
部品研磨方法、部品および研磨用プラスチック

【課題】工具材料や金型材料などに使用される超硬合金を主成分とする部品の所望の箇所をより平坦にする技術を提供する。
【解決手段】部品10研磨方法において、ポリベンズイミダゾール類、ポリカーボネート類、ポリサルフォン類、ポリエーテルサルフォン類、ポリアリレート類、ポリアミドイミド類、ポリエーテルイミド類、ポリフェニレンサルファイド類、ポリエーテルエーテルケトン類、ポリイミド類、ポリテトラフルオロエチレン類、および、共重合体を含むこれらの混合物、からなる群から選択されるプラスチックを用いて研磨する。
【解決手段】部品10研磨方法において、ポリベンズイミダゾール類、ポリカーボネート類、ポリサルフォン類、ポリエーテルサルフォン類、ポリアリレート類、ポリアミドイミド類、ポリエーテルイミド類、ポリフェニレンサルファイド類、ポリエーテルエーテルケトン類、ポリイミド類、ポリテトラフルオロエチレン類、および、共重合体を含むこれらの混合物、からなる群から選択されるプラスチックを用いて研磨する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、超硬合金を主成分とする部品を研磨する技術に関する。
【背景技術】
【0002】
超硬合金は、硬質の金属炭化物などの粉末を焼結した合金で、高温時の硬度低下が少なく非常に摩耗しにくいため、金属加工用の切削工具の材料として多く用いられている。特許文献1や特許文献2には、このような超硬合金を用いた工具の加工方法や製造方法が開示されている。
【0003】
近年、デジタルカメラや携帯電話に代表されるように使い勝手や移動の便利さから携帯可能な製品の需要が増加する傾向にある。製品の小型化に伴ってこれを構成する部品も微細化が進み、微細部品においても厳しい形状精度が要求されている。一般的にミーリング加工を用いてミリメートルオーダーの小形部品を成形しようとした場合、要求形状以下の小径工具を使用する必要があるため、工具剛性を確保する目的でヤング率の高い上述のような超硬合金材料が用いられている。
【0004】
しかし、工具の直径の小径化に伴い切れ刃の成形は格段に難しくなり、特に工具の成形時に生じるマイクロチッピングや研磨痕が切れ刃稜線に残存してしまうことがある。そのため、部品を微細加工する際の加工精度の向上には工具の切れ刃を鋭利に仕上げる研磨方法の開発が望まれている。
【特許文献1】特開2004−74313号公報
【特許文献2】特開2006−205327号公報
【発明の開示】
【発明が解決しようとする課題】
【0005】
本発明は、上述の事情を鑑みなされたもので、その目的とするところは、工具材料や金型材料などに使用される超硬合金を主成分とする部品の所望の箇所をより平坦にする技術を提供することにある。
【課題を解決するための手段】
【0006】
上記課題を解決するために、本発明のある態様の部品研磨方法は、超硬合金を主成分とする部品を、ポリベンズイミダゾール類、ポリカーボネート類、ポリサルフォン類、ポリエーテルサルフォン類、ポリアリレート類、ポリアミドイミド類、ポリエーテルイミド類、ポリフェニレンサルファイド類、ポリエーテルエーテルケトン類、ポリイミド類、ポリテトラフルオロエチレン類、および、共重合体を含むこれらの混合物、からなる群から選択されるプラスチックを用いて研磨する。
【0007】
この態様によると、砥石による研磨やショットブラストなどの方法と比較し、部品の所望の箇所をより平坦にすることができる。例えば、この方法を超硬合金を主成分とする研削工具に適用することで、砥石などにより切れ刃を成形した際に生じる、研削痕や切れ刃の稜線のマイクロチッピングなどの凹凸をより平坦にすることができる。また、この方法を超硬合金を主成分とする金型などに適用することで金型表面をより平坦にすることができる。
【0008】
本発明の別の態様は、上述のプラスチックを用いて研磨した、超硬合金を主成分とする部品である。この態様によると、例えば、研削工具としてこの部品を用いることで、被研削材の加工精度を向上させることができる。また、例えば、高い平坦性が要求されるレンズの金型部品としてこの部品を用いることで、高品質のレンズを量産することができる。
