用することもできる(例えば、最内層第一層1c’に低密度ポリエチレンを使用し、最内層第二層1c”に直鎖状低密度ポリエチレンを使用する)。また、最内層1cは上記2層に限らず、3層以上の多層構造(複合体)にすることも可能である。
【0031】
上記最外層1aのバリアポリエステルフィルムは、酸素透過を防止して内容物の変質を防止する機能を有するものであり、このバリアポリエステルフィルム以外にもバリアナイロンフィルム等のバリア性のある他のフィルムを使用することもできる。
【0032】
上記中間層1bのナイロンフィルムはピンホールの発生を防止したり、破袋強度を大きくする機能を有するものであり、このナイロンフィルム1bに代えて、ポリエステルフィルム等を使用することもでき、酸素透過性をさらに小さくする必要がある場合はアルミ箔を使用することもできる(図2(b)参照)。さらに、図2(c)に示すように中間層1bにアルミ箔を設け、その内側にもう一層のナイロンフィルムによる中間層1b’を設け、酸素透過性を小さくすると共に破袋強度を大きくすることもできる。
【0033】
上記最内層1cの界面活性剤を添加した直鎖状低密度ポリエチレンフィルムは、ゲル状内容物であるコラーゲンの包装袋最内層の内面1’への付着を防止する機能、加熱殺菌時の破袋を防止する機能を有している。即ち、この直鎖状低密度ポリエチレンフィルムは、その融点が120℃であるため、コラーゲンの加熱殺菌(95℃)に対しても十分な耐熱性を有している。
【0034】
上記最内層1cのフィルムとしては上記界面活性剤を添加した直鎖状低密度ポリエチレンフィルム以外にも、界面活性剤を添加したポリオレフィン系樹脂で加熱(約95℃)殺菌時に溶融、破袋しないレベルの耐熱性を有している樹脂フィルム、例えば界面活性剤を添加した低密度ポリエチレン(LDPE)、未延伸ポリプロピレン(CPP)等を使用することができる。
【0035】
また、包装袋1に収容されるゲル状の内容物が加熱殺菌の必要性のないもの又はより低い殺菌温度で良いものであれば、耐熱性の比較的低いポリオレフィン系樹脂フィルム、例えば界面活性剤を添加したエチレン・酢酸ビニル共重合体樹脂(EVA)(融点が90℃)等も使用することができる。
【0036】
界面活性剤の添加量はフィルムのヒートシール性、透明性に影響を与えない程度(樹脂に対して0.1〜3%程度(原料樹脂に対する重量%))添加されることが望ましい。
【0037】
界面活性剤は、非イオン系、アニオン系、カチオン系、両性系を使用することができるが、好ましくはフィルム加工時において耐熱性のある非イオン系、アニオン系が望ましい。
【0038】
界面活性剤の非イオン系のものとしては、グリセリン脂肪酸エステル、ポリオキシエチレンアルキルエーテル、ポリオキシエチレンアルキルフェニルエーテル、ポリエチレングリコール脂肪酸エステル、ポリオキシエチレンアルキルアミン、ポリオキシエチレンアルキルアミン脂肪酸エステル等の何れか1つ又は1以上を使用することができる。
【0039】
界面活性剤のアニオン系のものとしては、アルキルスルホン酸塩、アルキルベンゼンスルホン酸塩、アルキルサルフェート、テトラアルキルアンモニウム塩等の何れか1つを使用することができる。
【0040】
界面活性剤のカチオン系のものとしては、テトラアルキルアンモニウム塩又はトリアルキルベンジルアンモニウム塩等を使用することができる。
【0041】
界面活性剤の両性系のものとしては、アルキルベタイン型界面活性剤又はイミダゾリン型界面活性剤等を使用することができる。
【0042】
界面活性剤のポリオレフィン系樹脂フィルム(例えば直鎖状低密度ポリエチレンフィルム等)への添加又は塗布方法は、
(1) 複層フィルムの最内層1cとなるポリオレフィン系樹脂原材料に界面活性剤を添加(混合、練り込み等)(原材料樹脂に対して0.1〜3%程度(重量%))した後、公知のインフレーション法やTダイ法或は押出ラミネート法により最内層1cのフィルムを製造する。界面活性剤は、例えば市販の界面活性剤自体のマスターバッチを所定量フィルム成型機に供給し、該成型機において界面活性剤マスターバッチとフィルム原材料とが混練されて界面活性剤を所定濃度で含む上記最内層1cのフィルムが成型される、
