
触媒、製作方法および製作装置

【課題】
触媒およびその製作装置を提供する。
【解決手段】
本発明は、マット(3)で取り囲まれたモノリスをハウジング内に備えている触媒に関するものであって、このハウジングは変形したハウジングブランクを備え、このハウジングブランクの縦方向エッジ(18)の領域に、段状の折り曲げ部を設けている。
ハウジングブランクを変形して、マット(3)を備えたモノリスの周りにハウジングを形成する場合、縦方向エッジ(17)が折り曲げ部の半径方向外側に向いた部分に接触するように、ハウジングブランクを連結する。その際、段部の半径R2が小さいので、排気ガスが逃げ得る自由空間が形成されない。
触媒およびその製作装置を提供する。
【解決手段】
本発明は、マット(3)で取り囲まれたモノリスをハウジング内に備えている触媒に関するものであって、このハウジングは変形したハウジングブランクを備え、このハウジングブランクの縦方向エッジ(18)の領域に、段状の折り曲げ部を設けている。
ハウジングブランクを変形して、マット(3)を備えたモノリスの周りにハウジングを形成する場合、縦方向エッジ(17)が折り曲げ部の半径方向外側に向いた部分に接触するように、ハウジングブランクを連結する。その際、段部の半径R2が小さいので、排気ガスが逃げ得る自由空間が形成されない。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、請求項1に記載した特徴を有する、マットで覆ったモノリスとハウジングを備えた触媒と、請求項2、3に記載した特徴を有する、触媒のハウジングを製作するための方法およびその政策装置に関する。
【背景技術】
【0002】
触媒は内燃機関を備えた車両において排気ガスを後処理する働きをする。触媒は一般的にハウジングを備え、このハウジングの中にモノリス、例えばセラミック担体が配置されている。モノリスがマットによって覆われているので、モノリスとハウジングとの間の隙間はこのマットによって埋められ、従ってモノリスは位置を保持される。ハウジングは例えば管または複数のハウジング部品によって一体成形することが可能である。このハウジング部品はねじまたは溶接によって互いに連結される。マットはハウジング内でモノリスの位置を保持し、異なる負荷運転でいろいろな温度にわたって位置を定める働きをする。マットはさらに、モノリスの損傷を防ぐ。というのは、モノリスがきわめて高価な触媒部品の一つであるからである。モノリスは通常は円筒の形をしている。モノリスの直径は製作技術に起因して変動する。ハウジングをモノリスの寸法に合わせることは仕上げ技術的に簡単である。そのために、モノリスの平均直径が用いられる。
【0003】
触媒のためのモノリスを収容するために、従来技術には様々な方法がある。この方法の一つが特許文献1に記載されている。この場合、薄板片を所定の大きさのモノリスの寸法に依存して裁断し、そして変形してハウジングを形成する。エッジはろう付けによって連結される。モノリスの外形寸法を求めるために、測定ステーションで非接触測定が行われる。この場合、モノリスがレーザーによって所定の測定個所を走査され、モノリスの測定された直径から平均直径が求められる。この光学式測定構造体は精度の要求が高まるにつれて比較的に高価になり、故障しやすく、そしてモノリスとレーザーの正確な位置決めによっておよび測定点の調節時に非常に手間がかかるという欠点がある。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】欧州特許出願公開第1445443A1号明細書
【発明の概要】
【発明が解決しようとする課題】
【0005】
本発明の根底をなす課題は、排気ガスの流出が低減されるかまたは完全に防止されるような触媒と、その触媒を製作するための製作方法と、その触媒を製作するための簡単な装置を提供することである。
【課題を解決するための手段】
【0006】
触媒自体に関する課題の部分は、請求項1に記載した特徴によって解決される。
【0007】
製作方法に関する課題の部分は、請求項2に記載した特徴並びに請求項3に記載した特徴を有する製作装置によって解決される。
【0008】
触媒を製作するために、モノリスはマットによって覆われ、ハウジング内に配置される。その際、マットはモノリスを保護しかつ位置決めする働きをする。モノリスの寸法が製作技術に起因して変動し、モノリスがきわめて高価な触媒部品であるので、ハウジングが寸法を触媒に合わせられる。
【0009】
そのために、第1ステップにおいて、モノリスの平均直径が求められる。同様に、覆うために設けられたマットの、圧縮状態の厚さが求められ、モノリスがマットで覆われる。平均直径とマットの厚さから、ハウジングの必要な内径を求めることができる。このハウジングはハウジングブランクから形成され、ハウジングブランクは平均直径とマットの厚さに依存して裁断される。そして、最後のステップにおいて、ハウジングブランクを例えば管状のハウジングの形に変形し、溶接することにより、マットで覆われたモノリスがハウジングブランクによって取り囲まれる。
【0010】
モノリスの平均直径を求めるために、モノリスを測定室に入れ、底板上で位置決めし、そして底板とは反対の側で押圧ピストンを介して固定する。この押圧ピストンには、モノリスの長さを求めるための手段を設けることができる。測定室は例えば中空の測定シリンダの形に形成可能であり、測定シリンダの内部容積は既知である。
【0011】
モノリスの容積を測定するために、測定室とモノリスとの間の中間室に液体を充填する。充填した液体量はモノリスと測定室の内部容積の間の容積差に一致し、モノリスの平均直径を計算するために用いられる。
【0012】
好ましくは、モノリスの外面と測定室の内壁との間に、測定ホースが配置され、この測定ホースには液体が充填される。それによって、モノリスを付加的に遮蔽することなく、モノリスと液体の接触が防止される。測定ホースは、モノリスの外周面に面で接触し、かつ測定シリンダの内壁に面で接触するように形成されている。測定ホースのために可撓性材料を使用することにより、測定ホースは液体充填時にモノリスの外周面の輪郭と、中空シリンダの内壁に沿うことができる。