【0009】
本発明のさらに別の態様は、超硬合金を主成分とする部品を研磨するために用いる、ポリベンズイミダゾール類、ポリカーボネート類、ポリサルフォン類、ポリエーテルサルフォン類、ポリアリレート類、ポリアミドイミド類、ポリエーテルイミド類、ポリフェニレンサルファイド類、ポリエーテルエーテルケトン類、ポリイミド類、ポリテトラフルオロエチレン類、および、共重合体を含むこれらの混合物、からなる群から選択される研磨用プラスチックである。
【0010】
この態様によると、砥石や炭化珪素の粒子などの研磨材料と比較して、超硬合金を主成分とする部品の所望の箇所をより平坦にすることができる。
【発明の効果】
【0011】
本発明によれば、工具材料や金型材料として使用される超硬合金を主成分とする部品の所望の箇所をより平坦にすることができる。
【発明を実施するための最良の形態】
【0012】
以下、図面を参照しながら、本発明を実施するための形態について詳細に説明する。本実施の形態に係る部品研磨方法の好適な対象は、超硬合金を主成分とする切削用部品である。以下では、切削用部品としてエンドミルを一例にその研磨方法について説明する。
【0013】
なお、本実施の形態に係る研磨方法の対象となる超硬合金とは、周期律表IVa、Va、VIa族金属などの炭化物をFe、Co、Niなどの鉄系金属で焼結した複合材料であり、高温時の硬度低下が少なく、非常に摩耗しにくい。代表的には、炭化タングステン(WC)と結合剤(バインダ)であるコバルト(Co)を混合して焼結したものが、主に切削加工や金型などの耐磨耗性を要求される分野で使用されている。以下の説明では、WC-Co系合金の場合について説明する。
【0014】
また、超硬合金として、前述のWC-Co系合金以外に、耐酸化性を向上させたWC-TiC-Co系合金、WC-TaC-Co系合金、WC-TiC-TaC-Co系合金も研磨方法の対象とすることができる。また、超硬合金として、結合相をNiとするWC-Ni系合金や、Crの添加によりさらに耐食性が向上されたWC-Ni-Cr系合金も研磨方法の対象とすることができる。
【0015】
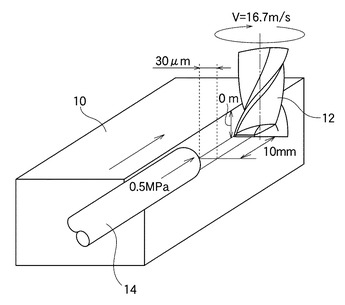
図1は、本実施の形態に係る研磨方法を示した模式図である。本実施の形態に係る研磨用プラスチックは、一般式(1)に示すような化学組成からなるポリベンズイミダゾール(polybenzimidazole:以下、PBIという)である。
【0016】
【化1】

【0017】
図1に示すPBI10は、原料紛をホットプレスで圧縮成形し板形状としたものである。ただし、金型に接する部分は変質層が残ることから、この部分を除去し、20×10×30mmの形状として使用した。PBI10の特徴的な性質としては、硬度がHRA50と高く、特に引張強度は純アルミニウムと同等の160MPaを有している。また、PBI10は、その熱変形温度が708Kと熱可塑性樹脂の中で最も高い値を示す。
【0018】
研磨の対象となる研削用工具は、直径1.6mmの2枚刃のスクエアエンドミル12であり、材質は超微粒子超硬合金である。研磨装置としては、研磨対象となるスクエアエンドミルを装着することができる3軸リニアモータ駆動方式の小型高速研磨機を用いた。図1に示すように、研磨条件は、スクエアエンドミル12の外周の回転速度(V)16.7m/s、一刃当りの送り量(Sz):4.3μm/tooth、軸方向切り込み(Aa):50μm、半径方向切り込み(Ar):30μm、とし、0.5MPaのドライエアをノズル14から供給しながら研磨した。なお、回転速度(V)は、10m/s〜40m/s程度の範囲で適宜選択すればよい。
【0019】
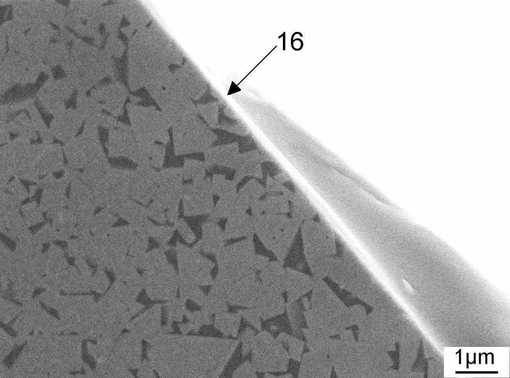
