
複合熱融着糸およびこれを用いた織編物
【課題】
弾性繊維を含んだ緯編地、経編地、織物等の織編物において、生地端がほつれたり、スリップインを防止し、かつ伸縮性の低下が少ない織編物を得る。
【解決手段】
低融点熱可塑性合成繊維と弾性繊維とからなる複合熱融着糸であって、該複合熱融着糸を熱処理により熱融着させた後、伸長により低融点熱可塑性合成繊維と弾性繊維の熱融着部の少なくとも一部が剥離する。弾性繊維を芯糸とし、その周囲を低融点熱可塑性合成繊維で被覆してなるカバリング糸とすることもできる。
弾性繊維を含んだ緯編地、経編地、織物等の織編物において、生地端がほつれたり、スリップインを防止し、かつ伸縮性の低下が少ない織編物を得る。
【解決手段】
低融点熱可塑性合成繊維と弾性繊維とからなる複合熱融着糸であって、該複合熱融着糸を熱処理により熱融着させた後、伸長により低融点熱可塑性合成繊維と弾性繊維の熱融着部の少なくとも一部が剥離する。弾性繊維を芯糸とし、その周囲を低融点熱可塑性合成繊維で被覆してなるカバリング糸とすることもできる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、低融点熱可塑性合成繊維と弾性繊維で構成された複合熱融着糸、および該複合熱融着糸を用いた織編物に関する。また、本発明の複合熱融着糸をスカラップ部分に用いたレース編地に関する。
【背景技術】
【0002】
弾性繊維を含む緯編地、経編地、織物等の織編物のほつれ、スリップイン防止方法として、弾性繊維を芯糸とし、融点の異なる2本以上の非弾性糸を内側から1本ずつ順にカバリングしたダブルカバリング糸であって、内側の非弾性糸の融点が外側の非弾性糸の融点よりも低くなるよう配した複合熱融着糸が開示されている(特許文献1)。
しかし、この複合融着糸では、弾性繊維が融点の低い非弾性糸と融着するので伸縮性が低下してしまうという問題があった。
【0003】
また、弾性繊維を芯糸とし、その外側に熱融着性を有していない太めの下糸で隙間なく被覆するとともに、さらに細めの熱融着糸を上糸として撚り合わせて被覆した複合熱融着糸が開示されている(特許文献2)。
しかし、この複合熱融着糸は、上糸に細い熱融着糸を使用するため融着が弱く、精錬、染色、再染色等により熱融着糸が溶解してしまい、安定した融着が得られず、また、複合熱融着糸を得るのに2度の撚糸工程を必要とするため、製造コストが高いものとなってしまっていた。
【0004】
また、レース編地のスカラップ部分において、地糸鎖編ウェルを切断した場合、該切断個所から編み始め方向にほつれやすいという問題を解決する手段として、芯糸に溶融温度140〜190℃のゴム状弾性糸条を用い、その周囲に熱可塑性合成繊維糸条を被覆したカバリング糸からなる複合熱融着糸が開示されている(特許文献3)。
しかし、上記複合熱融着糸は、熱処理により弾性糸が溶融するから、伸縮性が低下するという問題がある。
【0005】
【特許文献1】特開平5−186924号公報
【特許文献2】特公昭61−17938号公報
【特許文献3】特開平11−81073号公報
【発明の開示】
【発明が解決しようとする課題】
【0006】
本発明の目的は、弾性繊維を含んだ緯編地、経編地、織物等の織編物において、生地端がほつれたり、スリップインを防止し、かつ伸縮性の低下が少ない織編物を得ることができる複合熱融着糸を提供することである。
また、広幅レース編地から連結部を切断し多数枚の細幅レース編地を得るスカラップを有する細幅レース編地において、スカラップの切断箇所から地糸鎖編ウェルがほつれたり、地糸の鎖編ウェルに挿入されている弾性繊維が抜け出たり、スリップインが生じることなく、かつ伸縮性の低下が少ない細幅レース編地を得ることができる複合熱融着糸を提供することである。
さらに、該複合熱融着糸を用いた織編物または細幅レース編地を提供することである。
【課題を解決するための手段】
【0007】
本発明は、低融点熱可塑性合成繊維と弾性繊維で構成された複合熱融着糸からなり、特に、(1)緯編の編み始めや編み終わり部分に少なくとも1コース以上編み込んだり、(2)経編の耳部分に少なくとも1ウェル以上編み込んだり、(3)織物の経糸及び/又は緯糸に使用した織編物としたり、または(4)広幅レース編地から連結部を切断し多数枚の細幅レース編地を得るスカラップを有する細幅レース編地の、該スカラップ部分に沿って挿入したりして、レース編地とした後、該織編物(またはレース編地)を低融点熱可塑性合成繊維が溶融する温度で熱処理を行い、該複合熱融着糸相互又は該熱複合熱融着糸と他の糸との交差部を融着させ、その後該織編物を伸長させると低融点熱可塑性合成繊維と弾性繊維の熱融着部の少なくとも一部が剥離することにより、弾性繊維の伸縮性を損なうことなく、該織編物のほつれ・ランが防止できることを見出し、本発明を完成した。
【0008】
すなわち、本発明は、
[1]低融点熱可塑性合成繊維と弾性繊維とからなる複合熱融着糸であって、該複合熱融着糸を熱処理により熱融着させた後、伸長により低融点熱可塑性合成繊維と弾性繊維の熱融着部の少なくとも一部が剥離することを特徴とする複合熱融着糸、
[2]前記複合熱融着糸が、弾性繊維を芯糸とし、その周囲を低融点熱可塑性合成繊維で被覆してなるカバリング糸であることを特徴とする[1]の複合熱融着糸、
[3]前記低融点熱可塑性合成繊維の融点が130〜190℃であり、かつ、前記弾性繊維の融点が(低融点熱可塑性合成繊維の融点−10℃)以上であることを特徴とする[1]または[2]の複合熱融着糸、
[4]低融点熱可塑性合成繊維がポリプロピレン繊維、ポリエチレン繊維、低融点ポリエステル繊維、及びポリ乳酸繊維のいずれかから選ばれた繊維であり、弾性繊維がポリウレタン弾性繊維であることを特徴とする[1]から[3]のいずれかの複合熱融着糸、
[5][1]から[4]のいずれかの複合熱融着糸を含む複合熱融着糸混用織編物であって、該複合熱融着糸混用織編物を熱処理により熱融着させた後、伸長により低融点熱可塑性合成繊維と弾性繊維の熱融着部の少なくとも一部が剥離することを特徴とする複合熱融着糸混用織編物、
[6][1]から[4]のいずれかの複合熱融着糸と非弾性糸を含む複合熱融着糸混用織編物であって、熱処理により熱融着させた後、伸長により低融点熱可塑性合成繊維と弾性繊維の熱融着部の少なくとも一部が剥離し、かつ、低融点熱可塑性合成繊維相互または低融点熱可塑性合成繊維と非弾性糸とは熱融着してなることを特徴とする複合熱融着糸混用織編物、及び、
[7][1]から[4]のいずれかの複合熱融着糸を少なくともレース編地のスカラップ部分に用い、熱処理により複合熱融着糸と他の繊維との交差部を熱融着させてなるレース編地、
を提供するものである。
【発明の効果】
【0009】
本発明の複合熱融着糸は、次のような効果を発揮する。
[1]織編物の製造に当たっては、編成後にプレセット、精錬、染色、ファイナルセットが行われるが、本発明では、該染色加工やプレセット、ファイナルセットの際の熱処理によって低融点熱可塑性合成繊維が溶融し、該複合熱融着糸相互や他の糸条と交差している部分で融着し、該複合熱融着糸または他の糸条が固定されることによりほつれ難くなる。
[2]交差部以外では、低融点熱可塑性合成繊維が溶融し、編目間の弾性繊維の周囲を被覆して、冷却固化される。ここで、編地を伸縮させることで、低融点熱可塑性合成繊維と弾性繊維の熱融着部の一部が剥離するが、弾性繊維の周囲を被覆した低融点熱可塑性合成繊維が塊状となって残るので、他の糸条は抜け難くなる。
