
電極構造体及び連続部分めっき装置

【課題】連続搬送される帯状被処理物の必要部分のみにめっき液を噴出することができる電極構造体及びそれを組み込んで高い位置精度で部分めっき処理を確実かつ安定して行える連続部分めっき装置を提供。
【解決手段】一方の分割部材と他方の分割部材が上下に密着して組み合わされ、内部空間で給電されためっき液を電極ノズル孔から放射状に噴出する二つ割型の円筒状電極構造体であって、前記分割部材同士によって形成される外周部に電極ノズル孔が一列に配設され、かつ該電極ノズル孔の内面に白金系金属被膜が施されていることを特徴とする電極構造体;被処理物を搬送する回転体と、前記の電極構造体と、めっき液を電極構造体の内部に供給するめっき液供給管と、電極構造体の電極ノズルに給電する給電装置とを具備し、帯状の被処理物を連続搬送しつつ電極ノズルから、めっき液を噴射して被処理物のめっき必要部分に連続してめっき処理を施すように構成した連続部分めっき装置によって提供。
【解決手段】一方の分割部材と他方の分割部材が上下に密着して組み合わされ、内部空間で給電されためっき液を電極ノズル孔から放射状に噴出する二つ割型の円筒状電極構造体であって、前記分割部材同士によって形成される外周部に電極ノズル孔が一列に配設され、かつ該電極ノズル孔の内面に白金系金属被膜が施されていることを特徴とする電極構造体;被処理物を搬送する回転体と、前記の電極構造体と、めっき液を電極構造体の内部に供給するめっき液供給管と、電極構造体の電極ノズルに給電する給電装置とを具備し、帯状の被処理物を連続搬送しつつ電極ノズルから、めっき液を噴射して被処理物のめっき必要部分に連続してめっき処理を施すように構成した連続部分めっき装置によって提供。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、電極構造体及び連続部分めっき装置に関し、より詳しくは、連続搬送される帯状被処理物の必要部分のみにめっき液を噴出することができる電極構造体及びそれを組み込んで高い位置精度で部分めっき処理を確実かつ安定して行える連続部分めっき装置に関する。
【背景技術】
【0002】
近年、携帯電話やパソコン、カーナビなど車載製品が普及し、トランジスタ、ダイオード、DRAM、MPU(Micro Processor Unit)、ASIC(Application Specific Integrated Circuit )など半導体素子の需要が急増している。これらは、半導体素子をパッケージングした後、半導体上に形成された電極をリードにワイヤボンデイングすることでプリント基板上に搭載される。そしてパッケージングのためには、製造工程中では素子を支え、製品完成後は素子と外部リード付き端子部材との電気的導通を確保するために、リードフレームと称する金属製の枠組みが必要となる。
【0003】
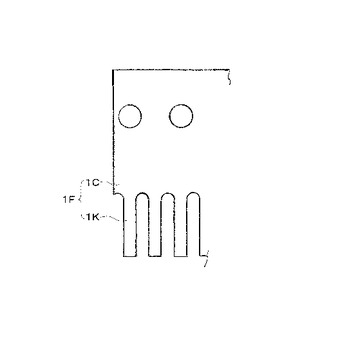
こうしたリード付き端子部材(コネクタ)への電極形成では、被処理物(ワーク)を通常、図7に示したように、長手方向に連続する帯状共通部分と長手方向に不連続でかつ幅方向に延びる複数の櫛歯状部分とを有する帯状に成形しておき、このワークを連続搬送しつつ、櫛歯状部分のめっき必要部分に、めっき槽からめっき液を噴出して連続的にめっきする装置(以下、連続部分めっき装置という)が用いられている。そして、部分めっき終了後の帯状被処理物が、最終的には櫛歯状部分の前後で切断され、リード付き端子部材となる。
ところが、帯状被処理物の寸法は、非常に小さく、リード付き端子部材では、全長が2mm程度で、めっきすべき端子部の長さはわずか0.5mmというような寸法になっている。そのために、製品化工程において、リード部をプリント配線端部にハンダ付けする際、めっきを施さないバリア部を溶融ハンダが流れ、かつ端子部に付着して電気的短絡状態となる虞がある。
【0004】
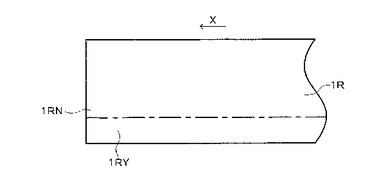