図2は、成形されたスクエアエンドミル12をPBI10によって研磨加工する前の代表的な切れ刃の様子を示した図である。図3は、スクエアエンドミル12を、PBI10によって研磨速度16.7m/sで研磨加工した後の代表的な切れ刃の様子を示した図である。
【0020】
図2より、加工前の切れ刃16には成形研磨時に生じた多数の研削痕17が観察される。さらに、切れ刃稜線(図の明暗境界領域)にはWC粒子が抜け落ちたマイクロチッピング18が生じている様子が確認できる。一方、図3は、研磨距離400m加工後の切れ刃16を示す。図3に示すように、切れ刃16は、逃げ面部分のWC粒子の角張った形状が明確に確認でき、極めて平坦化した状態である。また、切れ刃16は、その切れ刃稜線においてもマイクロチッピングは観察されず、摩耗により極めて鋭利な切れ刃稜線が形成されている。そのため、PBI10により研磨されたスクエアエンドミル12を用いることで、被研削材の加工精度を向上させることができる。
【0021】
次に、PBI10による研磨による部品の平坦化のメカニズムについて説明する。スクエアエンドミル12の切れ刃が摩耗され平坦化される要因としては、磨耗温度の上昇による反応とPBI材料の分解による摩耗粉の生成による2つの要因が考えられる。前者が摩耗の主因として働くためには、超硬合金内のWCとPBI材料の反応が生じる必要があるが、WCが化学反応するためには少なくとも1273K以上の温度が必要と考えられる。しかし、PBI材料はガラス転移温度が710K付近であり、融点も1273K以下である。そのため、磨耗温度の上昇による反応の可能性は少ない。
【0022】
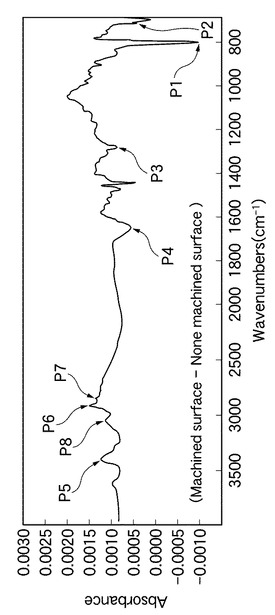
そこで、研磨用プラスチックとして用いたPBI材料に起因する磨耗粉が生成している可能性を検証するために、フーリエ変換赤外分光法(FT−IR−ATR)によるPBI材料の磨耗表面における分子構造解析を行い、組成変化について調べた。図4は、FT−IR−ATRスペクトル解析をPBI材料の磨耗面、未磨耗面および切りくずについて実施し、これらの値を基に磨耗面と未磨耗面との差スペクトル(1445cm−1付近ベンゼン環のC=C面内骨格振動を基準)を整理したグラフである。
【0023】
図4より、磨耗面においては、802cm−1(図4に示すP1)付近の3置換ベンゼン、700cm−1(P2)付近の2置換ベンゼン、1280cm−1(P3)付近のイミダゾール環、1650cm−1(P4)付近のN−H変角振動もしくはC=N伸縮振動に由来する吸収帯が減少し、3400cm−1(P5)付近のNH伸縮振動、2924〜2853cm−1(P6〜P7)のCH伸縮振動に由来する吸収帯が増加している。なお、3050cm−1(P5)付近のピークはベンゼン環のC=H伸縮振動に由来するものである。
【0024】
また、3400cm−1付近のNH伸縮振動に由来する吸収帯が出現しており、アミン成分が増加している。このため、1650cm−1付近はアミンの増加に伴うC=N伸縮振動と考えられ、これが減少しているのでイミダゾール環のC=N結合形態が変化しているものと推定できる。この結果は切りくずの解析結果においても同様である。これらの分析結果より、イミダゾール環部分での結合が切断されている可能性が高い。以上のことから、分子レベルのカーボン摩耗粉やベンゼン環単位での摩耗粉が生成されており、上述の超硬合金の平滑摩耗にはこれらの微細な摩耗粉が寄与していることが明らかである。
【0025】
そのため、PBI材料をはじめとするベンゼン環やイミダゾール環を有するエンジニアリングブラスチックを研磨用プラスチックとして用いることで、砥石や炭化珪素の粒子などの研磨材料と比較して、超硬合金を主成分とする部品の所望の箇所をより平坦にすることができる。
【0026】