(2) 公知のインフレーション法やTダイ法或は押出ラミネート法により成型した最内層1cのポリオレフィン系樹脂フィルムにおいて、印刷機やコーター機等により最内層1cとなるフィルム内面1’(コラーゲンの接触面)に界面活性剤を塗布(コーター、スプレー等)する、
等の方法により行うことができる。
【0043】
上述のように構成される本発明の包装袋1でコラーゲンを包装するには、図3に示すように、まずコラーゲン5を95℃に加熱し(図3S1,S2)、ゾル状となったコラーゲン5を60g毎に包装袋1に充填し(図3S3)、充填後の包装袋1のヒートシール部2をシール温度150℃でヒートシールすることで袋詰めし(図3S4)、その後包装袋1毎に冷却して内部のコラーゲンを再びゲル状に戻し(図3S5)、その後は冷蔵保存して(図3S6)、適宜流通に供される(図3S7)。
【0044】
尚、脂肪酸アミド系のスリップ剤(滑剤)を0.05%〜0.2%(重量%)添加したポリオレフィン系樹脂フィルムはコラーゲンのフィルムへの付着防止効果は殆どないが、界面活性剤と併用しても特に不具合はない。
【実施例】
【0045】
1. 実施例1
(1) 使用した複層フィルム
表1に示す複層フィルムを使用した。当該複層フィルムは、イソシアネート系接着剤を使用してドライラミネート法により形成した。尚、以下、実施例1―4においてはスリップ剤は添加していない。
【0046】
【表1】
(2)条件
上記実施形態において説明した方法で界面活性剤を添加(混合)(原材料樹脂に対して0.45%(重量%))した直鎖状低密度ポリエレン(60μm厚)をシーラント層(最内層1c)とし、最外層1aにバリアポリエステルフチィルム(12μm厚)、中間層1bにナイロンフィルム(15μm厚)の複層フィルム(表1の複層フィルム)を自動充填機(三光機械製)にセットし、シール温度150℃、充填速度12m/minの条件で、5.5cm×17cmの大きさの包装袋1(図1(a)(b)に示すもの)を製造すると同時に、95℃に加熱したコラーゲンを1袋当たり60gずつ充填し、その周辺部を、150℃のシール温度で図1(a)に示すようにシールして、コラーゲンを袋詰めしていく。
【0047】
このコラーゲンを充填した包装袋1を水中で冷却し、さらに10℃以下で1日以上保管した後、包装袋からのコラーゲンの漏れがあるか否か(シーラント樹脂の耐熱性不良によるシール時の内容物の漏れがあるか否か)、及び包装袋1よりコラーゲンを取り出した後の包装袋1内側へのコラーゲンの付着状態を目視で確認した。また、取り出しの容易さ(取り出しのスムージング性)も併せて確認した。評価結果を表10に示す。
【0048】
2. 実施例2
(1) 使用した複層フィルム
表2に示す複層フィルムを使用した。複層フィルムの成型法、界面活性剤の添加量、添加方法及び接着剤は実施例1と同様である。
【0049】
【表2】
(2)条件
最内層1cに界面活性剤を添加した未延伸ポリプロピレンフィルム1cを使用し、それ以外は実施例1と同様の条件でコラーゲンの袋詰め及び評価を行った。その評価結果を表10に示す。
3. 実施例3
(1) 使用した複層フィルム
表3に示す複層フィルムを使用した。複層フィルムの成型法、界面活性剤の添加量、添加方法及び接着剤は実施例1と同様である。
【0050】
【表3】
【0051】
(2)条件
最内層1cに界面活性剤を添加した低密度ポリエチレンフィルムを使用し、それ以外は実施例1と同一の条件でコラーゲンの袋詰め及び評価を行った。その評価結果を表10に示す。
4. 実施例4
(1) 使用した複層フィルム
表4に示す複層フィルムを使用した。複層フィルムの成型法、界面活性剤の添加量、添加方法及び接着剤は実施例1と同様である。
【0052】
【表4】
(2)条件
最内層1cに界面活性剤を添加したエチレン・酢酸ビニル共重合体フィルムを使用し、それ以外は実施例1と同一の条件でコラーゲンの袋詰め及び評価を行った。その評価結果を表10に示す。