例えば、図6のような連続する帯状長尺物(リードフレーム)で、かつ連続するめっき必要部分1RYを有する被処理物(ワーク)1Rの場合は、従来、連続部分めっき装置を構成する処理槽内のめっき液面を調整板により一定に保持し、めっきが必要な下方部1RYをめっき液に浸漬しつつ搬送させていた。これにより、めっき不必要部分1RNがめっき処理されることはないが、めっき液面の変動を皆無とすることは実際上不可能である。下方部1RYがより複雑で、めっき不要部分も存在する図8のような被処理物(ワーク)1A、1B,1Cの連続部分めっきは難しい。
【0005】
そこで、このような被処理物(ワーク)1A、1B、1Cの場合、めっき不必要部分1MNにテープ等を貼り付け(マスキング)して、部分めっき終了後にテープ等を引き剥がす直接貼付マスキング方式が採用される場合がある。しかし、テープの購入、またテープ貼付作業および引剥作業が必要であって、生産能率が大幅に低下し生産コスト高となる。テープ貼付作業時にバラツキやテープ変形が生じるので、最低でも2mm以下という位置精度を得ることはできない。さらに、ワークに凹凸や曲りなど大きな変形部分がある図8(D)のような場合は、マスキングが難しい。
【0006】
これに対して、いわゆる間接固着マスキング方式が提案され、めっき不必要部分を絶縁マスキングし、ノズルからめっき液を吐出して布等の保持体層に浸潤しつつ流動させ、この状態でドラムを回転させることにより、保持体層と接する部分に液溜りを形成し、この液溜りに浸漬された状態で部分めっきを施すように構成した部分めっき装置がある(特許文献1を参照)。しかし、この方式でも直接貼付マスキング方式と同様に、テープやマスキング部材によるマスキングが困難であり、小型(微細)で複雑形状の帯状被処理物を部分めっきするには不適当である。
【0007】
そこで、めっき必要部分とマスキング部材との間に空間を形成し、この空間内にめっき液を供給して当該めっき必要部分にめっき処理を施す装置が提案されている(例えば、特許文献2)。これにより、回転ドラムの外周壁にマスク部材を固着し、この外側に金属条を巻き付け、回転ドラム内からマスキング部材を通してめっき液を供給することで、金属条の内面側で、かつマスキング部材に非接触な領域(めっき必要部分)に部分めっきを施すことができる。
しかし、かかる装置でも、マスキング材と被処理物との間にめっき液が浸み込んでしまうので、めっき必要部分とめっき不必要部分との境界が部分的に変動して、精度上の要求を満たせない。マスキングベルト等の交換等が必要であるから生産コスト高になる。しかも、めっき処理後にプレス加工により分断するから、めっき皮膜にも傷が付き致命的な欠陥となる。
【0008】
そこで、本出願人は、被処理物の形態が一段と小型化および複雑化する中で、部分めっきの位置精度を一層高度化するとともに、生産性が高くかつ低コストで部分めっきできる、ノンマスキング方式の部分めっき装置を提案した(特許文献3)。
これは、基軸線を中心に回転する電極構造体内で外部から供給されためっき液に陽極電位を印加給電し、給電後のめっき液を全周方向に連続するスリット部から径方向に噴流し、ワークの幅方向の選択されためっき必要部分のみにめっき液を吹き付ける装置である。これを用いれば、当該めっき必要部分のみに部分めっきを施すことができる。そして、めっき不必要部分には、めっき液が付着されることがないので、低品質で無用なめっき皮膜は析出されない。
しかしながら、この装置においては、回転体の全周(360度)に設けられたスリット部から径方向(ラジアル方向)にめっき液が噴流され、全体的に外側に向かって広がる薄板円盤形状の液薄膜となるため、供給めっき液の脈動、回転体の回転速度の変動があると、全周に渡って水平であるべき円盤形状の液薄膜に、上下方向やねじれ方向の乱れが部分的に生じ、めっき品質(高さ位置精度)のバラツキが発生する。
【0009】
このような状況下、めっき品質(高さ位置精度)のバラツキが発生せず、低コストで生産性を向上できる連続部分めっき装置の出現が切望されていた。
【特許文献1】特開平02−97692号公報
【特許文献2】特開2002−38294号公報
【特許文献3】特開2005−187868号公報
【発明の開示】
【発明が解決しようとする課題】