芳香族環の一種であるベンゼン環を有する研磨用プラスチックとして、上述のPBIを含むポリベンズイミダゾール類、ポリカーボネート類、ポリサルフォン類、ポリエーテルサルフォン類、ポリアリレート類、ポリアミドイミド類、ポリエーテルイミド類、ポリフェニレンサルファイド類、ポリエーテルエーテルケトン類、ポリイミド類、および、共重合体を含むこれらの混合物などを用いることができる。ここで、「類」とは、前述の各プラスチックの代表的な化合物の構造に加えて、研磨用プラスチックに用いることができる物性の範囲でその一部の構造が変形された構造も含む。例えば、前述の各プラスチックの芳香族環や置換基など化合物の一部を他の原子や官能基で置換した誘導体であってもよい。
【0027】
また、芳香族環としては、ベンゼンなどの単環式芳香族環の他に、ポリカーボネートなどの多環式芳香族環、ベンズイミダゾールなどの多環複素環式芳香族環等が挙げられる。また、芳香族環を有していない研磨用プラスチックとしては、ポリテトラフルオロエチレン類なども用いることができる。また、イミダゾール環のかわりに、または、イミダゾール環に加えてイミド結合を有する研磨用プラスチックでもよい。
【0028】
前述のように、各プラスチックにおける芳香族環は、置換基を有していてもよく、例えば、メチル基、エチル基、プロピル基等の炭素数1〜6のアルキル基、メトキシ基、エトキシ基等の炭素数1〜6のアルコキシ基、ベンジル基などの炭素数7〜12のアラルキル基、フェニル基、ナフチル基等のアリール基、フッ素原子、塩素原子、臭素原子等のハロゲンなどの置換基が挙げられる。置換基は複数有していても良く、その場合は、置換基同士は異なる種類であってもよい。これらの置換基はさらに置換基を有していてもよい。
【0029】
本発明は、上述の実施の形態に限定されるものではなく、当業者の知識に基づいて各種の設計変更等の変形を加えることも可能であり、そのような変形が加えられた実施の形態も本発明の範囲に含まれうるものである。
【0030】
例えば、上述の実施の形態に係る研磨方法は、固定されたPBI材料に対してエンドミルを高速回転させているが、エンドミルに対してPBI材料を回転させてもよい。
【産業上の利用可能性】
【0031】
上述のようにプラスチックで磨く超硬合金を主成分とする部品は、エンドミルのような切削工具だけでなく、レンズ金型の表面仕上げや微小径工具の切れ刃稜線の鋭利化など多くの使用用途への応用が期待できる。
【図面の簡単な説明】
【0032】
【図1】本実施の形態に係る研磨方法を示した模式図である。
【図2】成形されたスクエアエンドミルをPBIによって研磨加工する前の代表的な切れ刃の様子を示した図である。
【図3】スクエアエンドミルをPBIによって研磨加工した後の代表的な切れ刃の様子を示した図である。
【図4】FT−IR−ATRスペクトル解析をPBI材料の磨耗面、未磨耗面および切りくずについて実施し、これらの値を基に磨耗面と未磨耗面との差スペクトルを整理したグラフである。
【符号の説明】
【0033】
10 PBI、 12 スクエアエンドミル、 14 ノズル。
【技術分野】
【0001】
本発明は、超硬合金を主成分とする部品を研磨する技術に関する。
【背景技術】
【0002】
超硬合金は、硬質の金属炭化物などの粉末を焼結した合金で、高温時の硬度低下が少なく非常に摩耗しにくいため、金属加工用の切削工具の材料として多く用いられている。特許文献1や特許文献2には、このような超硬合金を用いた工具の加工方法や製造方法が開示されている。
【0003】
近年、デジタルカメラや携帯電話に代表されるように使い勝手や移動の便利さから携帯可能な製品の需要が増加する傾向にある。製品の小型化に伴ってこれを構成する部品も微細化が進み、微細部品においても厳しい形状精度が要求されている。一般的にミーリング加工を用いてミリメートルオーダーの小形部品を成形しようとした場合、要求形状以下の小径工具を使用する必要があるため、工具剛性を確保する目的でヤング率の高い上述のような超硬合金材料が用いられている。
【0004】
しかし、工具の直径の小径化に伴い切れ刃の成形は格段に難しくなり、特に工具の成形時に生じるマイクロチッピングや研磨痕が切れ刃稜線に残存してしまうことがある。そのため、部品を微細加工する際の加工精度の向上には工具の切れ刃を鋭利に仕上げる研磨方法の開発が望まれている。