低融点熱可塑性合成繊維は、弾性繊維との熱融着部が剥離することにより中空の塊状となり、弾性繊維は、低融点熱可塑性合成繊維の中を自由に移動できるようになり、織編物の伸縮性、風合いを損なうことはない。
[3]低融点熱可塑性合成繊維及び弾性繊維の融着には、織編物の製造時に通常行われる染色加工やセットに伴う熱処理を利用しているため、新たな工程を必要としない。
[4]複合熱融着糸を切断した際にも、該複合熱融着糸相互、および/または他の複数の糸条との交差部で融着しているので、ほつれることはない。このことから、スカラップに沿って1本の複合熱融着糸を使用することだけで効果が得られ、他の補強用の糸などを使用する必要がなく、レース柄の美観を損なうことはない。
[5]低融点熱可塑性合成繊維と弾性繊維の融着箇所が剥離した結果、該弾性繊維は編地の伸長に追随して伸びることになり、伸縮性が低下しない。
【発明を実施するための最良の形態】
【0010】
本発明に係る複合熱融着糸は、低融点熱可塑性合成繊維と弾性繊維とからなる。
低融点熱可塑性合成繊維は、熱処理により溶融し融着性を示すこと、および組み合わせて使用される弾性繊維との熱融着後、伸長により熱融着部の少なくとも一部が剥離する繊維である。低融点熱可塑性合成繊維の融点は、プレセット等の熱処理条件にもよるが、130〜190℃が好ましい。融点が130℃より低いと弾性繊維との混合使用の際の寸法安定性や、精錬、染色、再染色、セット等の熱処理により、他の糸条との接点で低融点熱可塑性合成繊維が融解または溶解し、安定した融着が得られない。融点が190℃より高いと融着させる為の熱処理温度が高くなり過ぎ、製品の風合い、染色堅牢度などに悪い影響を与え好ましくない。より好ましくは140〜180℃である。
【0011】
低融点熱可塑性合成繊維は、フィラメント糸でもウーリー糸でも良く、繊度は200dtex以下が好ましい。200dtexより大きいと編地中に含まれる低融点熱可塑性合成繊維の量が多くなり、風合いや肌触りが悪くなるからである。
【0012】
低融点熱可塑性合成繊維としては、組み合わされる弾性繊維にもよるが、ナイロン繊維、ポリプロピレン繊維、ポリエチレン繊維、ビニリデン繊維、ポリエステル繊維、ポリ乳酸繊維等の低融点熱可塑性合成繊維が例示できる。融着の相性や融点からポリプロピレン繊維、ポリエチレン繊維、ポリエステル繊維、ポリ乳酸繊維が好ましい。
【0013】
本発明に使用される弾性繊維としては、一般に知られている弾性繊維が使用できるが、熱処理により伸縮性などの物性低下を極力抑えるために、該弾性繊維の融点は、共用した低融点熱可塑性合成繊維の融点から10℃低い温度までであることが好ましい。これ以上融点差の低い弾性繊維を使用すると、伸縮性が低下するなどの問題がおきる可能性がある。
【0014】
一方、弾性繊維として、熱融着性弾性繊維を用いると、低融点熱可塑性合成繊維の融着性に弾性繊維の融着性も加わることとなり、織編物が一層ほつれ難くなるのでより好ましい。
このように弾性繊維にも熱融着効果を発揮させるために、該弾性繊維の融点は、180℃以下とすることが好ましく、175℃以下とすることがさらに好ましい。180℃より高いと融着効果が低くなり、弾性繊維の融着性を上げる目的で熱処理温度を上げると、共用繊維が硬くなるなど製品の風合いが低下する問題が起こる可能性がある。
なお、融点の下限は150℃以上、特に155℃以上であることが、該弾性繊維の高い伸長回復性を保持したり、高融点ポリウレタン弾性繊維との混合使用の際に良好な寸法安定性を保持したりする点で好ましい。
【0015】
弾性繊維としては、代表的にはポリウレタン弾性繊維が使用できる。ポリウレタン弾性繊維は、乾式紡糸法、溶融紡糸法、湿式紡糸法の何れも使用できるが、熱融着性に優れ、かつ耐熱強力保持率に優れるものが好ましい。具体的には、ポリオールとジイソシアネートとを反応させて得られる両末端イソシアネート基プレポリマーと、ポリオールとジイソシアネートと低分子量ジオールとを反応させて得られる両末端水酸基プレポリマーとを反応させて得られるポリマーを溶融紡糸してなり、且つ原料ポリオール中にポリエーテルポリオールを50重量%以上含むことを特徴とし、100%伸長した状態で150℃、45秒間の乾熱処理後の強力保持率が50%以上であり、且つ180℃以下の融点を有する高融着ポリウレタン弾性繊維を使用することがより好ましい(WO2004/53218公報に記載)。この高融着ポリウレタン弾性繊維を使用することにより、他の糸条との交差部分で、低融点熱可塑性合成繊維及び高融着ポリウレタン弾性繊維の両者が融着し、よりほつれ難いものとなり、かつ伸縮性の低下も少ないものとすることができる。
【0016】
複合熱融着糸としては、弾性繊維を芯糸とし、低融点熱可塑性合成繊維をその周囲に被覆したシングルカバリング糸、ダブルカバリング糸、コアダブル糸等の何れでも良いが、編立性からシングルカバリング糸、またはダブルカバリング糸が好ましく、特にシングルカバリング糸が好ましい。ダブルカバリング糸については、上撚、下撚とも低融点熱可塑性合成繊維を使用することがよい。
【0017】
本発明の複合熱融着糸をカバリング糸とした場合の撚数としては、200〜1000回/mが好ましい。撚数が200回/m未満であると、編成時に断糸等が発生してしまい、編立性が悪くなるからである。一方1000回/m超になるとカバリング糸の伸縮性が悪く、編地の伸縮性が低下するからである。
【0018】
本発明の複合熱融着糸は、レース編地のスカラップ部分の縁取り糸及び/又はピコット糸の絞り糸として用いることができる。スカラップの縁部専用として用いることにより、複合熱融着糸を少量使用するだけでほつれを防止することができる。
【0019】
細幅レース生地を編成する糸条については、一般にレース編地の編成に用いられる繊維素材から任意に選択して用いることができる。例えば、地糸鎖編及び地糸鎖編連結糸としては、ナイロンフィラメント糸33〜56dtex、地糸鎖編挿入糸としては、ポリウレタン弾性繊維156〜311dtex、ピコット糸としては、ナイロンフィラメント糸311〜890dtex等が使用される。
【0020】
本発明の熱処理条件として、温度は、低融点熱可塑性合成繊維の融点以上が好ましく、さらには融点+5〜25℃が好ましい。また、時間は、熱処理温度にもよるが、熱融着するとともに使用する繊維の物性を劣化させない時間とすることが好ましく、20〜180秒が好適である。
【0021】
本発明の熱処理後の伸長とは、弾性繊維の弾性変形範囲内で伸長させることを言い、その伸長により、低融点熱可塑性合成繊維と弾性繊維の熱融着部の少なくとも一部が剥離することとなる。この剥離により、弾性繊維が、被覆された低融点熱可塑性合成繊維に不要に拘束されることが無くなるため、その伸縮性を良好なものとすることができる。その剥離度合いとしては、50%以上とするのが好ましい。
【0022】
尚、各物性の測定方法は下記の通りである。
[低融点熱可塑性合成繊維の融点]
測定装置:微量融点測定装置(三田村理研(株)製)
昇温速度:1℃/min
[弾性繊維の融点]
測定装置:TMA(熱機器測定装置)
石英プローブ使用
把握長:20mm
伸長:0.5%