【0010】
本発明の目的は、上記従来の課題に鑑み、連続搬送される帯状被処理物の必要部分のみにめっき液を噴出することができる電極構造体、及びそれを組み込むことで高位置精度な部分めっき処理を確実かつ安定して行える連続部分めっき装置を提供することにある。
【課題を解決するための手段】
【0011】
本発明者らは、上記課題を解決するために鋭意研究を重ね、連続部分めっき装置の電極構造体に改良を加え、一方の分割部材と他方の分割部材が上下に組み合わされた特定の二つ割型とすることにより、これら分割部材同士が密着して形成される円筒状外周に電極ノズル孔が水平に精度よく形成され、該電極ノズル孔の内面に白金系金属化合物による被膜が施しやすくなるようにした。そして、これを連続部分めっき装置に組み込むと、静止状態の電極構造体の電極ノズル孔から周方向へめっき液を勢いよく噴射させることができ、噴射めっき液の上下方向乱れを発生せず、回転体に係合されて連続搬送中のワークは、不必要なめっき液との接触が回避され、めっき液単位量当りの給電面積を増大して給電能率が向上し、さらに回転体の高速回転により生産性が向上することを見出して、本発明を完成するに至った。
【0012】
すなわち、本発明の第1の発明によれば、一方の分割部材と他方の分割部材が上下に密着して組み合わされ、内部空間で給電されためっき液を電極ノズル孔から放射状に噴出する二つ割型の円筒状電極構造体であって、前記分割部材同士によって形成される外周部に電極ノズル孔が一列に配設され、かつ該電極ノズル孔の内面に白金系金属被膜が施されていることを特徴とする電極構造体が提供される。
【0013】
また、本発明の第2の発明によれば、第1の発明において、分割部材が、チタン、チタン合金、又はステンレス鋼から選ばれる材質であることを特徴とする電極構造体が提供される。
また、本発明の第3の発明によれば、第1の発明において、分割部材が、互いにボルトで連結固定されることを特徴とする電極構造体が提供される。
また、本発明の第4の発明によれば、第1の発明において、電極ノズルの縦断面形状が、円形又は四角形であることを特徴とする電極構造体が提供される。
また、本発明の第5の発明によれば、第1の発明において、電極ノズルの直径が、0.1mm〜2.5mmであることを特徴とする電極構造体が提供される。
また、本発明の第6の発明によれば、第1の発明において、電極ノズルの個数が、10〜200個であることを特徴とする電極構造体が提供される。
さらに、本発明の第7の発明によれば、第1の発明において、電極ノズルの配置間隔(ピッチ)が、0.1mm〜3mmであることを特徴とする電極構造体が提供される。
さらに、本発明の第8の発明によれば、第1の発明において、電極ノズルの配設角度が、90〜120度であることを特徴とする電極構造体が提供される。
【0014】
一方、本発明の第9の発明によれば、第1〜8のいずれかの発明に係り、被処理物を搬送する回転体と、電極構造体と、めっき液を電極構造体の内部に供給するめっき液供給管と、電極構造体の電極ノズルに給電する給電装置とを具備し、帯状の被処理物を連続搬送しつつ電極ノズルから、めっき液を噴射して被処理物のめっき必要部分に連続してめっき処理を施すように構成した連続部分めっき装置が提供される。
【0015】
また、本発明の第10の発明によれば、第9の発明において、回転体は、その外周面側に被処理物を搬送する搬送ガイド面を有し、搬送ガイド面と電極ノズルとの距離が一定に保持されることを特徴とする連続部分めっき装置が提供される。
また、本発明の第11の発明によれば、第9又は10の発明において、被処理物は、長手方向に連続する帯状共通部分と長手方向に不連続でかつ幅方向に延びる複数の櫛歯状部分とを有することを特徴とする連続部分めっき装置が提供される。
さらに、本発明の第12の発明によれば、第9〜11のいずれかの発明において、被処理物は、予め全体的にニッケルめっきが施されていることを特徴とする連続部分めっき装置が提供される。
【発明の効果】
【0016】