5. 比較例1
(1) 使用した複層フィルム
表5に示す複層フィルムを使用した。複層フィルムの成型法及び接着剤は実施例1と同様である。
【0053】
【表5】
【0054】
(2)条件
比較例1として、最内部1cに界面活性剤を添加しない直鎖状低密度ポリエチレンフィルムを使用し、かつ最内層1cの直鎖状低密度ポリエチレンフィルムにスリップ剤を添加(混合)(原材料樹脂に対して1〜3%(重量%))し、それ以外は実施例1と同一の条件でコラーゲンの袋詰めを行い、同様の評価を行った。その評価結果を表10に示す。
6. 比較例2
(1) 使用した複層フィルム
表6に示す複層フィルムを使用した。複層フィルムの成型法及び接着剤は実施例1と同様である。
【0055】
【表6】
【0056】
(2)条件
比較例2として、最内層1cに界面活性剤を添加しない未延伸ポリプロピレンフィルムを使用し、かつ最内層1cの未延伸ポリプロピレンフィルムにスリップ剤を添加(混合)(原材料樹脂に対して1〜3%(重量%))し、それ以外は実施例1と同一の条件でコラーゲンの袋詰めを行い、同様の評価を行った。その評価結果を表10に示す。
7. 比較例3
(1) 使用した複層フィルム
表7に示す複層フィルムを使用した。複層フィルムの成型法及び接着剤は実施例1と同様である。
【0057】
【表7】
【0058】
(2)条件
比較例3として、最内層1cに界面活性剤を添加しない低密度ポリエチレンフィルムを使用し、かつ最内層1cの低密度ポリエチレンフィルムにスリップ剤を添加(混合)(原材料樹脂に対して1〜3%(重量%))し、それ以外は実施例1と同一の条件でコラーゲンの袋詰めを行い、同様の評価を行った。その評価結果を表10に示す。
8. 比較例4
(1) 使用した複層フィルム
表8に示す複層フィルムを使用した。複層フィルムの成型法及び接着剤は実施例1と同様である。
【0059】
【表8】
(2)条件
比較例4として、最内層1cに界面活性剤を添加しないエチレン・酢酸ビニル共重合体を使用し、かつ最内層1cのエチレン・酢酸ビニル共重合体フィルムにスリップ剤を添加(混合)(原材料樹脂に対して1〜3%(重量%))し、それ以外は実施例1と同一の条件でコラーゲンの袋詰めを行い、同様の評価を行った。その評価結果を表10に示す。
9. 比較例5
(1) 使用した複層フィルム
表9に示す複層フィルムを使用した。複層フィルムの成型法及び接着剤は実施例1と同様である。
【0060】
【表9】
【0061】
(2)条件
比較例5として、最内部に界面活性剤を添加しない直鎖状低密度ポリエチレンフィルムを使用し、さらにスリップ剤も添加しない条件で、それ以外は実施例1と同一の条件でコラーゲンの袋詰めを行い、同様の評価を行った。その評価結果を表10に示す。
10.評価結果
(1)評価結果をまとめたものを表10に示す。
【0062】
【表10】
【0063】
*シーラント層へのコラーゲンの付着
○・・付着なし △・・若干付着 ×・・付着
*包装袋の耐熱性(コラーゲンの漏れ、フィルムの融着)
○・・良好(漏れ、融着なし) △・・やや不良(漏れ、融着若干あり)
×・・不良(漏れ、融着あり)
*総合評価
○・・良好 △・・やや不良 ×・・不良
尚、VA6%:酢酸ビニル量(重量%)
【0064】
(2) 評価結果について
(イ) 実施例1,2について
シーラント層(最内層1c)に界面活性剤を添加した直鎖状低密度ポリエチレンフィルム(L−LDPE)を用いた場合、同層1cに界面活性剤を添加した未延伸ポリプロピレンフィルム(CPP)を用いた場合は、何れの場合も、コラーゲンが包装袋の内側に付着することはなく、極めてスムーズに内容物であるコラーゲンの取り出しができた。また、加熱によるシーラント層の樹脂の耐熱性不良によるシール時の内容物の漏れもなく、包装剤として極めて良好な結果が得られた。
【0065】
(ロ) 実施例3について