【0013】
押圧ピストンの周りに制限器を設けることができる。この制限器はモノリスと測定シリンダの内壁との間のリング状の中間室の端面側を、すなわちモノリスの縦方向において底板と反対側を制限する。その代わりに、押圧ピストンを同時に制限器として使用することができる。この場合、押圧ピストンの横断面積は必要な公差を差し引いた測定シリンダの横断面積に一致する。
【0014】
さらに、測定ホースに液体を充填し、かつ充填された液体量を測定することができる手段が設けられている。さらに、モノリスと測定室の内室との間の容積差を計算するための手段が設けられている。この手段によってさらに、モノリスの平均直径が求められる。できるだけ正確な結果のために、測定ホースの壁厚も計算に入れられる。
【0015】
このようにして求められた平均直径に、圧縮された状態、すなわちハウジングとモノリスとの間に組み込まれた状態のマットの厚さが加算される。この厚さは、マットの側面に接触する2枚の平らな板の間で、所定の力に達するまで、マットを圧縮することにより求められる。この力に達するや否や、マットの厚さに一致する板の間隔が測定される。マットの厚さと、求められたモノリスの平均直径とから、ハウジングの必要な内径が生じる。
【0016】
ハウジングの製作はハウジングブランクを変形することによって行われる。このハウジングブランクはモノリスの平均直径とマットの厚さの求められた値に相応して裁断され、そして管状ハウジングに変形される。ハウジングブランクの縦方向エッジは連結のために突き合わせて接合可能である。縦方向エッジの連結がマット上で直接的にまたはマットに隣接して行われるので、マットとハウジングとの間の連結領域に、モリブデンフィルムを配置すると有利である。それによって、溶接過程で溶融物がマットに入らなくなるかあるいはろう付け過程でろうがマットに入らなくなる。
【0017】
ハウジングブランクの縦方向エッジは好ましくは互いにオーバーラップして連結される。この場合、縦方向側部が接合の前に段状に折り曲げられる。段状の折り曲げは、2つの電極対を備えた装置を用いて行われる。この装置を用いて、内側の電極対の正と負の電極がハウジングブランクの内面上に、縦方向側部の端部に沿って配置される。この配置は、第1の電極、例えば正の電極が縦方向エッジに向くように設けられ、第2の電極、例えば負の電極が縦方向エッジから離れた第1電極の側に設けられるように行われる。外側の電極対の電極が内側の電極対に対して鏡像対称的にハウジングブランクの外側の側面に配置されているので、それぞれ同じ電荷の電極が互いに隣接し、ハウジングブランクによって分離されて配置されている。出発位置では、両電極対の電極は互いに同じ間隔だけ離隔されている。外側の電極対は内側の電極対に対して、少なくともハウジングブランクの厚さに相当する間隔だけずらして、ハウジングブランクの外面上に配置されている。それによって、電極の互いに向き合った端面の間に設けられる隙間内で、ずれが生じる。
【0018】
縦方向側面を折り曲げる前に、隙間の領域のハウジングブランクの材料が両電極対に電圧をかけることによって加熱される。それによって、隙間領域の材料が降伏点まで軟化し、容易に成形可能である。
【0019】
段状の折り曲げ部を形成するために、内側電極対の電極と外側電極対の電極との間の隙間が均一に縮小するように、正の電極と負の電極が互いに移動させられる。同時に、ハウジングブランクに対して垂直な移動が行われ、この移動によって段状の折り曲げ部が生じる。端位置において、折り曲げ部の外側の縦方向側部の半径方向外向きの領域は、外側の電極対の第2電極の端面に接触し、折り曲げ部の内側の縦方向側部の半径方向外向きの領域は、内側の電極対の第1電極の端面に接触する。折り曲げ部の段は変形の後で、ハウジングブランクの厚さにほぼ等しい高さを有する。
【0020】
ハウジングブランク上の折り曲げ部の位置は、マットとモノリスの求められた寸法に依存する。平均直径が重要である。従って、ハウジングブランクの折り曲げは平均直径を求めた後で初めて行われる。折り曲げられたハウジングブランクの寸法はモノリスの寸法に最適に適合し得る。それに起因して、マットで覆ったモノリスを取り囲む際に、ハウジングブランクの縦方向エッジは縦方向側部の半径方向外向きの領域の内側側面に直接接触する。モノリスはマットによって、外周側にあたかも隙間のないように取り囲まれる。
【0021】
覆われたモノリスを取り囲む前にマットが圧縮されると有利である。それによって、縦方向エッジを連結する際に、マットが連結領域においてしわになることが防止される。そのために、例えばマットの周りに糸がしっかりと巻き付けられる。これはマットを備えたモノリスを挟持固定する装置によって行うことができる。この場合、モノリスを回転させることによって糸を巻き付けるかあるいはモノリスの周りに糸を動かして糸を巻き付ける。
【0022】
次に、図に示した実施形態に基づいて本発明を詳しく説明する。
【図面の簡単な説明】
【0023】
【図1】ハウジングで囲まれた触媒の横断面図である。
【図2】モノリスの平均直径を求める装置を示す。
【図2a】モノリスの平均直径を求める装置を示す。
【図2b】モノリスの平均直径を求める装置を示す。
【図2c】モノリスの平均直径を求める装置を示す。
【図3】マットの厚さを求めるための板を示す。
【図4】マット巻き付け装置を示す。
【図5a】ハウジングの変形を示す。
【図5b】ハウジングの変形を示す。
【図6】ハウジングブランクの折り曲げ部を示す(従来技術)。
【図7a】ハウジングブランクを折り曲げるための方法ステップを示す。
【図7b】ハウジングブランクを折り曲げるための方法ステップを示す。
【図7c】ハウジングブランクを折り曲げるための方法ステップを示す。
【図7d】ハウジングブランクを折り曲げるための方法ステップを示す。
【図7e】ハウジングブランクを折り曲げるための方法ステップを示す。
【図8a】折り曲げ部を備えたハウジングブランクを示す。