本発明の電極構造体は、一方の分割部材と他方の分割部材が上下に組み合わされ、内部に空洞を有し側面部分が円筒状をした二つ割型の電極構造体をベースとすることにより、分割部材同士が密着して形成される円筒状外周部に複数の電極ノズル孔が精度よく形成され、該電極ノズル孔の内面に白金系金属化合物による被膜を施しやすくなる。このため、電極構造体が耐蝕性で硬度が高い加工しにくい材質の金属材料であっても、2.5mm以下という小さい口径の電極ノズル孔を形成しやすい。電極ノズル孔の個数が多く、孔のピッチ(相互間隔)が狭い場合でも精密加工、寸法調整がしやすい。また、連続部分めっき装置への組み込みも簡単であり、二つ割型であるから必要に応じて分解でき、内部の洗浄や保守点検もしやすくなる。
本発明の連続部分めっき装置は、改良された電極構造体を用いているので、ノンマスキング方式でかつ電極構造体の多数の電極ノズル孔からめっき液を噴射させ、高位置精度な部分めっき処理を確実かつ安定して行えるとともに、給電効率および生産能率が高くかつ装置小型化できる。また、めっき必要部分の大きさに応じた電極ノズル孔を有する電極構造体を自由に選択でき、めっき不必要部分への無用なめっき処理を確実に防止できる。さらに、ワークの幅方向の端部を各搬送ガイド面に当接できるので、ワークの姿勢を一段と正しくかつ安定して連続搬送できる。
【発明を実施するための最良の形態】
【0017】
以下、本発明の電極構造体及び連続部分めっき装置について、図1〜5、8を用いて詳細に説明する。
【0018】
1.電極構造体
本発明の電極構造体は、一方の分割部材と他方の分割部材が上下に密着して組み合わされ、内部空間で給電されためっき液を電極ノズル孔から放射状に噴出する二つ割型の円筒状電極構造体であって、前記分割部材同士によって形成される外周部に電極ノズル孔が一列に配設され、かつ該電極ノズル孔の内面に白金系金属被膜が施されていることを特徴とする。
【0019】
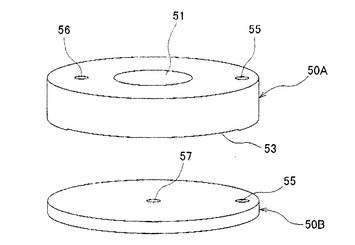
本発明の電極構造体は、図1のような全体構造をしており、一方の分割部材50Aと他方の分割部材50Bが上下に組み合わされて形成される内部空間がめっき液貯留部となり、内部に供給されためっき液を給電し、連続搬送される被処理物に向かって電極ノズル孔53から正確にめっき液を噴射するものである。
【0020】
電極構造体を構成する分割部材の材質は、電気的良導体であれば特に限定されるわけではなく、チタン、チタン合金、又はステンレス鋼から適宜選ばれる。耐食性のある機械的強度が高いチタン製又はチタン合金製が好ましい。
【0021】
本発明において電極構造体は、上下二つ割型であり、一方の分割部材と他方の分割部材とは別々の部材として製作される。図1では、一方の分割部材が比較的平坦な皿型(逆円錐型)であり、他方の分割部材が円筒型で示されている。これらは、材質に応じて鋳造、鍛造、切断、研磨などの金属加工技術を採用して作製できる。一方の分割部材には、めっき液供給用の穴が設けられ、内部空間にめっき液が受け入れられるように構成されている。
【0022】
電極構造体は、上下二つ割型であり、その周方向接触部分に複数の小径の電極ノズル孔が形成されている。各電極ノズル孔の内面(小径孔内周全壁面)も重要な給電面となる。本発明において電極構造体を上下二つ割型としているのは、全体が一体型の構造体であると電極ノズルとなる小さな孔を精度良くあけ難いためである。また、電極ノズル孔を酸化及び腐食から保護しなければならないが、その手段である孔内面へ白金系金属化合物のような酸化安定性、耐蝕性の材料による被膜が形成しにくいためである。
【0023】
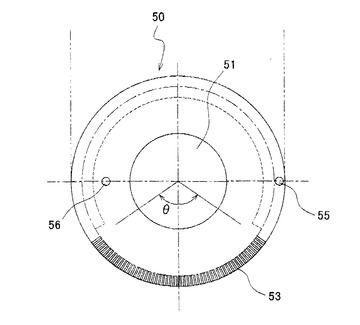
電極構造体の各電極ノズル孔53は、図3に示すように仮想円軌跡の法線方向に延びる形態で、水平に一列に配設されている。水平でなく千鳥状のように配設されると、帯状被処理物へのめっき位置が不揃いになるので好ましくない。
分割部材の外周縁部に形成される電極ノズルの縦断面形状は、特に制限されるわけではないが、円形又は四角形以上の多角形とする。加工性、保守性などの観点から特に円形が好ましい。分割部材のいずれか一方または双方に孔を設けることができるが、本発明では、上に位置する縁付きの分割部材に孔を設けている。