温度範囲:室温〜250℃
昇温速度:20℃/min
評価:熱応力が0mgfになった時の温度を融点とした。
[弾性繊維の耐熱強力保持率]
ポリウレタン弾性繊維を10cmの把握長で保持し、20cmに伸長する。伸長した状態で150℃に保った熱風乾燥機中に45秒間入れ、熱処理を行った。熱処理後のポリウレタン弾性繊維の強度を、定伸長速度の引っ張り試験機を使用し、把握長5cm、伸長速度500mm/分で測定した。測定時の環境は温度20℃、相対湿度65%であった。熱処理前の繊維に対する耐熱強力保持率を表示する。
【実施例】
【0023】
以下、実施例を示し、本発明を具体的に説明するが、本発明は下記の実施例に制限されるものではない。
【0024】
[実施例1]
弾性繊維として、ポリウレタン弾性繊維78デシテックス(モビロンRタイプ糸、日清紡績(株)製)を用いた。融点171℃、耐熱強力保持率は67%であった。また、低融点熱可塑性合成繊維として、ポリプロピレン繊維84デシテックス24フィラメント(パイレン、三菱レイヨン(株)製)を用いた。このポリプロピレン繊維の融点を測定した結果、融点は174℃であった。
カバリング機(片岡機械(株)製)を使用し、該ポリウレタン弾性繊維を芯糸として、ドラフト3.5倍で延伸しつつ、該芯糸に撚数600回/m、スピンドル回転数12000rpmでZ撚に該低融点熱可塑性合成繊維を巻付け、シングルカバリング糸を得た。
このカバリング糸をレース編地のスカラップ部分の縁取り糸として用い、24ゲージのラッシェルレース編機(カールマイヤー製MRESJ73/1)によりラッシェルレース編地を編成した。
【0025】
なお、このカバリング糸を使用し、カバリング糸を無伸長状態で乾熱170℃、45秒間処理した後、カバリング糸を伸長し、低融点熱可塑性合成繊維と弾性繊維の熱融着の状態の変化とカバリング糸の伸縮性の変化を確認した。
熱処理後のカバリング糸は、ポリウレタン弾性繊維の周囲全体を溶融したポリプロピレン繊維が覆い、かつポリウレタン弾性繊維とポリプロピレンが融着した状態になるが、これを伸長すると、ポリウレタン弾性繊維とポリプロピレンの融着がはがれ、溶融したポリプロピレン繊維の中空被覆層の中で、ポリウレタン弾性繊維が自由に移動できるようになり、カバリング糸は熱処理前の伸縮性を発現するようになった。
【0026】
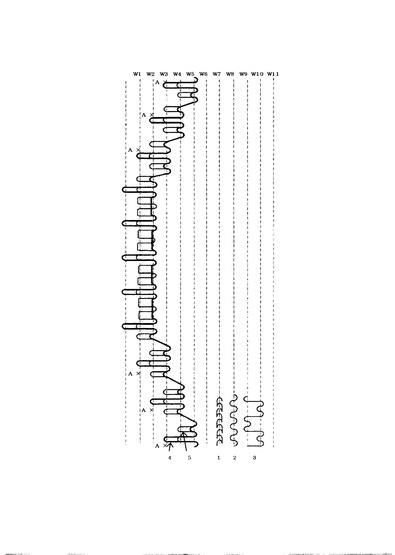
図1は該ラッシェルレース編地の組織図である。複数のウェルで構成される地糸鎖編(1)にナイロンフィラメント糸33デシテックスを、地糸鎖編挿入糸(2)にポリウレタン弾性繊維156デシテックスを、地糸鎖編連結糸(3)としてナイロンフィラメント糸44デシテックスを、ピコット糸(4)としてナイロンフィラメント糸470デシテックス、スカラップ縁取り糸(5)に上記の様にして得られたシングルカバリング糸を用いた。
なお、説明を簡単にする為に地糸鎖編、地糸鎖編挿入糸からなる地編ウェルを(W1)、(W2)、(W3)、・・・(W11)で示し、地糸鎖編、地糸鎖編挿入糸及び地糸鎖編連結糸は一部のみ図示した。
【0027】
この様にして、多数枚の細幅レース編地を連結した広幅レース編地を編成後、80℃で10分間精錬を行い、ヒートセット機により185℃で30秒間プレセットを行い、次いで98℃で60分間染色を行った後、ヒートセット機により160℃で30秒間ファイナルセットを行った。
得られた多数枚の細幅レース編地からなる広幅レース編地の連結部を分離し、スカラップの外側に位置する地糸鎖編(1)をA点で切断することにより、スカラップを有する多数枚の細幅レース編地を得た。
【0028】
この細幅レース編地について、洗濯試験によるスカラップ部の傷み状況、カバリング糸の脱落状況、及び地糸挿入糸との融着状況を評価した。結果を表1に示す。
<洗濯試験によるスカラップ部の傷み状況>
細幅レース編地のタテ方向に80cmで切り取り、輪にして、両端をオーバーロックで縫製し環状の試料を作成した。
その試料を、下記の条件にて連続300分の洗濯を2回行った。
洗濯機:家庭用二槽式洗濯機
洗剤量:1.3g/Lに調整(弱アルカリ洗剤使用)
水量 :30L
負荷布:綿、ポリウレタン弾性繊維混用ベア天竺編地、1.0kg
洗濯後のスカラップ部の傷みの程度を観察し、◎:傷みが認められない、○:やや傷みが認められる、△:傷みが認められる、×:傷みが激しい、の4段階で評価した。このうち、△と×は衣料として着用をためらう程度の傷みであり、◎ないし○が洗濯耐久性の点で好ましい。
<カバリング糸の脱落状況>
上記条件による洗濯試験後のスカラップ部のカバリング糸を、洗濯試験前のカバリング糸と比較し、カバリング糸の脱落状況を目視で確認した。
<地糸挿入糸の融着状況>
スカラップ部の地糸鎖編挿入糸(2)を、図1に記載の切断点Aより引っ張り、引き抜き程度を、○:引き抜けない、△:引く抜きが困難、×:引き抜きが容易、の3段階で評価した。
【0029】
[実施例2]
弾性繊維としてポリウレタン弾性繊維78デシテックス(モビロンPタイプ糸、日清紡績(株)製)を使用した。融点は221℃、耐熱強力保持率は95%であった。この弾性繊維をカバリング糸の芯糸として、実施例1と同様にカバリング糸及び編地を作成し、実施例1と同様の試験を行った。結果を表1に示す。
【0030】
なお、このカバリング糸を無伸長状態で乾熱170℃、45秒間処理した後、カバリング糸を伸長し、低融点熱可塑性合成繊維と弾性繊維の熱融着の相性及びカバリング糸の伸縮性を確認した。
得られたカバリング糸を弾性変形範囲いっぱいに伸長すると、実施例1と同様に、ポリウレタン弾性繊維の周囲を被覆して一体化したポリプロピレン繊維が破断しても、芯糸のポリウレタン弾性繊維との融着が弱く、剥がれることにより、ポリプロピレン繊維は中空の塊状となり、ポリウレタン弾性繊維は、ポリプロピレン繊維の中を自由に移動できるようになり、カバリング糸の伸縮性を保持していた。
【0031】
[実施例3]
ポリウレタン弾性繊維として、融点144℃、耐熱強力保持率40%のポリウレタン弾性繊維78デシテックスをカバリング糸の芯糸として、実施例1と同様にカバリング糸及び編地を作成し、実施例1と同様の試験を行った。結果を表1に示す。
【0032】
なお、このカバリング糸を無伸長状態で乾熱170℃、45秒間処理した後、カバリング糸を伸長し、低融点熱可塑性合成繊維と弾性繊維の熱融着の相性及びカバリング糸の伸縮性を確認した。
得られたカバリング糸を弾性変形範囲いっぱいに伸長すると、実施例1と同様に、ポリウレタン弾性繊維の周囲を被覆して一体化したポリプロピレン繊維が破断しても、芯糸のポリウレタン弾性繊維との融着が弱く、剥がれることにより、ポリプロピレン繊維は中空の塊状となり、ポリウレタン弾性繊維は、ポリプロピレン繊維の中を自由に移動できるようになり、カバリング糸の伸縮性を保持していた。
【0033】
[比較例1]
実施例2のポリウレタン弾性繊維をカバリング糸の芯糸として、低融点ナイロン繊維33デシテックス1フィラメント(エルダー、東レ(株)製)をカバリング糸の鞘糸として、撚数1000回/mとした以外は実施例1と同様にカバリング糸及び編地を作成し、実施例1と同様の試験を行った。結果を表1に示す。この低融点ナイロン繊維の融点を測定した結果、融点は122℃であった。
【0034】