【図8b】折り曲げ部を備えたハウジングブランクを示す。
【図8c】折り曲げ部を備えたハウジングブランクを示す。
【発明を実施するための形態】
【0024】
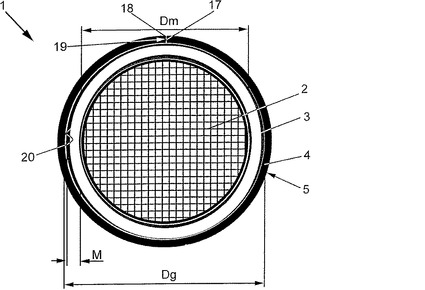
図1は触媒1の基本的構造の横断面を示している。触媒1の中央にはモノリス2が配置されている。このモノリスはマット3によって覆われている。モノリス2はマットによってその位置に固定され、かつ保護される。モノリス2とマット3はハウジングブランク4を変形して形成した円筒状または管状のハウジング5によって囲まれている。その際、ハウジング5の内径Dgはモノリス2の平均直径Dmとマット3の厚さMに合わせられる。
【0025】
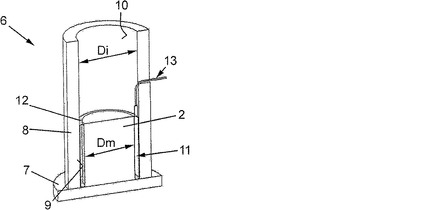
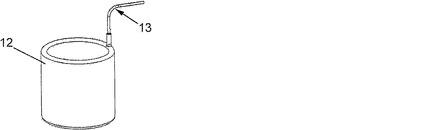
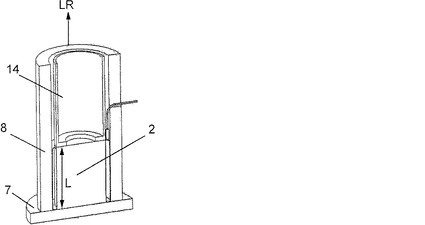
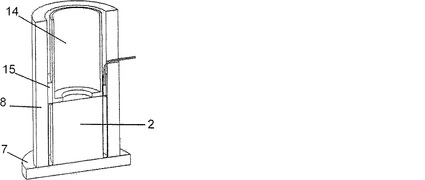
図2は、マットで覆う前およびハウジングで取り囲む前に、モノリス2の平均直径Dmを求めるための装置6の構造を示している。装置6は底板7と測定シリンダ8を備えている。モノリス2が測定シリンダ8の測定室内において底板7上に置かれる。その際、測定シリンダ8の内径Diは、モノリス2の外周面9と測定シリンダ8の内壁10との間に常に中間室11が存在するように定められている。この中間室11内には測定ホース12が配置される。この測定ホース12は可撓性材料からなり、かつモノリスの外周面9全体に接触し得るように(図2a)設計されている。測定ホース12の充填は測定シリンダ8の壁に設けた手段13によって行われる。底板7とは反対のモノリス2の側において、押圧ピストン14が測定シリンダ8の縦方向LRに配置されている。一方では、この押圧ピストンがモノリス2の位置を底板7上で固定し、他方ではモノリス2の長さLが押圧ピストン14の位置によって測定可能である。
【0026】
測定ホース12に液体を充填する前に、モノリス2と測定シリンダ8との間の中間室11が制限器15によって制限される。この制限器は底板7とは反対のモノリス2の側において押圧ピストン14の周りに配置されている。それによって、測定ホース12が制限器14、底板7、測定シリンダ8の内壁10およびモノリス2の外面9によって画成された中間室11内でのみ膨張可能であり、この中間室11にのみ液体が充填される。
【0027】
液体入口に所定の圧力が加えられるや否や、充填された液体量が測定され、測定シリンダ8の既知の内部容積と充填された液体量との間の容積差から、モノリス2の容積が計算される。計算されたこの容積と、押圧ピストン14を用いて求められた長さLとから、モノリス2の平均直径Dmが計算される。
【0028】
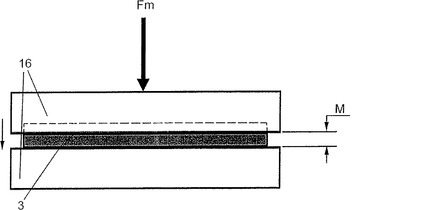
マット3の厚さMは図3に略示するように、力を加えることによって求められる。この場合、マット3の側面は平らな板16によって、所定の力Fmに達するまで圧縮される。この圧縮された状態で、マット3の厚さMが測定される。所定の力を求めるための単位面積当たりの圧力はマットメーカーの設定値である。
【0029】
求められたモノリス2の平均直径Dmと、求められたマット3の厚さMとから、ハウジング5の必要な内径Dgが次式
Dg=2M+Dm
に従って求められる。この必要な内径Dgに基づいて、ハウジングブランク4の寸法が計算され、ハウジングブランクが裁断される。
【0030】
触媒1を製造するために、モノリス2にマット3が巻き付けられ、続いてハウジング5によって取り囲まれる。ハウジング5によって取り囲む際に、マット3が圧縮される。ハウジングブランク4の縦方向エッジ17、18(図1)を連結する際に、縦方向エッジ17、18の間の隙間19の領域内において、マット3にしわが生じる。マット3をモノリス2とハウジング5の内面20に均一に接触させるために、ハウジングブランク4によってモノリス2とマット3を取り囲む前に、マット3に糸21を巻き付けてマットを均一に圧縮すると有利である。
【0031】
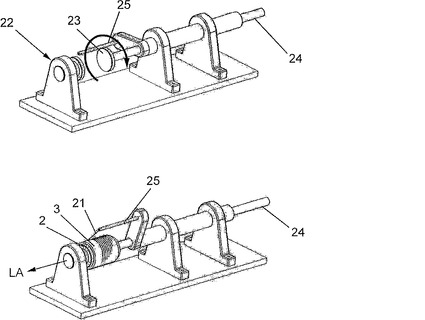
これは例えば図4に示した巻き付け装置22によって行うことができる。マット3で覆われたモノリス2はその端面がホルダー23に挟持固定される。このホルダー23は軸24の一端に回転可能に軸承可能であり、かつ例えば糸ガイド25と相対的にモノリス2の縦軸線LA回りに回転可能である。その際、糸21がマット3に巻き付けられてマットを圧縮する。その代わりにもちろん、挟持固定したモノリス2を固定保持する一方、糸案内装置を糸21と共にモノリス2およびマット3の回りに動かすことができる。それによって、糸21はマット3に巻かれ、マットを圧縮する。同様に、ホルダー23と糸ガイド25を同時に反対方向に回転することができる。糸ガイド25またはホルダー23の回転を実現するために、手動式または自動式の駆動装置を軸24に設けることができる。
【0032】
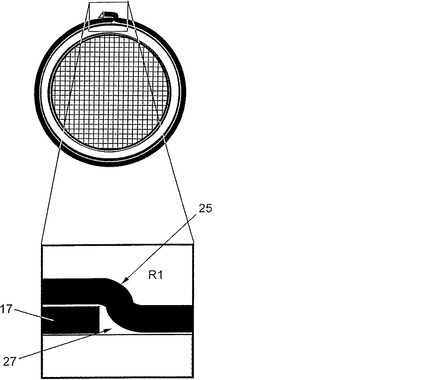
ハウジングブランク4からハウジング5を製作するために、ハウジングブランク4の縦方向エッジ17、18を突き合わせて(図5a)接合することができる。しかし、この縦方向エッジをオーバーラップさせて接合する(図5b)と有利である。これは、溶接継目とマットとの間にハウジング5の壁が配置され、それによってマットが溶接中に保護されるという利点がある。そのために、縦方向エッジ18の領域に、段状の折り曲げ部26が設けられる。従来技術では、この折り曲げ部26を冷間加工によって作っていた。その欠点は、図6に示すように、比較的に大きな曲率半径R1が生じることである。それによって、縦方向エッジ17と折り曲げ部26との間に、封止されていない個所27が形成され、排気ガスがこの個所を通って流出し得る。
【0033】