【特許文献1】特開2004−74313号公報
【特許文献2】特開2006−205327号公報
【発明の開示】
【発明が解決しようとする課題】
【0005】
本発明は、上述の事情を鑑みなされたもので、その目的とするところは、工具材料や金型材料などに使用される超硬合金を主成分とする部品の所望の箇所をより平坦にする技術を提供することにある。
【課題を解決するための手段】
【0006】
上記課題を解決するために、本発明のある態様の部品研磨方法は、超硬合金を主成分とする部品を、ポリベンズイミダゾール類、ポリカーボネート類、ポリサルフォン類、ポリエーテルサルフォン類、ポリアリレート類、ポリアミドイミド類、ポリエーテルイミド類、ポリフェニレンサルファイド類、ポリエーテルエーテルケトン類、ポリイミド類、ポリテトラフルオロエチレン類、および、共重合体を含むこれらの混合物、からなる群から選択されるプラスチックを用いて研磨する。
【0007】
この態様によると、砥石による研磨やショットブラストなどの方法と比較し、部品の所望の箇所をより平坦にすることができる。例えば、この方法を超硬合金を主成分とする研削工具に適用することで、砥石などにより切れ刃を成形した際に生じる、研削痕や切れ刃の稜線のマイクロチッピングなどの凹凸をより平坦にすることができる。また、この方法を超硬合金を主成分とする金型などに適用することで金型表面をより平坦にすることができる。
【0008】
本発明の別の態様は、上述のプラスチックを用いて研磨した、超硬合金を主成分とする部品である。この態様によると、例えば、研削工具としてこの部品を用いることで、被研削材の加工精度を向上させることができる。また、例えば、高い平坦性が要求されるレンズの金型部品としてこの部品を用いることで、高品質のレンズを量産することができる。
【0009】
本発明のさらに別の態様は、超硬合金を主成分とする部品を研磨するために用いる、ポリベンズイミダゾール類、ポリカーボネート類、ポリサルフォン類、ポリエーテルサルフォン類、ポリアリレート類、ポリアミドイミド類、ポリエーテルイミド類、ポリフェニレンサルファイド類、ポリエーテルエーテルケトン類、ポリイミド類、ポリテトラフルオロエチレン類、および、共重合体を含むこれらの混合物、からなる群から選択される研磨用プラスチックである。
【0010】
この態様によると、砥石や炭化珪素の粒子などの研磨材料と比較して、超硬合金を主成分とする部品の所望の箇所をより平坦にすることができる。
【発明の効果】
【0011】
本発明によれば、工具材料や金型材料として使用される超硬合金を主成分とする部品の所望の箇所をより平坦にすることができる。
【発明を実施するための最良の形態】
【0012】
以下、図面を参照しながら、本発明を実施するための形態について詳細に説明する。本実施の形態に係る部品研磨方法の好適な対象は、超硬合金を主成分とする切削用部品である。以下では、切削用部品としてエンドミルを一例にその研磨方法について説明する。
【0013】
なお、本実施の形態に係る研磨方法の対象となる超硬合金とは、周期律表IVa、Va、VIa族金属などの炭化物をFe、Co、Niなどの鉄系金属で焼結した複合材料であり、高温時の硬度低下が少なく、非常に摩耗しにくい。代表的には、炭化タングステン(WC)と結合剤(バインダ)であるコバルト(Co)を混合して焼結したものが、主に切削加工や金型などの耐磨耗性を要求される分野で使用されている。以下の説明では、WC-Co系合金の場合について説明する。
【0014】
また、超硬合金として、前述のWC-Co系合金以外に、耐酸化性を向上させたWC-TiC-Co系合金、WC-TaC-Co系合金、WC-TiC-TaC-Co系合金も研磨方法の対象とすることができる。また、超硬合金として、結合相をNiとするWC-Ni系合金や、Crの添加によりさらに耐食性が向上されたWC-Ni-Cr系合金も研磨方法の対象とすることができる。
【0015】
図1は、本実施の形態に係る研磨方法を示した模式図である。本実施の形態に係る研磨用プラスチックは、一般式(1)に示すような化学組成からなるポリベンズイミダゾール(polybenzimidazole:以下、PBIという)である。