最内層1cに界面活性剤を添加した低密度ポリエチレンフィルム(LDPE)を用いた場合は、コラーゲンの取り出し易さに関しては良好な結果が得られた。一方、加熱殺菌によるシーラント層1cの漏れが極稀に見受けられたが、全体として概ね良好な結果が得られた。
【0066】
(ハ) 実施例4について
最内層1cに界面活性剤を添加したエチレン・酢酸ビニル共重合体フィルム(EVA)の場合は、コラーゲンの取り出し易さに関しては良好な結果が得られた。一方、当該フィルムの融点が90℃と加熱殺菌温度より低いため、耐熱性に若干問題があることがわかった。しかしながら、より低い加熱殺菌温度を使用する場合、或は加熱殺菌を必要としないゲル状内容物の包装袋としては十分に実用可能であることがわかった。
【0067】
尚、上記各実施例は界面活性剤をフィルムへ添加した場合を示したが、界面活性剤をフィルム内面に塗布した場合も同様の結果が得られた。
【0068】
(ニ) 比較例1〜5について
最内層1c(シーラント層)に界面活性剤を添加しない場合は、何れの場合もコラーゲンが最内層1c内面1’に付着して、コラーゲンの取り出しに問題があることがわかった。この比較結果をみても、最内層1cに界面活性剤を添加(又は塗布)することにより、コラーゲンの最内層1cへの付着を防止し得て、良好な取出性を実現し得ることがわかる。
【0069】
このように、包装袋1の最内層1cのフィルムに界面活性剤を添加することにより、ゲル状内容物の最内層1cへの付着を防止して、良好な取り出し性を実現し得ることがわかった。これは、界面活性剤を上記最内層1cのフィルム原料に添加(混合)して成型した場合は、該フィルム内に添加(配合)された界面活性剤がフィルム内部よりフィルム表面(最内層1cの内容物側の内面1’)に徐々に拡散・移行して来ることにより、上記フィルム内面1’側に界面活性剤の層が形成され、当該界面活性剤の活性(滑り)効果により、ゲル状内容物(コラーゲン等)の最内層1cのフィルムへの付着を抑制しているものと考えられる。
【0070】
また、最内層フィルムに界面活性剤を塗布した場合も、最内層1cのフィルムの内面1’に界面活性剤の連続層が形成されることにより、当該界面活性剤の活性(滑り)効果により、ゲル状内容物(コラーゲン等)の最内層1cのフィルムへの付着を抑制しているものと考えられる。
【0071】
このように、上記界面活性剤の添加及び塗布の何れの場合も、最内層1cのフィルム表面(内容物側の内面1’)に界面活性剤の層が形成されることにより、当該界面活性剤層の活性(滑り)効果により、コラーゲンの付着を抑制しているものと考えられる。
【0072】
以上のように、本発明の包装袋によれば、最内層1cのフィルムに界面活性剤を添加又は塗布したポリオレフィン系樹脂フィルムを使用することにより、ゲル状内容物の包装の工程において、加熱殺菌工程、冷却工程等を経ても、ゲル状内容物が包装袋内側に付着することがないため、ゲル状内容物を容易に包装袋1から取り出すことができる包装袋を実現することができる。
【0073】
また、包装袋の最内層1cに耐熱性のあるポリオレフィン系樹脂を採用することにより、上記ゲル状内容物のスムーズな取出性を実現しつつ、ゲル状内容物の包装袋への充填時等における加熱殺菌が可能な包装袋を実現し得るものである。
【0074】
本発明の包装袋は、コラーゲン等のゲル状食品に限らず、他のゲル状物質の包装袋として有効に使用し得るものである。
【図面の簡単な説明】
【0075】
【図1】本発明に係る包装袋を示す図であり、(a)は側面図、(b)は(a)図の横断面図である。
【図2】本発明に係る包装袋に使用される複層フィルムの断面図であり、(a)(b)は3層フィルム、(c)は4層フィルム、(d)は最内層を複層構造としたフィルムを示す。
【図3】本発明に係る包装袋にコラーゲンを充填包装する工程を示す工程図である。
【符号の説明】
【0076】
1 包装袋
1a 最外層
1b 中間層
1c 最内層
2 ヒートシール部
3 ミシン目
4 開封用ノッチ
5 コラーゲン
【特許請求の範囲】
【請求項1】