図7a〜7dに示した方法により、排気ガスの流出が低減されるかまたは完全に防止されるように(図7e)、段状折り曲げ部26を形成することができる。
【0034】
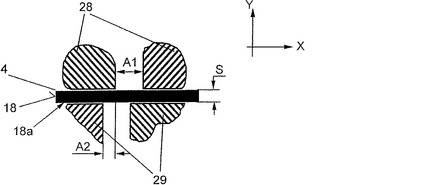
そのために、2つの電極対28、29が設けられている。その際、内側の電極対28は縦方向エッジ18に接続するハウジングブランク4の縦方向側部18aの内面20上に配置されている。外側の電極対29はハウジングブランク4の縦方向側部18aの外面30上に配置されている。内側と外側の電極対28、29の場合、正の電極31、33と負の電極32、34の間隔A1が同じ大きさであるので、電極31、32;33、34の間に一定幅の隙間35が生じる。
【0035】
電極対28、29は縦方向エッジ18の方向に互いに間隔A2だけずらしてある。この間隔は少なくともハウジングブランク4の厚さSに相当する。
【0036】
変形を開始する前に、両電極対28、29に電圧Uがかけられる。それによって、電極31、32;33、34の間の隙間35の範囲にハウジングブランク4を通る電流が生じる。ハウジングブランク4の材料が加熱され、この範囲が軟化する。負の電極32、34に対して正の電極31、33がX方向にずれることにより、電極対28、29の個々の電極31、32;33、34の間の隙間35が均一に縮小する。同時に、正の電極31、33がハウジングブランク45に対して垂直方向Yにずれる。それによって、隙間領域35内の材料が変形し、所定の段を形成することになる。この場合、ハウジングブランク4の軟化した材料が互いに向き合った側面の間の隙間35の形状に合わせられるので、ハウジングブランク4に対して垂直に延在する内面20の部分が側面33aに接触し、そしてハウジングブランク4に対して垂直に延在する外面30の部分が側面32aに接触する。それによって、折り曲げ部26の段部の半径R2が最小となる。
【0037】
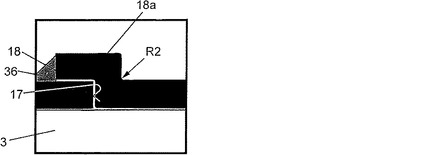
ハウジングブランク4を変形して、マット3を備えたモノリス2の周りにハウジング5を形成する場合、ハウジングブランク4を連結する際に、縦方向エッジ17が折り曲げ部26の半径方向外側に向いた部分に接触し、段部の小さな半径R2に基づいて、排気ガスが逃げ得る自由空間が形成されない(図7e)。
【0038】
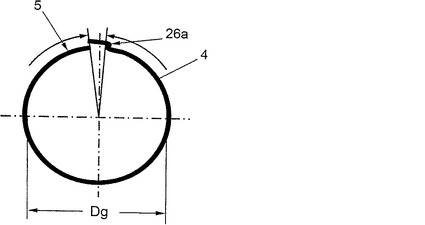
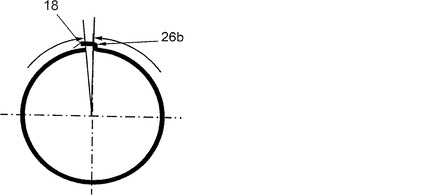
図8a〜8cはそれぞれ、ハウジング5の折り曲げたハウジングブランク4を示している。その際、折り曲げ部26a、26b、26cは前もって求めたモノリスの平均直径に依存して、閉じたハウジング5の内径Dgがそれぞれのモノリスの平均直径に適合するように位置決めされる。折り曲げ部26a、26b、26cがそれぞれの縦方向エッジ18に対して異なる間隔をおいて配置されていることが分かる。図8aは小さな平均直径を有するモノリスのためのハウジング5を示している。図8bは普通の平均直径を有するモノリスのためのハウジング5を示し、図8cは大きな平均直径を有するモノリスのためのハウジング5を示している。
【符号の説明】
【0039】
1 触媒
2 モノリス
3 マット
4 ハウジングブランク
5 ハウジング
6 装置
7 底板
8 測定シリンダ
9 外面
10 内壁
11 中間室
12 測定ホース
13 手段
14 押圧ピストン
15 制限器
16 板
17 縦方向エッジ
18 縦方向エッジ
18a 縦方向側部
19 隙間
20 内面
21 糸
22 巻き付け装置
23 ホルダー
24 軸
25 糸ガイド
26 折り曲げ部
26a 折り曲げ部
26b 折り曲げ部
26c 折り曲げ部
27 封止していない個所
28 電極対
29 電極対
30 外面
31 正の電極
32 負の電極
33 正の電極
34 負の電極
35 隙間
A1 間隔
A2 間隔
Dg ハウジングの内径
Di 測定シリンダの内径
Dm モノリスの平均直径
Fm 押圧力
L モノリスの長さ
LA モノリスの縦軸線
LR 縦方向
M 圧縮されたマットの厚さ
R1 半径
R2 半径
S ハウジングブランクの厚さ
U 電圧
X 方向
Y 方向
【技術分野】
【0001】
本発明は、請求項1に記載した特徴を有する、マットで覆ったモノリスとハウジングを備えた触媒と、請求項2、3に記載した特徴を有する、触媒のハウジングを製作するための方法およびその政策装置に関する。
【背景技術】
【0002】
触媒は内燃機関を備えた車両において排気ガスを後処理する働きをする。触媒は一般的にハウジングを備え、このハウジングの中にモノリス、例えばセラミック担体が配置されている。モノリスがマットによって覆われているので、モノリスとハウジングとの間の隙間はこのマットによって埋められ、従ってモノリスは位置を保持される。ハウジングは例えば管または複数のハウジング部品によって一体成形することが可能である。このハウジング部品はねじまたは溶接によって互いに連結される。マットはハウジング内でモノリスの位置を保持し、異なる負荷運転でいろいろな温度にわたって位置を定める働きをする。マットはさらに、モノリスの損傷を防ぐ。というのは、モノリスがきわめて高価な触媒部品の一つであるからである。モノリスは通常は円筒の形をしている。モノリスの直径は製作技術に起因して変動する。ハウジングをモノリスの寸法に合わせることは仕上げ技術的に簡単である。そのために、モノリスの平均直径が用いられる。
【0003】
触媒のためのモノリスを収容するために、従来技術には様々な方法がある。この方法の一つが特許文献1に記載されている。この場合、薄板片を所定の大きさのモノリスの寸法に依存して裁断し、そして変形してハウジングを形成する。エッジはろう付けによって連結される。モノリスの外形寸法を求めるために、測定ステーションで非接触測定が行われる。この場合、モノリスがレーザーによって所定の測定個所を走査され、モノリスの測定された直径から平均直径が求められる。この光学式測定構造体は精度の要求が高まるにつれて比較的に高価になり、故障しやすく、そしてモノリスとレーザーの正確な位置決めによっておよび測定点の調節時に非常に手間がかかるという欠点がある。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】欧州特許出願公開第1445443A1号明細書