【0024】
電極ノズルの直径は、被処理物の大きさ、めっき必要部分の大きさなどにより異なるが、通常、電極ノズルの直径を0.1mm〜2.5mm、好ましくは、0.2mm〜2.0mm、特に0.3mm〜1.5mmとすることが好ましい。2.5mmを超える大きな直径にすると、噴射めっき液の液流が一直線になりにくい。それは各電極ノズルの製作精度上の問題でノズル直径に数%程度のバラツキが生じ得るため、直径が大きくなるほど、噴射液流の横断面積(直径)のバラツキも大きくなるからである。他方、0.1mm未満の極小径にすると、ノズル内流路抵抗が非常に大きくなるので、電極構造体への供給めっき液の圧力を過大にしなければならず、装置構築上、技術的・経済的に不利となる。
【0025】
電極ノズルの直径は、めっき必要部分の大きさ(前後方向寸法および左右方向寸法の大きい方)に対応させることが望ましく、図8(D)のように、めっき必要部分1KYの寸法が0.3mmであれば、めっき液流Qfを生成・噴射させるために電極ノズルの直径を0.3mmに選択することが好ましい。
【0026】
また、電極ノズルの個数は、電極構造体のサイズなどによっても異なるが、通常、10〜200個、好ましくは100〜150個である。ノズルの個数が10個未満では十分なめっき液を噴射できず、個数を増やすほど給電能率を向上できるが、200個より多くするのは加工技術上困難を伴う。
電極ノズルの配置間隔(ピッチ)は、電極構造体のサイズなどによっても異なるが、通常、0.1mm〜3mmである。この間隔範囲内であればよいが、特に等間隔であることが望ましい。ピッチが3mmを超えるとめっき液を精度よく噴射できず、ピッチを小さくするほどめっき液の単位量当りの実質給電面積を能率よく増大することができるが、0.1mm未満とするのは加工技術上困難を伴う。
【0027】
本発明において電極構造体は、電極ノズル孔の内面に、白金系金属化合物による被膜が施されている。白金系金属化合物としては、例えば白金、パラジウム、イリジュウム、ルテニウム、これらの酸化物、窒化物等が挙げられる。中でも好ましいのは、白金である。被膜の形成手段は、特に制限されないが、めっき、スパッタリング、CVDなどが採用される。膜厚は、3μm以上とし、特に5μm以上が好ましい。膜厚が3μm未満では、十分な耐酸化性、耐腐食性を期待することができないだけでなく、所望の供給電流量を得ることができない。
好ましい被膜の形成手段は、めっきである。例えばPt(NH3)4HPO4電解液を使用する白金電気めっき法では、主電気めっき陽極及び補助電気めっき陽極が、陽極固定具と電解液とに対して電気的に並列に接続される。陰極固定具は、電解液に接触した状態になった被処理物(電極構造体となる分割部材)に直列に接続されかつ該被処理物を支持する。陽極固定具と陰極固定具との間に電圧を印加して、被処理物を電気めっきする。
【0028】
分割部材同士によって形成される円筒状外周に一列に配設される電極ノズル53の配設角度範囲(θ)は、図3に示すように、ワーク1Fが回転体30の搬送ガイド面32に係合する角度範囲(図3では、180度)よりも、小さな角度範囲(θ)に選択決定される。
これは、めっき液の径方向全周一律噴流方式である前記特許文献3の問題点を解消するためである。すなわち、特許文献3の場合、搬送ガイド面32に係合していない場所では、発生するめっき液の乱流や拡散により、当該位置を通過するワーク1Fの、めっき必要部分1KYの上下近傍である1C、1HN・1MN)に不必要で劣悪なめつき皮膜が析出されやすいが、本発明の電極ノズル53の配設角度範囲(θ)とすれば、このような現象が一掃される。
【0029】
電極ノズルが配設される角度範囲θは、90〜120度であることが好ましい。角度範囲θが90度よりも小さいと、めっき噴射液量を維持するのにノズルの配置間隔が小さくなり加工が困難になるだけでなく、部分めっき装置のサイズが大きくなってしまう。120度を越えても差し支えないが、孔の加工上経済的ではない。
【0030】