なお、このカバリング糸を無伸長状態で乾熱170℃、45秒間処理した後、カバリング糸を伸長し、低融点熱可塑性合成繊維と弾性繊維の熱融着の相性及びカバリング糸の伸縮性を確認した。
このカバリング糸は、鞘糸であるナイロン繊維と芯糸であるポリウレタン弾性繊維との融着が強く、得られたカバリング糸を弾性変形範囲いっぱいに伸長しても、ナイロン繊維とポリウレタン繊維が剥がれることはなく、双方の繊維が共に断糸した。
【0035】
[比較例2]
実施例2のポリウレタン弾性繊維をカバリング糸の芯糸として、6ナイロン33デシテックス10フィラメント(TDN(株)製)をカバリング糸の鞘糸として、撚数1000回/mとした以外は実施例1と同様にカバリング糸及び編地を作成し、実施例1と同様の試験を行った。結果を表1に示す。この6ナイロンの融点を測定した結果、融点は221℃であった。
【0036】
なお、このカバリング糸を無伸長状態で乾熱170℃、45秒間処理した後、カバリング糸を伸長し、低融点熱可塑性合成繊維と弾性繊維との熱融着状況を確認したが、鞘糸であるナイロン繊維が高融点であるため、芯糸であるポリウレタン弾性繊維と熱融着することはなかった。
【0037】
【表1】

【0038】
実施例1、2は、ポリプロピレン繊維を使用し熱融着が進んでいることと、洗濯試験後のカバリング糸も、他の糸条の編目の隙間でポリプロピレン繊維が芯糸のポリウレタン弾性繊維の周囲に塊状に残っていることにより、洗濯によるスカラップ部の傷み具合は、◎又は○となり、洗濯耐久性の点で好ましい結果となった。更に、スカラップ部を伸縮するとポリウレタン弾性繊維の周囲を被覆して一体化したポリプロピレン繊維と芯糸のポリウレタン弾性繊維との融着が剥がれることにより、ポリプロピレン繊維は中空の塊状となり、ポリウレタン弾性繊維は、ポリプロピレン繊維の中を自由に移動できるようになり、スカラップの伸縮性を損なうことはなかった。
実施例3については、各糸条の交叉部ではポリプロピレン繊維が熱融着し、一部に剥離は見られたものの、他の糸条の編目の隙間では、芯糸のポリウレタン弾性繊維が熱セット等により断糸しており、洗濯試験後のカバリング糸が脱落している部分が認められ、洗濯によるスカラップ部の傷み具合についても△となった。
【0039】
比較例1については、熱セットにより熱融着した低融点ナイロン繊維が精練、染色工程で溶解流出しており、洗濯前後でのカバリング糸の状況に差はなかったが、融着が弱くなっており、洗濯によるスカラップ部の傷み具合についても△となった。比較例2については、熱融着しておらず、洗濯によるスカラップ部の傷み具合についても×となった。
地糸鎖編挿入糸の融着状況については、実施例1、2及び比較例1、2とも引く抜きが困難であったが、特に実施例1は、地糸鎖編挿入糸(2)のポリウレタン弾性繊維とポリプロピレン繊維の熱融着に加えて、高融着ポリウレタン弾性繊維との熱融着が進んでおり、地糸鎖編挿入糸(2)を引っ張っても抜けないものであった。
【0040】
[実施例4]
実施例2のカバリング糸を使用し、下記方法にて編地を作成し、熱セット後の編地の解編張力を測定した。結果を表2に示す。
<編地の作成>
パンスト編機(ロナティ社製、針数400本)の給糸口1口に6ナイロン33デシテックス10フィラメント(TDN(株)製)、給糸口3口にカバリング糸を給糸し、400コース編成し、交編編地を作成した。
<熱セット>
作成した編地を160℃及び180℃に保った乾燥機中にて1分間乾熱処理した。
<解編張力の測定>
編み終わり側より解編し、ナイロンフィラメント糸の編地からの解編張力を測定した。解編速度は100mm/分とし、1分間の平均張力を計算した。
【0041】
[実施例5]
カバリング糸の鞘糸に低融点ポリエステル繊維26デシテックス1フィラメント(ベルカップル、カネボウ合繊(株)製)を使用し、実施例4と同様にカバリング糸及び編地を作成し、同様の試験を行った。結果を表2に示す。この低融点ポリエステル繊維の融点を測定した結果、融点は168℃であった。
【0042】
[実施例6]
カバリング糸の鞘糸にポリエチレン繊維56デシテックス48フィラメント(ダイニーマ、東洋紡績(株)製)を使用し、実施例4と同様にカバリング糸及び編地を作成し、同様の試験を行った。結果を表2に示す。このポリエチレン繊維の融点を測定した結果、融点は162℃であった。
【0043】
[実施例7]
カバリング糸の鞘糸にポリ乳酸繊維56デシテックス48フィラメント(ラクトロン、カネボウ合繊(株)製)を使用し、実施例4と同様にカバリング糸及び編地を作成し、同様の試験を行った。結果を表2に示す。このポリ乳酸繊維の融点を測定した結果、融点は175℃であった。
【0044】
[比較例3]
比較例2のカバリング糸を使用し、実施例4と同様に編地を作り、同様の試験を行った。結果を表2に示す。
【0045】
実施例4〜7は、それぞれ伸長により、低融点熱可塑性合成繊維と弾性繊維の一部が剥離し、スリップイン等を防止しつつ、編地としての伸縮性の良好なものであった。特に、実施例4、7は、180℃で処理するとそれぞれポリプロピレン繊維、ポリ乳酸繊維の熱融着により、編地の解編が出来ないほど融着していた。また、実施例5、6は解編張力が高く、それぞれ低融点ポリエステル繊維、ポリエチレン繊維が強く熱融着していることを示している。一方、比較例4は、熱融着しないため、180℃で処理しても、解編張力は低く、編地の解編も容易であった。
【0046】
【表2】
【図面の簡単な説明】
【0047】
【図1】この発明の実施例1の組織図である。
【符号の説明】
【0048】
1:地糸鎖編
2:地糸鎖編挿入糸
3:地糸鎖編連結糸
4:ピコット糸
5:スカラップ縁取り糸
A:切断点
W1〜W11:地糸鎖編ウェル
【技術分野】
【0001】
本発明は、低融点熱可塑性合成繊維と弾性繊維で構成された複合熱融着糸、および該複合熱融着糸を用いた織編物に関する。また、本発明の複合熱融着糸をスカラップ部分に用いたレース編地に関する。
【背景技術】
【0002】
弾性繊維を含む緯編地、経編地、織物等の織編物のほつれ、スリップイン防止方法として、弾性繊維を芯糸とし、融点の異なる2本以上の非弾性糸を内側から1本ずつ順にカバリングしたダブルカバリング糸であって、内側の非弾性糸の融点が外側の非弾性糸の融点よりも低くなるよう配した複合熱融着糸が開示されている(特許文献1)。
しかし、この複合融着糸では、弾性繊維が融点の低い非弾性糸と融着するので伸縮性が低下してしまうという問題があった。
【0003】
また、弾性繊維を芯糸とし、その外側に熱融着性を有していない太めの下糸で隙間なく被覆するとともに、さらに細めの熱融着糸を上糸として撚り合わせて被覆した複合熱融着糸が開示されている(特許文献2)。
しかし、この複合熱融着糸は、上糸に細い熱融着糸を使用するため融着が弱く、精錬、染色、再染色等により熱融着糸が溶解してしまい、安定した融着が得られず、また、複合熱融着糸を得るのに2度の撚糸工程を必要とするため、製造コストが高いものとなってしまっていた。
【0004】
また、レース編地のスカラップ部分において、地糸鎖編ウェルを切断した場合、該切断個所から編み始め方向にほつれやすいという問題を解決する手段として、芯糸に溶融温度140〜190℃のゴム状弾性糸条を用い、その周囲に熱可塑性合成繊維糸条を被覆したカバリング糸からなる複合熱融着糸が開示されている(特許文献3)。