【発明の概要】
【発明が解決しようとする課題】
【0005】
本発明の根底をなす課題は、排気ガスの流出が低減されるかまたは完全に防止されるような触媒と、その触媒を製作するための製作方法と、その触媒を製作するための簡単な装置を提供することである。
【課題を解決するための手段】
【0006】
触媒自体に関する課題の部分は、請求項1に記載した特徴によって解決される。
【0007】
製作方法に関する課題の部分は、請求項2に記載した特徴並びに請求項3に記載した特徴を有する製作装置によって解決される。
【0008】
触媒を製作するために、モノリスはマットによって覆われ、ハウジング内に配置される。その際、マットはモノリスを保護しかつ位置決めする働きをする。モノリスの寸法が製作技術に起因して変動し、モノリスがきわめて高価な触媒部品であるので、ハウジングが寸法を触媒に合わせられる。
【0009】
そのために、第1ステップにおいて、モノリスの平均直径が求められる。同様に、覆うために設けられたマットの、圧縮状態の厚さが求められ、モノリスがマットで覆われる。平均直径とマットの厚さから、ハウジングの必要な内径を求めることができる。このハウジングはハウジングブランクから形成され、ハウジングブランクは平均直径とマットの厚さに依存して裁断される。そして、最後のステップにおいて、ハウジングブランクを例えば管状のハウジングの形に変形し、溶接することにより、マットで覆われたモノリスがハウジングブランクによって取り囲まれる。
【0010】
モノリスの平均直径を求めるために、モノリスを測定室に入れ、底板上で位置決めし、そして底板とは反対の側で押圧ピストンを介して固定する。この押圧ピストンには、モノリスの長さを求めるための手段を設けることができる。測定室は例えば中空の測定シリンダの形に形成可能であり、測定シリンダの内部容積は既知である。
【0011】
モノリスの容積を測定するために、測定室とモノリスとの間の中間室に液体を充填する。充填した液体量はモノリスと測定室の内部容積の間の容積差に一致し、モノリスの平均直径を計算するために用いられる。
【0012】
好ましくは、モノリスの外面と測定室の内壁との間に、測定ホースが配置され、この測定ホースには液体が充填される。それによって、モノリスを付加的に遮蔽することなく、モノリスと液体の接触が防止される。測定ホースは、モノリスの外周面に面で接触し、かつ測定シリンダの内壁に面で接触するように形成されている。測定ホースのために可撓性材料を使用することにより、測定ホースは液体充填時にモノリスの外周面の輪郭と、中空シリンダの内壁に沿うことができる。
【0013】
押圧ピストンの周りに制限器を設けることができる。この制限器はモノリスと測定シリンダの内壁との間のリング状の中間室の端面側を、すなわちモノリスの縦方向において底板と反対側を制限する。その代わりに、押圧ピストンを同時に制限器として使用することができる。この場合、押圧ピストンの横断面積は必要な公差を差し引いた測定シリンダの横断面積に一致する。
【0014】
さらに、測定ホースに液体を充填し、かつ充填された液体量を測定することができる手段が設けられている。さらに、モノリスと測定室の内室との間の容積差を計算するための手段が設けられている。この手段によってさらに、モノリスの平均直径が求められる。できるだけ正確な結果のために、測定ホースの壁厚も計算に入れられる。
【0015】
このようにして求められた平均直径に、圧縮された状態、すなわちハウジングとモノリスとの間に組み込まれた状態のマットの厚さが加算される。この厚さは、マットの側面に接触する2枚の平らな板の間で、所定の力に達するまで、マットを圧縮することにより求められる。この力に達するや否や、マットの厚さに一致する板の間隔が測定される。マットの厚さと、求められたモノリスの平均直径とから、ハウジングの必要な内径が生じる。
【0016】
ハウジングの製作はハウジングブランクを変形することによって行われる。このハウジングブランクはモノリスの平均直径とマットの厚さの求められた値に相応して裁断され、そして管状ハウジングに変形される。ハウジングブランクの縦方向エッジは連結のために突き合わせて接合可能である。縦方向エッジの連結がマット上で直接的にまたはマットに隣接して行われるので、マットとハウジングとの間の連結領域に、モリブデンフィルムを配置すると有利である。それによって、溶接過程で溶融物がマットに入らなくなるかあるいはろう付け過程でろうがマットに入らなくなる。
【0017】
ハウジングブランクの縦方向エッジは好ましくは互いにオーバーラップして連結される。この場合、縦方向側部が接合の前に段状に折り曲げられる。段状の折り曲げは、2つの電極対を備えた装置を用いて行われる。この装置を用いて、内側の電極対の正と負の電極がハウジングブランクの内面上に、縦方向側部の端部に沿って配置される。この配置は、第1の電極、例えば正の電極が縦方向エッジに向くように設けられ、第2の電極、例えば負の電極が縦方向エッジから離れた第1電極の側に設けられるように行われる。外側の電極対の電極が内側の電極対に対して鏡像対称的にハウジングブランクの外側の側面に配置されているので、それぞれ同じ電荷の電極が互いに隣接し、ハウジングブランクによって分離されて配置されている。出発位置では、両電極対の電極は互いに同じ間隔だけ離隔されている。外側の電極対は内側の電極対に対して、少なくともハウジングブランクの厚さに相当する間隔だけずらして、ハウジングブランクの外面上に配置されている。それによって、電極の互いに向き合った端面の間に設けられる隙間内で、ずれが生じる。
【0018】
縦方向側面を折り曲げる前に、隙間の領域のハウジングブランクの材料が両電極対に電圧をかけることによって加熱される。それによって、隙間領域の材料が降伏点まで軟化し、容易に成形可能である。