各分割部材は、上下に密着して組み合わされなければならず、互いにボルトで連結固定することが好ましい。図1にはボルトの貫通孔を1つ示しているが2つ以上設けても良い。連結するのに分割部材の接触面を溶接すると、二つ割型のメリットである分離、置換容易性が生かせなくなる。
【0031】
2.連続部分めっき装置
本発明の連続部分めっき装置は、被処理物を搬送する回転体と、上記二つ割型の電極構造体と、めっき液を電極構造体の内部に供給するめっき液供給管と、電極構造体の電極ノズルに給電する給電装置とを具備し、帯状の被処理物を連続搬送しつつ電極ノズルから、めっき液を噴射して被処理物のめっき必要部分に連続してめっき処理を施すように構成されている。
【0032】
(第1の実施の形態)
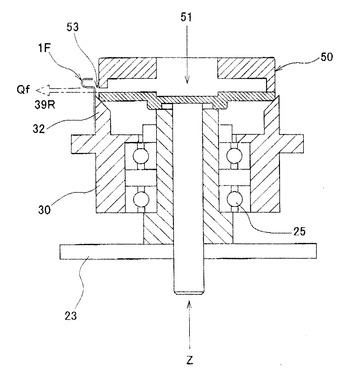
本発明の連続部分めっき装置20は、図4に示す如く、基軸線(Z軸線)を中心に回転可能な回転体30と、電極ノズル53を有し給電済めっき液Qfを径方向に噴射可能に形成された静止型の電極構造体50とを設け、各電極ノズル53から噴射されためっき液Qfを連続搬送中の各めっき必要部分に吹き付けて連続部分めっき処理可能なノンマスキング方式構造に形成されている。
【0033】
回転体30は、全体として中空円筒形状であり、外周面側にワーク1Fと係合して搬送ガイド可能な搬送ガイド面32を有しかつZ軸線を中心にワーク1Fの搬送速度に対応する回転速度で回転可能に形成されている。
この回転体30は、Z軸線を中心としてベース23の回転軸に固着された中空円筒体の外側にベアリング25を介して、回転可能に装着されている。なお、同様に上部のめっき液供給管51にも、中空円筒体の外側にベアリングを介して、回転可能に装着することができる。これにより一体的な起立円筒部の外周面が搬送ガイド面32とされ、ワーク1Fの帯状共通部分1Cの内側と係合しワーク1Fの搬送円滑化を図ることができる。
【0034】
また、搬送供給される帯状被処理物には、予め、全体としてニッケルめっきが施されており、繰出ドラムに巻かれている。すなわち、被処理理物は、長手方向(図7では左右方向)に連続する帯状共通部分1Cと長手方向に不連続でかつ幅方向(上下方向)に延びる複数の櫛歯状部分1Kとを有するリードフレーム(ワーク1F)とされている。搬送中のワーク1Fの板厚(縦断面)方向から見ると、図8に示すような形態である。図8(D)では、全長Lが2mm程度で、例えば、リード部の長さL5が1mm、変形部の長さL6が0.5mmかつ突出長さLdが1.5mm、端子部の長さL7が0.5mmというような寸法になっている。
【0035】
また、電極ノズル53から噴射されるめっき液Qfの流速は、5m/sec〜20m/secとされ、噴射めっき液の液流が一直線となるようにする。5m/sec未満では電極ノズル53の直径過大化の場合と同様な問題が、20m/secを超えると電極ノズル53の直径過小化の場合と同様な問題が生じる虞が強い。
なお、実際のめっき処理では、電極ノズル53の直径、めっき液の種類・粘度やワーク1Fの形態・剛性等との関係においても、見直しつつ最適値が決定される。この実施の形態では、電極ノズル53の直径を0.3mmに選択した場合には5〜15m/secにすることで良好な結果を得ることができた。
【0036】
また、電極ノズル先端縁54を、搬送ガイド面32に係合されたワーク1Fのめっき必要部分1KYに近づければ近づけるほど、給電効率を向上できる。この電極間距離は、0.2mm〜2.0mmとすることが好ましい。0.2mm未満では回転体の接触する恐れがあり、2.0mmを超えると十分な高さ精度が得られない場合がある。
【0037】
回転体30および電極構造体50のZ軸線方向の相対位置は、各電極ノズル53から噴射されためっき液Qfが連続搬送中の各めっき必要部分1KYに吹き付けることができる状態で調整し保持される。
【0038】
中空円筒体24および軸部材27の双方が、可動構造体(回転体30)と異なる静止構造体であるから、例えば中空円筒体24の位置に対する軸部材27の位置を上下方向にずらせて固定することは容易である。
【0039】