しかし、上記複合熱融着糸は、熱処理により弾性糸が溶融するから、伸縮性が低下するという問題がある。
【0005】
【特許文献1】特開平5−186924号公報
【特許文献2】特公昭61−17938号公報
【特許文献3】特開平11−81073号公報
【発明の開示】
【発明が解決しようとする課題】
【0006】
本発明の目的は、弾性繊維を含んだ緯編地、経編地、織物等の織編物において、生地端がほつれたり、スリップインを防止し、かつ伸縮性の低下が少ない織編物を得ることができる複合熱融着糸を提供することである。
また、広幅レース編地から連結部を切断し多数枚の細幅レース編地を得るスカラップを有する細幅レース編地において、スカラップの切断箇所から地糸鎖編ウェルがほつれたり、地糸の鎖編ウェルに挿入されている弾性繊維が抜け出たり、スリップインが生じることなく、かつ伸縮性の低下が少ない細幅レース編地を得ることができる複合熱融着糸を提供することである。
さらに、該複合熱融着糸を用いた織編物または細幅レース編地を提供することである。
【課題を解決するための手段】
【0007】
本発明は、低融点熱可塑性合成繊維と弾性繊維で構成された複合熱融着糸からなり、特に、(1)緯編の編み始めや編み終わり部分に少なくとも1コース以上編み込んだり、(2)経編の耳部分に少なくとも1ウェル以上編み込んだり、(3)織物の経糸及び/又は緯糸に使用した織編物としたり、または(4)広幅レース編地から連結部を切断し多数枚の細幅レース編地を得るスカラップを有する細幅レース編地の、該スカラップ部分に沿って挿入したりして、レース編地とした後、該織編物(またはレース編地)を低融点熱可塑性合成繊維が溶融する温度で熱処理を行い、該複合熱融着糸相互又は該熱複合熱融着糸と他の糸との交差部を融着させ、その後該織編物を伸長させると低融点熱可塑性合成繊維と弾性繊維の熱融着部の少なくとも一部が剥離することにより、弾性繊維の伸縮性を損なうことなく、該織編物のほつれ・ランが防止できることを見出し、本発明を完成した。
【0008】
すなわち、本発明は、
[1]低融点熱可塑性合成繊維と弾性繊維とからなる複合熱融着糸であって、該複合熱融着糸を熱処理により熱融着させた後、伸長により低融点熱可塑性合成繊維と弾性繊維の熱融着部の少なくとも一部が剥離することを特徴とする複合熱融着糸、
[2]前記複合熱融着糸が、弾性繊維を芯糸とし、その周囲を低融点熱可塑性合成繊維で被覆してなるカバリング糸であることを特徴とする[1]の複合熱融着糸、
[3]前記低融点熱可塑性合成繊維の融点が130〜190℃であり、かつ、前記弾性繊維の融点が(低融点熱可塑性合成繊維の融点−10℃)以上であることを特徴とする[1]または[2]の複合熱融着糸、
[4]低融点熱可塑性合成繊維がポリプロピレン繊維、ポリエチレン繊維、低融点ポリエステル繊維、及びポリ乳酸繊維のいずれかから選ばれた繊維であり、弾性繊維がポリウレタン弾性繊維であることを特徴とする[1]から[3]のいずれかの複合熱融着糸、
[5][1]から[4]のいずれかの複合熱融着糸を含む複合熱融着糸混用織編物であって、該複合熱融着糸混用織編物を熱処理により熱融着させた後、伸長により低融点熱可塑性合成繊維と弾性繊維の熱融着部の少なくとも一部が剥離することを特徴とする複合熱融着糸混用織編物、
[6][1]から[4]のいずれかの複合熱融着糸と非弾性糸を含む複合熱融着糸混用織編物であって、熱処理により熱融着させた後、伸長により低融点熱可塑性合成繊維と弾性繊維の熱融着部の少なくとも一部が剥離し、かつ、低融点熱可塑性合成繊維相互または低融点熱可塑性合成繊維と非弾性糸とは熱融着してなることを特徴とする複合熱融着糸混用織編物、及び、
[7][1]から[4]のいずれかの複合熱融着糸を少なくともレース編地のスカラップ部分に用い、熱処理により複合熱融着糸と他の繊維との交差部を熱融着させてなるレース編地、
を提供するものである。
【発明の効果】
【0009】
本発明の複合熱融着糸は、次のような効果を発揮する。
[1]織編物の製造に当たっては、編成後にプレセット、精錬、染色、ファイナルセットが行われるが、本発明では、該染色加工やプレセット、ファイナルセットの際の熱処理によって低融点熱可塑性合成繊維が溶融し、該複合熱融着糸相互や他の糸条と交差している部分で融着し、該複合熱融着糸または他の糸条が固定されることによりほつれ難くなる。
[2]交差部以外では、低融点熱可塑性合成繊維が溶融し、編目間の弾性繊維の周囲を被覆して、冷却固化される。ここで、編地を伸縮させることで、低融点熱可塑性合成繊維と弾性繊維の熱融着部の一部が剥離するが、弾性繊維の周囲を被覆した低融点熱可塑性合成繊維が塊状となって残るので、他の糸条は抜け難くなる。
低融点熱可塑性合成繊維は、弾性繊維との熱融着部が剥離することにより中空の塊状となり、弾性繊維は、低融点熱可塑性合成繊維の中を自由に移動できるようになり、織編物の伸縮性、風合いを損なうことはない。
[3]低融点熱可塑性合成繊維及び弾性繊維の融着には、織編物の製造時に通常行われる染色加工やセットに伴う熱処理を利用しているため、新たな工程を必要としない。
[4]複合熱融着糸を切断した際にも、該複合熱融着糸相互、および/または他の複数の糸条との交差部で融着しているので、ほつれることはない。このことから、スカラップに沿って1本の複合熱融着糸を使用することだけで効果が得られ、他の補強用の糸などを使用する必要がなく、レース柄の美観を損なうことはない。
[5]低融点熱可塑性合成繊維と弾性繊維の融着箇所が剥離した結果、該弾性繊維は編地の伸長に追随して伸びることになり、伸縮性が低下しない。
【発明を実施するための最良の形態】
【0010】
本発明に係る複合熱融着糸は、低融点熱可塑性合成繊維と弾性繊維とからなる。
低融点熱可塑性合成繊維は、熱処理により溶融し融着性を示すこと、および組み合わせて使用される弾性繊維との熱融着後、伸長により熱融着部の少なくとも一部が剥離する繊維である。低融点熱可塑性合成繊維の融点は、プレセット等の熱処理条件にもよるが、130〜190℃が好ましい。融点が130℃より低いと弾性繊維との混合使用の際の寸法安定性や、精錬、染色、再染色、セット等の熱処理により、他の糸条との接点で低融点熱可塑性合成繊維が融解または溶解し、安定した融着が得られない。融点が190℃より高いと融着させる為の熱処理温度が高くなり過ぎ、製品の風合い、染色堅牢度などに悪い影響を与え好ましくない。より好ましくは140〜180℃である。
【0011】
低融点熱可塑性合成繊維は、フィラメント糸でもウーリー糸でも良く、繊度は200dtex以下が好ましい。200dtexより大きいと編地中に含まれる低融点熱可塑性合成繊維の量が多くなり、風合いや肌触りが悪くなるからである。
【0012】
低融点熱可塑性合成繊維としては、組み合わされる弾性繊維にもよるが、ナイロン繊維、ポリプロピレン繊維、ポリエチレン繊維、ビニリデン繊維、ポリエステル繊維、ポリ乳酸繊維等の低融点熱可塑性合成繊維が例示できる。融着の相性や融点からポリプロピレン繊維、ポリエチレン繊維、ポリエステル繊維、ポリ乳酸繊維が好ましい。
【0013】
本発明に使用される弾性繊維としては、一般に知られている弾性繊維が使用できるが、熱処理により伸縮性などの物性低下を極力抑えるために、該弾性繊維の融点は、共用した低融点熱可塑性合成繊維の融点から10℃低い温度までであることが好ましい。これ以上融点差の低い弾性繊維を使用すると、伸縮性が低下するなどの問題がおきる可能性がある。