【0019】
段状の折り曲げ部を形成するために、内側電極対の電極と外側電極対の電極との間の隙間が均一に縮小するように、正の電極と負の電極が互いに移動させられる。同時に、ハウジングブランクに対して垂直な移動が行われ、この移動によって段状の折り曲げ部が生じる。端位置において、折り曲げ部の外側の縦方向側部の半径方向外向きの領域は、外側の電極対の第2電極の端面に接触し、折り曲げ部の内側の縦方向側部の半径方向外向きの領域は、内側の電極対の第1電極の端面に接触する。折り曲げ部の段は変形の後で、ハウジングブランクの厚さにほぼ等しい高さを有する。
【0020】
ハウジングブランク上の折り曲げ部の位置は、マットとモノリスの求められた寸法に依存する。平均直径が重要である。従って、ハウジングブランクの折り曲げは平均直径を求めた後で初めて行われる。折り曲げられたハウジングブランクの寸法はモノリスの寸法に最適に適合し得る。それに起因して、マットで覆ったモノリスを取り囲む際に、ハウジングブランクの縦方向エッジは縦方向側部の半径方向外向きの領域の内側側面に直接接触する。モノリスはマットによって、外周側にあたかも隙間のないように取り囲まれる。
【0021】
覆われたモノリスを取り囲む前にマットが圧縮されると有利である。それによって、縦方向エッジを連結する際に、マットが連結領域においてしわになることが防止される。そのために、例えばマットの周りに糸がしっかりと巻き付けられる。これはマットを備えたモノリスを挟持固定する装置によって行うことができる。この場合、モノリスを回転させることによって糸を巻き付けるかあるいはモノリスの周りに糸を動かして糸を巻き付ける。
【0022】
次に、図に示した実施形態に基づいて本発明を詳しく説明する。
【図面の簡単な説明】
【0023】
【図1】ハウジングで囲まれた触媒の横断面図である。
【図2】モノリスの平均直径を求める装置を示す。
【図2a】モノリスの平均直径を求める装置を示す。
【図2b】モノリスの平均直径を求める装置を示す。
【図2c】モノリスの平均直径を求める装置を示す。
【図3】マットの厚さを求めるための板を示す。
【図4】マット巻き付け装置を示す。
【図5a】ハウジングの変形を示す。
【図5b】ハウジングの変形を示す。
【図6】ハウジングブランクの折り曲げ部を示す(従来技術)。
【図7a】ハウジングブランクを折り曲げるための方法ステップを示す。
【図7b】ハウジングブランクを折り曲げるための方法ステップを示す。
【図7c】ハウジングブランクを折り曲げるための方法ステップを示す。
【図7d】ハウジングブランクを折り曲げるための方法ステップを示す。
【図7e】ハウジングブランクを折り曲げるための方法ステップを示す。
【図8a】折り曲げ部を備えたハウジングブランクを示す。
【図8b】折り曲げ部を備えたハウジングブランクを示す。
【図8c】折り曲げ部を備えたハウジングブランクを示す。
【発明を実施するための形態】
【0024】
図1は触媒1の基本的構造の横断面を示している。触媒1の中央にはモノリス2が配置されている。このモノリスはマット3によって覆われている。モノリス2はマットによってその位置に固定され、かつ保護される。モノリス2とマット3はハウジングブランク4を変形して形成した円筒状または管状のハウジング5によって囲まれている。その際、ハウジング5の内径Dgはモノリス2の平均直径Dmとマット3の厚さMに合わせられる。
【0025】
図2は、マットで覆う前およびハウジングで取り囲む前に、モノリス2の平均直径Dmを求めるための装置6の構造を示している。装置6は底板7と測定シリンダ8を備えている。モノリス2が測定シリンダ8の測定室内において底板7上に置かれる。その際、測定シリンダ8の内径Diは、モノリス2の外周面9と測定シリンダ8の内壁10との間に常に中間室11が存在するように定められている。この中間室11内には測定ホース12が配置される。この測定ホース12は可撓性材料からなり、かつモノリスの外周面9全体に接触し得るように(図2a)設計されている。測定ホース12の充填は測定シリンダ8の壁に設けた手段13によって行われる。底板7とは反対のモノリス2の側において、押圧ピストン14が測定シリンダ8の縦方向LRに配置されている。一方では、この押圧ピストンがモノリス2の位置を底板7上で固定し、他方ではモノリス2の長さLが押圧ピストン14の位置によって測定可能である。
【0026】
測定ホース12に液体を充填する前に、モノリス2と測定シリンダ8との間の中間室11が制限器15によって制限される。この制限器は底板7とは反対のモノリス2の側において押圧ピストン14の周りに配置されている。それによって、測定ホース12が制限器14、底板7、測定シリンダ8の内壁10およびモノリス2の外面9によって画成された中間室11内でのみ膨張可能であり、この中間室11にのみ液体が充填される。
【0027】
液体入口に所定の圧力が加えられるや否や、充填された液体量が測定され、測定シリンダ8の既知の内部容積と充填された液体量との間の容積差から、モノリス2の容積が計算される。計算されたこの容積と、押圧ピストン14を用いて求められた長さLとから、モノリス2の平均直径Dmが計算される。
【0028】
マット3の厚さMは図3に略示するように、力を加えることによって求められる。この場合、マット3の側面は平らな板16によって、所定の力Fmに達するまで圧縮される。この圧縮された状態で、マット3の厚さMが測定される。所定の力を求めるための単位面積当たりの圧力はマットメーカーの設定値である。
【0029】
求められたモノリス2の平均直径Dmと、求められたマット3の厚さMとから、ハウジング5の必要な内径Dgが次式
Dg=2M+Dm
に従って求められる。この必要な内径Dgに基づいて、ハウジングブランク4の寸法が計算され、ハウジングブランクが裁断される。
【0030】