また、電極構造体50は、軸部材27に着脱可能である。この実施の形態では、ボルトの緊締弛緩により着脱できる。これにより電極ノズル53の仕様等が異なる別の電極構造体50を簡単に交換することができる。
【0040】
各電極ノズル53から噴射された給電済めっき液Qfは、めっき必要部分1KYに吹き付けられ、部分めっき処理が行なわれる。その後に、図7に示す櫛歯状部分1Kの間(左右方向の隙間)を通過して進み、落下かつ流動してメインタンク11に回収され、めっき液は、再循環利用される。
【0041】
電極構造体50の上方側には、上方側から回転体30へミス接触することによる危険性を未然排除するため、下方側の回転体30に対応する形態の静止構造物(カバー部材36)が設けることが望ましい。こうして搬送供給される、全体としてニッケルめっきが施されている帯状被処理物1に、高い位置精度で金めっきを施すことができ、耐腐食性、伝導性のよいコネクタを得ることができる。
【0042】
(第2の実施の形態)
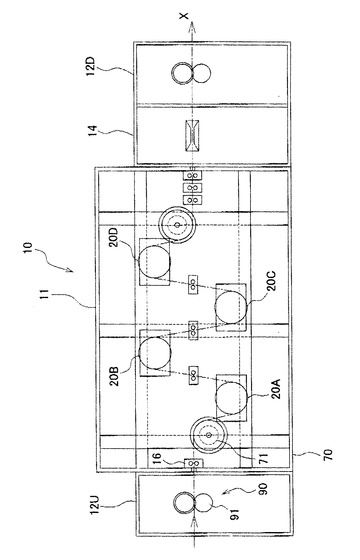
本発明の連続部分めっき装置は、1台の部分めっき用冶具を用いて連続部分めっき処理装置20を構築することもできるが、図5のように、本発明の連続部分めっき装置を複数用いて処理システム10とすることもできる。
【0043】
この実施の形態では、4台の連続部分めっき装置20をメインタンク11内に組込んだ構成とされ、各連続部分めっき装置20A〜20Dを部分めっき用ヘッド、あるいは部分めっき用冶具として活用する例である。
【0044】
ワーク1Fは、メインタンク11内に配設されたガイドローラー71を含む連続搬送手段70により、ワーク搬送方向(X)に連続搬送される。このX方向に、上流側タンク12Uとメインタンク11と洗浄タンク14と下流側タンク12Dとが、この順で配列されている。上流側タンク12Uおよび下流側タンク12Dには、連続給電手段90の一部を構成する給電ローラー91が配設されている。この給電ローラー91はめっき電源装置(図示省略)の陰極端子に接続され、めっき電源装置(図示省略)の陽極端子は電極構造体50に接続されている。かくして、連続搬送中のワーク1F(1C)に給電(例えば、1.5A/dm2)することができる。メインタンク11内には複数の液切り手段16が設けられ、洗浄タンク14内にはワーク洗浄手段が設けられている。
【0045】
連続搬送手段70は、搬送ローラー(図示省略)が帯状共通部分1Cを付勢してワーク1Fを設定搬送速度(例えば、2m/sec)でX方向に連続搬送する。ワーク1Fは、メインタンク11内の連続部分めっき装置20A〜20Dを通過する間に部分めっき処理がなされる。
【0046】
連続めっき液供給手段は、図示しない加圧循環ポンプ、配管、弁類を含み、各部分めっき用冶具(20A〜20D)の電極構造体50(めっき液供給口51)に所定圧力に加圧されためっき液を連続供給する。また、メインタンク11や他の各タンク12U、14、12Dから回収しためっき液を再循環使用する。
【0047】
なお、連続めっき液供給手段は、各部分めっき用冶具(連続部分めっき装置20A〜20D)毎に形成してもよい。この実施の形態のように、複数の連続部分めっき装置(部分めっき用冶具)20を用いた連続部分めっきシステムとして構築すれば、めっき膜厚を大きくできる。しかも、各連続部分めっき装置20の給電可能容量を過度に大きくする必要がなくかつ小型化も促進できる。また、各連続部分めっき装置20の交換が簡単であるから、連続的生産にも適している。
【実施例】
【0048】
以下、本発明の実施例、比較例を示すが、本発明は、この実施例に限定して解釈されるものではない。
【0049】
[実施例1]
ステンレス製の金属材料を用いて、図1の下部分割部材(直径120mm、厚さ65mm)と上部分割部材(外径120mm、内径80mm、高さ65mm)を作製した。下部分割部材には、直径1.5mmの円形の電極ノズル孔を等間隔で110個設けた。電極ノズルの配設角度が、110度となるようにした。これら分割部材の電極ノズル孔部分には、白金系金属化合物を用いて厚さ3μmの白金系金属めっきを施した。