ゲル状内容物を収納する樹脂フィルムからなる包装袋であって、該ゲル状内容物が接触する最内層のフィルムにポリオレフィン系樹脂フィルムを使用した複層フィルムからなる包装袋において、
上記包装袋の最内層のフィルムに、界面活性剤を添加したポリオレフィン系樹脂フィルムを用いたものであることを特徴とする包装袋。
【請求項2】
ゲル状内容物を収納する樹脂フィルムからなる包装袋であって、該ゲル状内容物が接触する最内層のフィルムにポリオレフィン系樹脂フィルムを使用した複層フィルムからなる包装袋において、
上記包装袋の最内層のポリオレフィン系樹脂フィルムの内面に界面活性剤を塗布したものであることを特徴とする包装袋。
【請求項3】
上記ポリオレフィン系樹脂フィルムは、低密度ポリエチレン、直鎖状低密度ポリエチレン、未延伸ポリプロピレン、エチレン・酢酸ビニル共重合体の何れか1つであることを特徴とする請求項1又は2記載の包装袋。
【請求項4】
上記ポリオレフィン系樹脂フィルムは、直鎖状低密度ポリエチレン又は未延伸ポリプロピレンであることを特徴とする請求項1又は2記載の包装袋。
【請求項5】
上記ポリオレフィン系樹脂フィルムを複層構造とし、該複層構造の内、少なくとも上記ゲル状内容物が接触する最内層のフィルムにのみ上記界面活性剤を添加したものであることを特徴とする請求項1記載の包装袋。
【請求項6】
上記複層構造は、低密度ポリエチレン、直鎖状低密度ポリエチレン、未延伸ポリプロピレン、エチレン・酢酸ビニル共重合体の何れか1の材質によるフィルムを重ね合わせた複合体、又はこれらの2以上の異なる材質によるフィルムを重ね合わせた複合体により構成されるものであることを特徴とする請求項5記載の包装袋。
【請求項1】
ゲル状内容物を収納する樹脂フィルムからなる包装袋であって、該ゲル状内容物が接触する最内層のフィルムにポリオレフィン系樹脂フィルムを使用した複層フィルムからなる包装袋において、
上記包装袋の最内層のフィルムに、界面活性剤を添加したポリオレフィン系樹脂フィルムを用いたものであることを特徴とする包装袋。
【請求項2】
ゲル状内容物を収納する樹脂フィルムからなる包装袋であって、該ゲル状内容物が接触する最内層のフィルムにポリオレフィン系樹脂フィルムを使用した複層フィルムからなる包装袋において、
上記包装袋の最内層のポリオレフィン系樹脂フィルムの内面に界面活性剤を塗布したものであることを特徴とする包装袋。
【請求項3】
上記ポリオレフィン系樹脂フィルムは、低密度ポリエチレン、直鎖状低密度ポリエチレン、未延伸ポリプロピレン、エチレン・酢酸ビニル共重合体の何れか1つであることを特徴とする請求項1又は2記載の包装袋。
【請求項4】
上記ポリオレフィン系樹脂フィルムは、直鎖状低密度ポリエチレン又は未延伸ポリプロピレンであることを特徴とする請求項1又は2記載の包装袋。
【請求項5】
上記ポリオレフィン系樹脂フィルムを複層構造とし、該複層構造の内、少なくとも上記ゲル状内容物が接触する最内層のフィルムにのみ上記界面活性剤を添加したものであることを特徴とする請求項1記載の包装袋。
【請求項6】
上記複層構造は、低密度ポリエチレン、直鎖状低密度ポリエチレン、未延伸ポリプロピレン、エチレン・酢酸ビニル共重合体の何れか1の材質によるフィルムを重ね合わせた複合体、又はこれらの2以上の異なる材質によるフィルムを重ね合わせた複合体により構成されるものであることを特徴とする請求項5記載の包装袋。
【図1】

【図2】
【図3】
【図2】
【図3】
【公開番号】特開2006−306451(P2006−306451A)
【公開日】平成18年11月9日(2006.11.9)
【国際特許分類】
【出願番号】特願2005−131564(P2005−131564)
【出願日】平成17年4月28日(2005.4.28)
【出願人】(591230664)丸東産業株式会社 (9)
【Fターム(参考)】
【公開日】平成18年11月9日(2006.11.9)
【国際特許分類】
【出願日】平成17年4月28日(2005.4.28)
【出願人】(591230664)丸東産業株式会社 (9)
【Fターム(参考)】
[ Back to top ]