触媒1を製造するために、モノリス2にマット3が巻き付けられ、続いてハウジング5によって取り囲まれる。ハウジング5によって取り囲む際に、マット3が圧縮される。ハウジングブランク4の縦方向エッジ17、18(図1)を連結する際に、縦方向エッジ17、18の間の隙間19の領域内において、マット3にしわが生じる。マット3をモノリス2とハウジング5の内面20に均一に接触させるために、ハウジングブランク4によってモノリス2とマット3を取り囲む前に、マット3に糸21を巻き付けてマットを均一に圧縮すると有利である。
【0031】
これは例えば図4に示した巻き付け装置22によって行うことができる。マット3で覆われたモノリス2はその端面がホルダー23に挟持固定される。このホルダー23は軸24の一端に回転可能に軸承可能であり、かつ例えば糸ガイド25と相対的にモノリス2の縦軸線LA回りに回転可能である。その際、糸21がマット3に巻き付けられてマットを圧縮する。その代わりにもちろん、挟持固定したモノリス2を固定保持する一方、糸案内装置を糸21と共にモノリス2およびマット3の回りに動かすことができる。それによって、糸21はマット3に巻かれ、マットを圧縮する。同様に、ホルダー23と糸ガイド25を同時に反対方向に回転することができる。糸ガイド25またはホルダー23の回転を実現するために、手動式または自動式の駆動装置を軸24に設けることができる。
【0032】
ハウジングブランク4からハウジング5を製作するために、ハウジングブランク4の縦方向エッジ17、18を突き合わせて(図5a)接合することができる。しかし、この縦方向エッジをオーバーラップさせて接合する(図5b)と有利である。これは、溶接継目とマットとの間にハウジング5の壁が配置され、それによってマットが溶接中に保護されるという利点がある。そのために、縦方向エッジ18の領域に、段状の折り曲げ部26が設けられる。従来技術では、この折り曲げ部26を冷間加工によって作っていた。その欠点は、図6に示すように、比較的に大きな曲率半径R1が生じることである。それによって、縦方向エッジ17と折り曲げ部26との間に、封止されていない個所27が形成され、排気ガスがこの個所を通って流出し得る。
【0033】
図7a〜7dに示した方法により、排気ガスの流出が低減されるかまたは完全に防止されるように(図7e)、段状折り曲げ部26を形成することができる。
【0034】
そのために、2つの電極対28、29が設けられている。その際、内側の電極対28は縦方向エッジ18に接続するハウジングブランク4の縦方向側部18aの内面20上に配置されている。外側の電極対29はハウジングブランク4の縦方向側部18aの外面30上に配置されている。内側と外側の電極対28、29の場合、正の電極31、33と負の電極32、34の間隔A1が同じ大きさであるので、電極31、32;33、34の間に一定幅の隙間35が生じる。
【0035】
電極対28、29は縦方向エッジ18の方向に互いに間隔A2だけずらしてある。この間隔は少なくともハウジングブランク4の厚さSに相当する。
【0036】
変形を開始する前に、両電極対28、29に電圧Uがかけられる。それによって、電極31、32;33、34の間の隙間35の範囲にハウジングブランク4を通る電流が生じる。ハウジングブランク4の材料が加熱され、この範囲が軟化する。負の電極32、34に対して正の電極31、33がX方向にずれることにより、電極対28、29の個々の電極31、32;33、34の間の隙間35が均一に縮小する。同時に、正の電極31、33がハウジングブランク45に対して垂直方向Yにずれる。それによって、隙間領域35内の材料が変形し、所定の段を形成することになる。この場合、ハウジングブランク4の軟化した材料が互いに向き合った側面の間の隙間35の形状に合わせられるので、ハウジングブランク4に対して垂直に延在する内面20の部分が側面33aに接触し、そしてハウジングブランク4に対して垂直に延在する外面30の部分が側面32aに接触する。それによって、折り曲げ部26の段部の半径R2が最小となる。
【0037】
ハウジングブランク4を変形して、マット3を備えたモノリス2の周りにハウジング5を形成する場合、ハウジングブランク4を連結する際に、縦方向エッジ17が折り曲げ部26の半径方向外側に向いた部分に接触し、段部の小さな半径R2に基づいて、排気ガスが逃げ得る自由空間が形成されない(図7e)。
【0038】
図8a〜8cはそれぞれ、ハウジング5の折り曲げたハウジングブランク4を示している。その際、折り曲げ部26a、26b、26cは前もって求めたモノリスの平均直径に依存して、閉じたハウジング5の内径Dgがそれぞれのモノリスの平均直径に適合するように位置決めされる。折り曲げ部26a、26b、26cがそれぞれの縦方向エッジ18に対して異なる間隔をおいて配置されていることが分かる。図8aは小さな平均直径を有するモノリスのためのハウジング5を示している。図8bは普通の平均直径を有するモノリスのためのハウジング5を示し、図8cは大きな平均直径を有するモノリスのためのハウジング5を示している。
【符号の説明】
【0039】
1 触媒
2 モノリス
3 マット
4 ハウジングブランク
5 ハウジング
6 装置
7 底板
8 測定シリンダ
9 外面
10 内壁
11 中間室
12 測定ホース
13 手段
14 押圧ピストン
15 制限器
16 板
17 縦方向エッジ
18 縦方向エッジ
18a 縦方向側部
19 隙間
20 内面
21 糸
22 巻き付け装置
23 ホルダー
24 軸
25 糸ガイド
26 折り曲げ部
26a 折り曲げ部
26b 折り曲げ部
26c 折り曲げ部
27 封止していない個所
28 電極対
29 電極対
30 外面
31 正の電極
32 負の電極
33 正の電極
34 負の電極
35 隙間
A1 間隔
A2 間隔
Dg ハウジングの内径
Di 測定シリンダの内径
Dm モノリスの平均直径
Fm 押圧力
L モノリスの長さ
LA モノリスの縦軸線
LR 縦方向
M 圧縮されたマットの厚さ
R1 半径
R2 半径
S ハウジングブランクの厚さ
U 電圧
X 方向
Y 方向
【特許請求の範囲】
【請求項1】