【0016】
【化1】
【0017】
図1に示すPBI10は、原料紛をホットプレスで圧縮成形し板形状としたものである。ただし、金型に接する部分は変質層が残ることから、この部分を除去し、20×10×30mmの形状として使用した。PBI10の特徴的な性質としては、硬度がHRA50と高く、特に引張強度は純アルミニウムと同等の160MPaを有している。また、PBI10は、その熱変形温度が708Kと熱可塑性樹脂の中で最も高い値を示す。
【0018】
研磨の対象となる研削用工具は、直径1.6mmの2枚刃のスクエアエンドミル12であり、材質は超微粒子超硬合金である。研磨装置としては、研磨対象となるスクエアエンドミルを装着することができる3軸リニアモータ駆動方式の小型高速研磨機を用いた。図1に示すように、研磨条件は、スクエアエンドミル12の外周の回転速度(V)16.7m/s、一刃当りの送り量(Sz):4.3μm/tooth、軸方向切り込み(Aa):50μm、半径方向切り込み(Ar):30μm、とし、0.5MPaのドライエアをノズル14から供給しながら研磨した。なお、回転速度(V)は、10m/s〜40m/s程度の範囲で適宜選択すればよい。
【0019】
図2は、成形されたスクエアエンドミル12をPBI10によって研磨加工する前の代表的な切れ刃の様子を示した図である。図3は、スクエアエンドミル12を、PBI10によって研磨速度16.7m/sで研磨加工した後の代表的な切れ刃の様子を示した図である。
【0020】
図2より、加工前の切れ刃16には成形研磨時に生じた多数の研削痕17が観察される。さらに、切れ刃稜線(図の明暗境界領域)にはWC粒子が抜け落ちたマイクロチッピング18が生じている様子が確認できる。一方、図3は、研磨距離400m加工後の切れ刃16を示す。図3に示すように、切れ刃16は、逃げ面部分のWC粒子の角張った形状が明確に確認でき、極めて平坦化した状態である。また、切れ刃16は、その切れ刃稜線においてもマイクロチッピングは観察されず、摩耗により極めて鋭利な切れ刃稜線が形成されている。そのため、PBI10により研磨されたスクエアエンドミル12を用いることで、被研削材の加工精度を向上させることができる。
【0021】
次に、PBI10による研磨による部品の平坦化のメカニズムについて説明する。スクエアエンドミル12の切れ刃が摩耗され平坦化される要因としては、磨耗温度の上昇による反応とPBI材料の分解による摩耗粉の生成による2つの要因が考えられる。前者が摩耗の主因として働くためには、超硬合金内のWCとPBI材料の反応が生じる必要があるが、WCが化学反応するためには少なくとも1273K以上の温度が必要と考えられる。しかし、PBI材料はガラス転移温度が710K付近であり、融点も1273K以下である。そのため、磨耗温度の上昇による反応の可能性は少ない。
【0022】
そこで、研磨用プラスチックとして用いたPBI材料に起因する磨耗粉が生成している可能性を検証するために、フーリエ変換赤外分光法(FT−IR−ATR)によるPBI材料の磨耗表面における分子構造解析を行い、組成変化について調べた。図4は、FT−IR−ATRスペクトル解析をPBI材料の磨耗面、未磨耗面および切りくずについて実施し、これらの値を基に磨耗面と未磨耗面との差スペクトル(1445cm−1付近ベンゼン環のC=C面内骨格振動を基準)を整理したグラフである。
【0023】
図4より、磨耗面においては、802cm−1(図4に示すP1)付近の3置換ベンゼン、700cm−1(P2)付近の2置換ベンゼン、1280cm−1(P3)付近のイミダゾール環、1650cm−1(P4)付近のN−H変角振動もしくはC=N伸縮振動に由来する吸収帯が減少し、3400cm−1(P5)付近のNH伸縮振動、2924〜2853cm−1(P6〜P7)のCH伸縮振動に由来する吸収帯が増加している。なお、3050cm−1(P5)付近のピークはベンゼン環のC=H伸縮振動に由来するものである。