【0014】
一方、弾性繊維として、熱融着性弾性繊維を用いると、低融点熱可塑性合成繊維の融着性に弾性繊維の融着性も加わることとなり、織編物が一層ほつれ難くなるのでより好ましい。
このように弾性繊維にも熱融着効果を発揮させるために、該弾性繊維の融点は、180℃以下とすることが好ましく、175℃以下とすることがさらに好ましい。180℃より高いと融着効果が低くなり、弾性繊維の融着性を上げる目的で熱処理温度を上げると、共用繊維が硬くなるなど製品の風合いが低下する問題が起こる可能性がある。
なお、融点の下限は150℃以上、特に155℃以上であることが、該弾性繊維の高い伸長回復性を保持したり、高融点ポリウレタン弾性繊維との混合使用の際に良好な寸法安定性を保持したりする点で好ましい。
【0015】
弾性繊維としては、代表的にはポリウレタン弾性繊維が使用できる。ポリウレタン弾性繊維は、乾式紡糸法、溶融紡糸法、湿式紡糸法の何れも使用できるが、熱融着性に優れ、かつ耐熱強力保持率に優れるものが好ましい。具体的には、ポリオールとジイソシアネートとを反応させて得られる両末端イソシアネート基プレポリマーと、ポリオールとジイソシアネートと低分子量ジオールとを反応させて得られる両末端水酸基プレポリマーとを反応させて得られるポリマーを溶融紡糸してなり、且つ原料ポリオール中にポリエーテルポリオールを50重量%以上含むことを特徴とし、100%伸長した状態で150℃、45秒間の乾熱処理後の強力保持率が50%以上であり、且つ180℃以下の融点を有する高融着ポリウレタン弾性繊維を使用することがより好ましい(WO2004/53218公報に記載)。この高融着ポリウレタン弾性繊維を使用することにより、他の糸条との交差部分で、低融点熱可塑性合成繊維及び高融着ポリウレタン弾性繊維の両者が融着し、よりほつれ難いものとなり、かつ伸縮性の低下も少ないものとすることができる。
【0016】
複合熱融着糸としては、弾性繊維を芯糸とし、低融点熱可塑性合成繊維をその周囲に被覆したシングルカバリング糸、ダブルカバリング糸、コアダブル糸等の何れでも良いが、編立性からシングルカバリング糸、またはダブルカバリング糸が好ましく、特にシングルカバリング糸が好ましい。ダブルカバリング糸については、上撚、下撚とも低融点熱可塑性合成繊維を使用することがよい。
【0017】
本発明の複合熱融着糸をカバリング糸とした場合の撚数としては、200〜1000回/mが好ましい。撚数が200回/m未満であると、編成時に断糸等が発生してしまい、編立性が悪くなるからである。一方1000回/m超になるとカバリング糸の伸縮性が悪く、編地の伸縮性が低下するからである。
【0018】
本発明の複合熱融着糸は、レース編地のスカラップ部分の縁取り糸及び/又はピコット糸の絞り糸として用いることができる。スカラップの縁部専用として用いることにより、複合熱融着糸を少量使用するだけでほつれを防止することができる。
【0019】
細幅レース生地を編成する糸条については、一般にレース編地の編成に用いられる繊維素材から任意に選択して用いることができる。例えば、地糸鎖編及び地糸鎖編連結糸としては、ナイロンフィラメント糸33〜56dtex、地糸鎖編挿入糸としては、ポリウレタン弾性繊維156〜311dtex、ピコット糸としては、ナイロンフィラメント糸311〜890dtex等が使用される。
【0020】
本発明の熱処理条件として、温度は、低融点熱可塑性合成繊維の融点以上が好ましく、さらには融点+5〜25℃が好ましい。また、時間は、熱処理温度にもよるが、熱融着するとともに使用する繊維の物性を劣化させない時間とすることが好ましく、20〜180秒が好適である。
【0021】
本発明の熱処理後の伸長とは、弾性繊維の弾性変形範囲内で伸長させることを言い、その伸長により、低融点熱可塑性合成繊維と弾性繊維の熱融着部の少なくとも一部が剥離することとなる。この剥離により、弾性繊維が、被覆された低融点熱可塑性合成繊維に不要に拘束されることが無くなるため、その伸縮性を良好なものとすることができる。その剥離度合いとしては、50%以上とするのが好ましい。
【0022】
尚、各物性の測定方法は下記の通りである。
[低融点熱可塑性合成繊維の融点]
測定装置:微量融点測定装置(三田村理研(株)製)
昇温速度:1℃/min
[弾性繊維の融点]
測定装置:TMA(熱機器測定装置)
石英プローブ使用
把握長:20mm
伸長:0.5%
温度範囲:室温〜250℃
昇温速度:20℃/min
評価:熱応力が0mgfになった時の温度を融点とした。
[弾性繊維の耐熱強力保持率]
ポリウレタン弾性繊維を10cmの把握長で保持し、20cmに伸長する。伸長した状態で150℃に保った熱風乾燥機中に45秒間入れ、熱処理を行った。熱処理後のポリウレタン弾性繊維の強度を、定伸長速度の引っ張り試験機を使用し、把握長5cm、伸長速度500mm/分で測定した。測定時の環境は温度20℃、相対湿度65%であった。熱処理前の繊維に対する耐熱強力保持率を表示する。
【実施例】
【0023】
以下、実施例を示し、本発明を具体的に説明するが、本発明は下記の実施例に制限されるものではない。
【0024】
[実施例1]
弾性繊維として、ポリウレタン弾性繊維78デシテックス(モビロンRタイプ糸、日清紡績(株)製)を用いた。融点171℃、耐熱強力保持率は67%であった。また、低融点熱可塑性合成繊維として、ポリプロピレン繊維84デシテックス24フィラメント(パイレン、三菱レイヨン(株)製)を用いた。このポリプロピレン繊維の融点を測定した結果、融点は174℃であった。
カバリング機(片岡機械(株)製)を使用し、該ポリウレタン弾性繊維を芯糸として、ドラフト3.5倍で延伸しつつ、該芯糸に撚数600回/m、スピンドル回転数12000rpmでZ撚に該低融点熱可塑性合成繊維を巻付け、シングルカバリング糸を得た。
このカバリング糸をレース編地のスカラップ部分の縁取り糸として用い、24ゲージのラッシェルレース編機(カールマイヤー製MRESJ73/1)によりラッシェルレース編地を編成した。
【0025】
なお、このカバリング糸を使用し、カバリング糸を無伸長状態で乾熱170℃、45秒間処理した後、カバリング糸を伸長し、低融点熱可塑性合成繊維と弾性繊維の熱融着の状態の変化とカバリング糸の伸縮性の変化を確認した。
熱処理後のカバリング糸は、ポリウレタン弾性繊維の周囲全体を溶融したポリプロピレン繊維が覆い、かつポリウレタン弾性繊維とポリプロピレンが融着した状態になるが、これを伸長すると、ポリウレタン弾性繊維とポリプロピレンの融着がはがれ、溶融したポリプロピレン繊維の中空被覆層の中で、ポリウレタン弾性繊維が自由に移動できるようになり、カバリング糸は熱処理前の伸縮性を発現するようになった。
【0026】
図1は該ラッシェルレース編地の組織図である。複数のウェルで構成される地糸鎖編(1)にナイロンフィラメント糸33デシテックスを、地糸鎖編挿入糸(2)にポリウレタン弾性繊維156デシテックスを、地糸鎖編連結糸(3)としてナイロンフィラメント糸44デシテックスを、ピコット糸(4)としてナイロンフィラメント糸470デシテックス、スカラップ縁取り糸(5)に上記の様にして得られたシングルカバリング糸を用いた。