ハウジング(5)が変形したハウジングブランク(4)を備え、このハウジングブランクの縦方向エッジ(17、18)が連結領域において互いに接合されている、マット(3)で取り囲まれたモノリス(2)をハウジング(5)内に備えている触媒において、
第1の縦方向側部(18a)が連結領域に、段状の折り曲げ部(26)を備え、縦方向エッジ(17)が折り曲げ部(26)の縦方向側部(18a)の内面(20)の半径方向外向き部分に接触することを特徴とする触媒。
【請求項2】
請求項1に記載のマット(3)を巻き付けたモノリス(2)を備えた触媒(1)のハウジングブランク(4)の縦方向側部(18a)に段状折り曲げ部(26)を形成するための方法であって、次のステップ
a)正の電極(33)と負の電極(34)を有する内側の電極対(29)を、電極(33;34)の間に間隔(A1)をおいて、ハウジングブランク(4)の内側(20)に配置し、
b)正と負の電極(31、32)を有する外側の電極対(28)を、少なくともハウジングブランク(4)の厚さ(S)に一致する間隔(A2)だけ内側の電極対(29)に対してずらして、かつ電極(31、32)の間に間隔(A1)をおいて、縦方向エッジ(18a)の外面(30)上に配置し、
c)両電極対(28、29)に電圧をかけ、
d)正の電極(31、33)と負の電極(32、34)を相対的に移動させ、それによって電極対(28、29)の電極(31、32;33、34)の間隔(A1)を均一に縮小すると同時に、電極(31、32;33、34)を互いにハウジングブランク(4)に対して垂直にずらす
ことを含む方法。
【請求項3】
2つの電極対(28、29)を備え、この電極対(28、29)が間隔(A1)をおいて互いに平行に配置され、電極対(28、29)の同じ電荷の電極(31、32;33、34)がそれぞれ並べて配置され、すべての電極(28、29)が相対移動可能に配置されている、請求項2に記載のハウジングブランク(4)の縦方向側部(18a)に段状の折り曲げ部(26)を形成するための装置。
【請求項1】
ハウジング(5)が変形したハウジングブランク(4)を備え、このハウジングブランクの縦方向エッジ(17、18)が連結領域において互いに接合されている、マット(3)で取り囲まれたモノリス(2)をハウジング(5)内に備えている触媒において、
第1の縦方向側部(18a)が連結領域に、段状の折り曲げ部(26)を備え、縦方向エッジ(17)が折り曲げ部(26)の縦方向側部(18a)の内面(20)の半径方向外向き部分に接触することを特徴とする触媒。
【請求項2】
請求項1に記載のマット(3)を巻き付けたモノリス(2)を備えた触媒(1)のハウジングブランク(4)の縦方向側部(18a)に段状折り曲げ部(26)を形成するための方法であって、次のステップ
a)正の電極(33)と負の電極(34)を有する内側の電極対(29)を、電極(33;34)の間に間隔(A1)をおいて、ハウジングブランク(4)の内側(20)に配置し、
b)正と負の電極(31、32)を有する外側の電極対(28)を、少なくともハウジングブランク(4)の厚さ(S)に一致する間隔(A2)だけ内側の電極対(29)に対してずらして、かつ電極(31、32)の間に間隔(A1)をおいて、縦方向エッジ(18a)の外面(30)上に配置し、
c)両電極対(28、29)に電圧をかけ、
d)正の電極(31、33)と負の電極(32、34)を相対的に移動させ、それによって電極対(28、29)の電極(31、32;33、34)の間隔(A1)を均一に縮小すると同時に、電極(31、32;33、34)を互いにハウジングブランク(4)に対して垂直にずらす
ことを含む方法。
【請求項3】
2つの電極対(28、29)を備え、この電極対(28、29)が間隔(A1)をおいて互いに平行に配置され、電極対(28、29)の同じ電荷の電極(31、32;33、34)がそれぞれ並べて配置され、すべての電極(28、29)が相対移動可能に配置されている、請求項2に記載のハウジングブランク(4)の縦方向側部(18a)に段状の折り曲げ部(26)を形成するための装置。
【図1】


【図2】
【図2a】
【図2b】
【図2c】
【図3】
【図4】
【図5a】

【図5b】

【図6】
【図7a】
【図7b】

【図7c】

【図7d】

【図7e】
【図8a】
【図8b】
【図8c】

【図2】
【図2a】
【図2b】
【図2c】
【図3】
【図4】
【図5a】
【図5b】
【図6】
【図7a】
【図7b】
【図7c】
【図7d】
【図7e】
【図8a】
【図8b】
【図8c】
【公開番号】特開2013−15143(P2013−15143A)
【公開日】平成25年1月24日(2013.1.24)
【国際特許分類】
【出願番号】特願2012−162359(P2012−162359)
【出願日】平成24年7月23日(2012.7.23)
【分割の表示】特願2010−141170(P2010−141170)の分割
【原出願日】平成22年6月22日(2010.6.22)
【出願人】(504258871)ベンテラー アウトモビールテヒニク ゲゼルシャフト ミット ベシュレンクテル ハフツング (60)
【氏名又は名称原語表記】Benteler Automobiltechnik GmbH
【住所又は居所原語表記】Elsener Strasse 95, D−33102 Paderborn, Germany
【Fターム(参考)】
【公開日】平成25年1月24日(2013.1.24)
【国際特許分類】
【出願日】平成24年7月23日(2012.7.23)
【分割の表示】特願2010−141170(P2010−141170)の分割
【原出願日】平成22年6月22日(2010.6.22)
【出願人】(504258871)ベンテラー アウトモビールテヒニク ゲゼルシャフト ミット ベシュレンクテル ハフツング (60)
【氏名又は名称原語表記】Benteler Automobiltechnik GmbH
【住所又は居所原語表記】Elsener Strasse 95, D−33102 Paderborn, Germany
【Fターム(参考)】
[ Back to top ]