【0024】
また、3400cm−1付近のNH伸縮振動に由来する吸収帯が出現しており、アミン成分が増加している。このため、1650cm−1付近はアミンの増加に伴うC=N伸縮振動と考えられ、これが減少しているのでイミダゾール環のC=N結合形態が変化しているものと推定できる。この結果は切りくずの解析結果においても同様である。これらの分析結果より、イミダゾール環部分での結合が切断されている可能性が高い。以上のことから、分子レベルのカーボン摩耗粉やベンゼン環単位での摩耗粉が生成されており、上述の超硬合金の平滑摩耗にはこれらの微細な摩耗粉が寄与していることが明らかである。
【0025】
そのため、PBI材料をはじめとするベンゼン環やイミダゾール環を有するエンジニアリングブラスチックを研磨用プラスチックとして用いることで、砥石や炭化珪素の粒子などの研磨材料と比較して、超硬合金を主成分とする部品の所望の箇所をより平坦にすることができる。
【0026】
芳香族環の一種であるベンゼン環を有する研磨用プラスチックとして、上述のPBIを含むポリベンズイミダゾール類、ポリカーボネート類、ポリサルフォン類、ポリエーテルサルフォン類、ポリアリレート類、ポリアミドイミド類、ポリエーテルイミド類、ポリフェニレンサルファイド類、ポリエーテルエーテルケトン類、ポリイミド類、および、共重合体を含むこれらの混合物などを用いることができる。ここで、「類」とは、前述の各プラスチックの代表的な化合物の構造に加えて、研磨用プラスチックに用いることができる物性の範囲でその一部の構造が変形された構造も含む。例えば、前述の各プラスチックの芳香族環や置換基など化合物の一部を他の原子や官能基で置換した誘導体であってもよい。
【0027】
また、芳香族環としては、ベンゼンなどの単環式芳香族環の他に、ポリカーボネートなどの多環式芳香族環、ベンズイミダゾールなどの多環複素環式芳香族環等が挙げられる。また、芳香族環を有していない研磨用プラスチックとしては、ポリテトラフルオロエチレン類なども用いることができる。また、イミダゾール環のかわりに、または、イミダゾール環に加えてイミド結合を有する研磨用プラスチックでもよい。
【0028】
前述のように、各プラスチックにおける芳香族環は、置換基を有していてもよく、例えば、メチル基、エチル基、プロピル基等の炭素数1〜6のアルキル基、メトキシ基、エトキシ基等の炭素数1〜6のアルコキシ基、ベンジル基などの炭素数7〜12のアラルキル基、フェニル基、ナフチル基等のアリール基、フッ素原子、塩素原子、臭素原子等のハロゲンなどの置換基が挙げられる。置換基は複数有していても良く、その場合は、置換基同士は異なる種類であってもよい。これらの置換基はさらに置換基を有していてもよい。
【0029】
本発明は、上述の実施の形態に限定されるものではなく、当業者の知識に基づいて各種の設計変更等の変形を加えることも可能であり、そのような変形が加えられた実施の形態も本発明の範囲に含まれうるものである。
【0030】
例えば、上述の実施の形態に係る研磨方法は、固定されたPBI材料に対してエンドミルを高速回転させているが、エンドミルに対してPBI材料を回転させてもよい。
【産業上の利用可能性】
【0031】
上述のようにプラスチックで磨く超硬合金を主成分とする部品は、エンドミルのような切削工具だけでなく、レンズ金型の表面仕上げや微小径工具の切れ刃稜線の鋭利化など多くの使用用途への応用が期待できる。
【図面の簡単な説明】
【0032】
【図1】本実施の形態に係る研磨方法を示した模式図である。
【図2】成形されたスクエアエンドミルをPBIによって研磨加工する前の代表的な切れ刃の様子を示した図である。
【図3】スクエアエンドミルをPBIによって研磨加工した後の代表的な切れ刃の様子を示した図である。
【図4】FT−IR−ATRスペクトル解析をPBI材料の磨耗面、未磨耗面および切りくずについて実施し、これらの値を基に磨耗面と未磨耗面との差スペクトルを整理したグラフである。
【符号の説明】
【0033】