なお、説明を簡単にする為に地糸鎖編、地糸鎖編挿入糸からなる地編ウェルを(W1)、(W2)、(W3)、・・・(W11)で示し、地糸鎖編、地糸鎖編挿入糸及び地糸鎖編連結糸は一部のみ図示した。
【0027】
この様にして、多数枚の細幅レース編地を連結した広幅レース編地を編成後、80℃で10分間精錬を行い、ヒートセット機により185℃で30秒間プレセットを行い、次いで98℃で60分間染色を行った後、ヒートセット機により160℃で30秒間ファイナルセットを行った。
得られた多数枚の細幅レース編地からなる広幅レース編地の連結部を分離し、スカラップの外側に位置する地糸鎖編(1)をA点で切断することにより、スカラップを有する多数枚の細幅レース編地を得た。
【0028】
この細幅レース編地について、洗濯試験によるスカラップ部の傷み状況、カバリング糸の脱落状況、及び地糸挿入糸との融着状況を評価した。結果を表1に示す。
<洗濯試験によるスカラップ部の傷み状況>
細幅レース編地のタテ方向に80cmで切り取り、輪にして、両端をオーバーロックで縫製し環状の試料を作成した。
その試料を、下記の条件にて連続300分の洗濯を2回行った。
洗濯機:家庭用二槽式洗濯機
洗剤量:1.3g/Lに調整(弱アルカリ洗剤使用)
水量 :30L
負荷布:綿、ポリウレタン弾性繊維混用ベア天竺編地、1.0kg
洗濯後のスカラップ部の傷みの程度を観察し、◎:傷みが認められない、○:やや傷みが認められる、△:傷みが認められる、×:傷みが激しい、の4段階で評価した。このうち、△と×は衣料として着用をためらう程度の傷みであり、◎ないし○が洗濯耐久性の点で好ましい。
<カバリング糸の脱落状況>
上記条件による洗濯試験後のスカラップ部のカバリング糸を、洗濯試験前のカバリング糸と比較し、カバリング糸の脱落状況を目視で確認した。
<地糸挿入糸の融着状況>
スカラップ部の地糸鎖編挿入糸(2)を、図1に記載の切断点Aより引っ張り、引き抜き程度を、○:引き抜けない、△:引く抜きが困難、×:引き抜きが容易、の3段階で評価した。
【0029】
[実施例2]
弾性繊維としてポリウレタン弾性繊維78デシテックス(モビロンPタイプ糸、日清紡績(株)製)を使用した。融点は221℃、耐熱強力保持率は95%であった。この弾性繊維をカバリング糸の芯糸として、実施例1と同様にカバリング糸及び編地を作成し、実施例1と同様の試験を行った。結果を表1に示す。
【0030】
なお、このカバリング糸を無伸長状態で乾熱170℃、45秒間処理した後、カバリング糸を伸長し、低融点熱可塑性合成繊維と弾性繊維の熱融着の相性及びカバリング糸の伸縮性を確認した。
得られたカバリング糸を弾性変形範囲いっぱいに伸長すると、実施例1と同様に、ポリウレタン弾性繊維の周囲を被覆して一体化したポリプロピレン繊維が破断しても、芯糸のポリウレタン弾性繊維との融着が弱く、剥がれることにより、ポリプロピレン繊維は中空の塊状となり、ポリウレタン弾性繊維は、ポリプロピレン繊維の中を自由に移動できるようになり、カバリング糸の伸縮性を保持していた。
【0031】
[実施例3]
ポリウレタン弾性繊維として、融点144℃、耐熱強力保持率40%のポリウレタン弾性繊維78デシテックスをカバリング糸の芯糸として、実施例1と同様にカバリング糸及び編地を作成し、実施例1と同様の試験を行った。結果を表1に示す。
【0032】
なお、このカバリング糸を無伸長状態で乾熱170℃、45秒間処理した後、カバリング糸を伸長し、低融点熱可塑性合成繊維と弾性繊維の熱融着の相性及びカバリング糸の伸縮性を確認した。
得られたカバリング糸を弾性変形範囲いっぱいに伸長すると、実施例1と同様に、ポリウレタン弾性繊維の周囲を被覆して一体化したポリプロピレン繊維が破断しても、芯糸のポリウレタン弾性繊維との融着が弱く、剥がれることにより、ポリプロピレン繊維は中空の塊状となり、ポリウレタン弾性繊維は、ポリプロピレン繊維の中を自由に移動できるようになり、カバリング糸の伸縮性を保持していた。
【0033】
[比較例1]
実施例2のポリウレタン弾性繊維をカバリング糸の芯糸として、低融点ナイロン繊維33デシテックス1フィラメント(エルダー、東レ(株)製)をカバリング糸の鞘糸として、撚数1000回/mとした以外は実施例1と同様にカバリング糸及び編地を作成し、実施例1と同様の試験を行った。結果を表1に示す。この低融点ナイロン繊維の融点を測定した結果、融点は122℃であった。
【0034】
なお、このカバリング糸を無伸長状態で乾熱170℃、45秒間処理した後、カバリング糸を伸長し、低融点熱可塑性合成繊維と弾性繊維の熱融着の相性及びカバリング糸の伸縮性を確認した。
このカバリング糸は、鞘糸であるナイロン繊維と芯糸であるポリウレタン弾性繊維との融着が強く、得られたカバリング糸を弾性変形範囲いっぱいに伸長しても、ナイロン繊維とポリウレタン繊維が剥がれることはなく、双方の繊維が共に断糸した。
【0035】
[比較例2]
実施例2のポリウレタン弾性繊維をカバリング糸の芯糸として、6ナイロン33デシテックス10フィラメント(TDN(株)製)をカバリング糸の鞘糸として、撚数1000回/mとした以外は実施例1と同様にカバリング糸及び編地を作成し、実施例1と同様の試験を行った。結果を表1に示す。この6ナイロンの融点を測定した結果、融点は221℃であった。
【0036】
なお、このカバリング糸を無伸長状態で乾熱170℃、45秒間処理した後、カバリング糸を伸長し、低融点熱可塑性合成繊維と弾性繊維との熱融着状況を確認したが、鞘糸であるナイロン繊維が高融点であるため、芯糸であるポリウレタン弾性繊維と熱融着することはなかった。
【0037】
【表1】
【0038】
実施例1、2は、ポリプロピレン繊維を使用し熱融着が進んでいることと、洗濯試験後のカバリング糸も、他の糸条の編目の隙間でポリプロピレン繊維が芯糸のポリウレタン弾性繊維の周囲に塊状に残っていることにより、洗濯によるスカラップ部の傷み具合は、◎又は○となり、洗濯耐久性の点で好ましい結果となった。更に、スカラップ部を伸縮するとポリウレタン弾性繊維の周囲を被覆して一体化したポリプロピレン繊維と芯糸のポリウレタン弾性繊維との融着が剥がれることにより、ポリプロピレン繊維は中空の塊状となり、ポリウレタン弾性繊維は、ポリプロピレン繊維の中を自由に移動できるようになり、スカラップの伸縮性を損なうことはなかった。
実施例3については、各糸条の交叉部ではポリプロピレン繊維が熱融着し、一部に剥離は見られたものの、他の糸条の編目の隙間では、芯糸のポリウレタン弾性繊維が熱セット等により断糸しており、洗濯試験後のカバリング糸が脱落している部分が認められ、洗濯によるスカラップ部の傷み具合についても△となった。
【0039】
比較例1については、熱セットにより熱融着した低融点ナイロン繊維が精練、染色工程で溶解流出しており、洗濯前後でのカバリング糸の状況に差はなかったが、融着が弱くなっており、洗濯によるスカラップ部の傷み具合についても△となった。比較例2については、熱融着しておらず、洗濯によるスカラップ部の傷み具合についても×となった。
地糸鎖編挿入糸の融着状況については、実施例1、2及び比較例1、2とも引く抜きが困難であったが、特に実施例1は、地糸鎖編挿入糸(2)のポリウレタン弾性繊維とポリプロピレン繊維の熱融着に加えて、高融着ポリウレタン弾性繊維との熱融着が進んでおり、地糸鎖編挿入糸(2)を引っ張っても抜けないものであった。