10 PBI、 12 スクエアエンドミル、 14 ノズル。
【特許請求の範囲】
【請求項1】
超硬合金を主成分とする部品を、ポリベンズイミダゾール類、ポリカーボネート類、ポリサルフォン類、ポリエーテルサルフォン類、ポリアリレート類、ポリアミドイミド類、ポリエーテルイミド類、ポリフェニレンサルファイド類、ポリエーテルエーテルケトン類、ポリイミド類、ポリテトラフルオロエチレン類、および、共重合体を含むこれらの混合物、からなる群から選択されるプラスチックを用いて研磨することを特徴とする部品研磨方法。
【請求項2】
前記部品は、エンドミル工具であり、
前記プラスチックに対して前記エンドミル工具を相対的に回転させながら研磨することを特徴とする請求項1に記載の部品研磨方法。
【請求項3】
ポリベンズイミダゾール類、ポリカーボネート類、ポリサルフォン類、ポリエーテルサルフォン類、ポリアリレート類、ポリアミドイミド類、ポリエーテルイミド類、ポリフェニレンサルファイド類、ポリエーテルエーテルケトン類、ポリイミド類、ポリテトラフルオロエチレン類、および、共重合体を含むこれらの混合物からなる群から選択される少なくとも1種類以上のプラスチックを用いて研磨した超硬合金を主成分とする部品。
【請求項4】
超硬合金を主成分とする部品を研磨するために用いる、ポリベンズイミダゾール類、ポリカーボネート類、ポリサルフォン類、ポリエーテルサルフォン類、ポリアリレート類、ポリアミドイミド類、ポリエーテルイミド類、ポリフェニレンサルファイド類、ポリエーテルエーテルケトン類、ポリイミド類、ポリテトラフルオロエチレン類、および、共重合体を含むこれらの混合物、からなる群から選択される研磨用プラスチック。
【請求項1】
超硬合金を主成分とする部品を、ポリベンズイミダゾール類、ポリカーボネート類、ポリサルフォン類、ポリエーテルサルフォン類、ポリアリレート類、ポリアミドイミド類、ポリエーテルイミド類、ポリフェニレンサルファイド類、ポリエーテルエーテルケトン類、ポリイミド類、ポリテトラフルオロエチレン類、および、共重合体を含むこれらの混合物、からなる群から選択されるプラスチックを用いて研磨することを特徴とする部品研磨方法。
【請求項2】
前記部品は、エンドミル工具であり、
前記プラスチックに対して前記エンドミル工具を相対的に回転させながら研磨することを特徴とする請求項1に記載の部品研磨方法。
【請求項3】
ポリベンズイミダゾール類、ポリカーボネート類、ポリサルフォン類、ポリエーテルサルフォン類、ポリアリレート類、ポリアミドイミド類、ポリエーテルイミド類、ポリフェニレンサルファイド類、ポリエーテルエーテルケトン類、ポリイミド類、ポリテトラフルオロエチレン類、および、共重合体を含むこれらの混合物からなる群から選択される少なくとも1種類以上のプラスチックを用いて研磨した超硬合金を主成分とする部品。
【請求項4】
超硬合金を主成分とする部品を研磨するために用いる、ポリベンズイミダゾール類、ポリカーボネート類、ポリサルフォン類、ポリエーテルサルフォン類、ポリアリレート類、ポリアミドイミド類、ポリエーテルイミド類、ポリフェニレンサルファイド類、ポリエーテルエーテルケトン類、ポリイミド類、ポリテトラフルオロエチレン類、および、共重合体を含むこれらの混合物、からなる群から選択される研磨用プラスチック。
【図1】

【図4】
【図2】

【図3】
【図4】
【図2】
【図3】
【公開番号】特開2008−229757(P2008−229757A)
【公開日】平成20年10月2日(2008.10.2)
【国際特許分類】
【出願番号】特願2007−70865(P2007−70865)
【出願日】平成19年3月19日(2007.3.19)
【出願人】(593165487)学校法人金沢工業大学 (202)
【Fターム(参考)】
【公開日】平成20年10月2日(2008.10.2)
【国際特許分類】
【出願日】平成19年3月19日(2007.3.19)
【出願人】(593165487)学校法人金沢工業大学 (202)
【Fターム(参考)】
[ Back to top ]