【0040】
[実施例4]
実施例2のカバリング糸を使用し、下記方法にて編地を作成し、熱セット後の編地の解編張力を測定した。結果を表2に示す。
<編地の作成>
パンスト編機(ロナティ社製、針数400本)の給糸口1口に6ナイロン33デシテックス10フィラメント(TDN(株)製)、給糸口3口にカバリング糸を給糸し、400コース編成し、交編編地を作成した。
<熱セット>
作成した編地を160℃及び180℃に保った乾燥機中にて1分間乾熱処理した。
<解編張力の測定>
編み終わり側より解編し、ナイロンフィラメント糸の編地からの解編張力を測定した。解編速度は100mm/分とし、1分間の平均張力を計算した。
【0041】
[実施例5]
カバリング糸の鞘糸に低融点ポリエステル繊維26デシテックス1フィラメント(ベルカップル、カネボウ合繊(株)製)を使用し、実施例4と同様にカバリング糸及び編地を作成し、同様の試験を行った。結果を表2に示す。この低融点ポリエステル繊維の融点を測定した結果、融点は168℃であった。
【0042】
[実施例6]
カバリング糸の鞘糸にポリエチレン繊維56デシテックス48フィラメント(ダイニーマ、東洋紡績(株)製)を使用し、実施例4と同様にカバリング糸及び編地を作成し、同様の試験を行った。結果を表2に示す。このポリエチレン繊維の融点を測定した結果、融点は162℃であった。
【0043】
[実施例7]
カバリング糸の鞘糸にポリ乳酸繊維56デシテックス48フィラメント(ラクトロン、カネボウ合繊(株)製)を使用し、実施例4と同様にカバリング糸及び編地を作成し、同様の試験を行った。結果を表2に示す。このポリ乳酸繊維の融点を測定した結果、融点は175℃であった。
【0044】
[比較例3]
比較例2のカバリング糸を使用し、実施例4と同様に編地を作り、同様の試験を行った。結果を表2に示す。
【0045】
実施例4〜7は、それぞれ伸長により、低融点熱可塑性合成繊維と弾性繊維の一部が剥離し、スリップイン等を防止しつつ、編地としての伸縮性の良好なものであった。特に、実施例4、7は、180℃で処理するとそれぞれポリプロピレン繊維、ポリ乳酸繊維の熱融着により、編地の解編が出来ないほど融着していた。また、実施例5、6は解編張力が高く、それぞれ低融点ポリエステル繊維、ポリエチレン繊維が強く熱融着していることを示している。一方、比較例4は、熱融着しないため、180℃で処理しても、解編張力は低く、編地の解編も容易であった。
【0046】
【表2】
【図面の簡単な説明】
【0047】
【図1】この発明の実施例1の組織図である。
【符号の説明】
【0048】
1:地糸鎖編
2:地糸鎖編挿入糸
3:地糸鎖編連結糸
4:ピコット糸
5:スカラップ縁取り糸
A:切断点
W1〜W11:地糸鎖編ウェル
【特許請求の範囲】
【請求項1】
低融点熱可塑性合成繊維と弾性繊維とからなる複合熱融着糸であって、該複合熱融着糸を熱処理により熱融着させた後、伸長により低融点熱可塑性合成繊維と弾性繊維の熱融着部の少なくとも一部が剥離することを特徴とする複合熱融着糸。
【請求項2】
前記複合熱融着糸が、弾性繊維を芯糸とし、その周囲を低融点熱可塑性合成繊維で被覆してなるカバリング糸であることを特徴とする請求項1記載の複合熱融着糸。
【請求項3】
前記低融点熱可塑性合成繊維の融点が130〜190℃であり、かつ、前記弾性繊維の融点が(低融点熱可塑性合成繊維の融点−10℃)以上であることを特徴とする請求項1または2記載の複合熱融着糸。
【請求項4】
低融点熱可塑性合成繊維がポリプロピレン繊維、ポリエチレン繊維、低融点ポリエステル繊維、及びポリ乳酸繊維のいずれかから選ばれた繊維であり、弾性繊維がポリウレタン弾性繊維であることを特徴とする請求項1から3のいずれかに記載の複合熱融着糸。
【請求項5】
請求項1から4のいずれかに記載の複合熱融着糸を含む複合熱融着糸混用織編物であって、該複合熱融着糸混用織編物を熱処理により熱融着させた後、伸長により低融点熱可塑性合成繊維と弾性繊維の熱融着部の少なくとも一部が剥離することを特徴とする複合熱融着糸混用織編物。
【請求項6】
請求項1から4のいずれかに記載の複合熱融着糸と非弾性糸を含む複合熱融着糸混用織編物であって、熱処理により熱融着させた後、伸長により低融点熱可塑性合成繊維と弾性繊維の熱融着部の少なくとも一部が剥離し、かつ、低融点熱可塑性合成繊維相互または低融点熱可塑性合成繊維と非弾性糸とは熱融着してなることを特徴とする複合熱融着糸混用織編物。
【請求項7】
請求項1から4のいずれかに記載の複合熱融着糸を少なくともレース編地のスカラップ部分に用い、熱処理により複合熱融着糸と他の繊維との交差部を熱融着させてなるレース編地。
【請求項1】
低融点熱可塑性合成繊維と弾性繊維とからなる複合熱融着糸であって、該複合熱融着糸を熱処理により熱融着させた後、伸長により低融点熱可塑性合成繊維と弾性繊維の熱融着部の少なくとも一部が剥離することを特徴とする複合熱融着糸。
【請求項2】
前記複合熱融着糸が、弾性繊維を芯糸とし、その周囲を低融点熱可塑性合成繊維で被覆してなるカバリング糸であることを特徴とする請求項1記載の複合熱融着糸。
【請求項3】
前記低融点熱可塑性合成繊維の融点が130〜190℃であり、かつ、前記弾性繊維の融点が(低融点熱可塑性合成繊維の融点−10℃)以上であることを特徴とする請求項1または2記載の複合熱融着糸。
【請求項4】
低融点熱可塑性合成繊維がポリプロピレン繊維、ポリエチレン繊維、低融点ポリエステル繊維、及びポリ乳酸繊維のいずれかから選ばれた繊維であり、弾性繊維がポリウレタン弾性繊維であることを特徴とする請求項1から3のいずれかに記載の複合熱融着糸。
【請求項5】
請求項1から4のいずれかに記載の複合熱融着糸を含む複合熱融着糸混用織編物であって、該複合熱融着糸混用織編物を熱処理により熱融着させた後、伸長により低融点熱可塑性合成繊維と弾性繊維の熱融着部の少なくとも一部が剥離することを特徴とする複合熱融着糸混用織編物。
【請求項6】
請求項1から4のいずれかに記載の複合熱融着糸と非弾性糸を含む複合熱融着糸混用織編物であって、熱処理により熱融着させた後、伸長により低融点熱可塑性合成繊維と弾性繊維の熱融着部の少なくとも一部が剥離し、かつ、低融点熱可塑性合成繊維相互または低融点熱可塑性合成繊維と非弾性糸とは熱融着してなることを特徴とする複合熱融着糸混用織編物。
【請求項7】
請求項1から4のいずれかに記載の複合熱融着糸を少なくともレース編地のスカラップ部分に用い、熱処理により複合熱融着糸と他の繊維との交差部を熱融着させてなるレース編地。
【図1】

【公開番号】特開2007−262601(P2007−262601A)
【公開日】平成19年10月11日(2007.10.11)
【国際特許分類】
【出願番号】特願2006−86936(P2006−86936)
【出願日】平成18年3月28日(2006.3.28)
【出願人】(000004374)日清紡績株式会社 (370)
【Fターム(参考)】
【公開日】平成19年10月11日(2007.10.11)
【国際特許分類】
【出願日】平成18年3月28日(2006.3.28)
【出願人】(000004374)日清紡績株式会社 (370)
【Fターム(参考)】
[ Back to top ]