次に、二つの分割部材を上下に組み合わせボルトで連結し、内部に空洞を有し側面部分が円筒状をした二つ割型の電極構造体とした。
この二つ割型の電極構造体を図4のように連続部分めっき装置に組み込み、予めニッケルめっきされたリード付き端子部材(全長Lvが2mm)、リード部(1KY)の長Luが1mm、バリヤ部(1MN)の長Lmが0.5mmかつ突出長Lwが1.5mm、端子部(1TY)の長Ldが0.5mmである被処理物をセットした。電極ノズル孔からめっき液を10m/sの流速で噴射して、端子部(1TY)に部分めっきを行った。位置精度は+/−0.03mmであった。
【0050】
[実施例2]
下部分割部材に直径2.3mmの円形の電極ノズル孔を等間隔で7個設け、電極ノズルの配設角度が、90度となるようにした以外は上記実施例1と同様にして、上部分割部材を組み合わせて連結し、二つ割型の電極構造体とした。
この二つ割型の電極構造体を図4の連続部分めっき装置に組み込み、実施例1と同様にして被処理物をセットした。電極ノズル孔からめっき液を噴射して、端子部(1TY)に部分めっきを行った。位置精度は+/−0.05mmであった。
実施例1と比べて電極ノズル孔の個数が少なく、電極ノズルの配設角度が狭いので、位置精度が若干悪化している。
【0051】
[比較例1]
二つの分割部材ではなく、一体化した円筒状の構造体を用いた以外は実施例2と同様な電極ノズル孔を有する電極構造体を作製した。なお、電極ノズル孔には白金系金属めっきを施さなかった。
この二つ割型の電極構造体を図5の連続部分めっき装置に組み込み、実施例1と同様にして被処理物をセットした。電極ノズル孔からめっき液を噴射して、端子部(1TY)に部分めっきを行った。位置精度は+/−0.05mmであったが、電極ノズル孔に白金系金属めっきを施さなかったために、実施例2よりも十分な供給電流量が確保できなかった。
【図面の簡単な説明】
【0052】
【図1】本発明の電極構造体の全体構成を説明するための側面図である。
【図2】本発明の電極構造体を構成する分割部材の斜視図である。
【図3】本発明の分割部材下部および電極ノズルの配設角度を説明するための平面図である。
【図4】本発明の電極構造体を組み込んだ連続部分めっき装置の要部を説明する縦断面図である。
【図5】本発明の連続部分めっき装置からなる連続部分めっきシステムを説明する平面図である。
【図6】連続形状の被処理物(ワーク)を説明するための図である。
【図7】櫛歯状部を有する不連続形状被処理物(ワーク)の説明図である。
【図8】ワークのめっき必要部分およびめっき不必要部分の説明図である。
【符号の説明】
【0053】
1 ワーク(被処理物)
1C 帯状共通部分
1K 櫛歯状部分
N めっき不必要部分
Y めっき必要部分
10 連続部分めっき処理システム
11 メインタンク
20 連続部分めっき装置
30 回転体
32 搬送上ガイド面
50 電極構造体
53 電極ノズル
70 連続搬送手段
90 連続給電手段
91 給電ローラー(陰極電極)
Z 縦軸線(基軸線)
【技術分野】
【0001】
本発明は、電極構造体及び連続部分めっき装置に関し、より詳しくは、連続搬送される帯状被処理物の必要部分のみにめっき液を噴出することができる電極構造体及びそれを組み込んで高い位置精度で部分めっき処理を確実かつ安定して行える連続部分めっき装置に関する。
【背景技術】
【0002】
近年、携帯電話やパソコン、カーナビなど車載製品が普及し、トランジスタ、ダイオード、DRAM、MPU(Micro Processor Unit)、ASIC(Application Specific Integrated Circuit )など半導体素子の需要が急増している。これらは、半導体素子をパッケージングした後、半導体上に形成された電極をリードにワイヤボンデイングすることでプリント基板上に搭載される。そしてパッケージングのためには、製造工程中では素子を支え、製品完成後は素子と外部リード付き端子部材との電気的導通を確保するために、リードフレームと称する金属製の枠組みが必要となる。
【0003】
こうしたリード付き端子部材(コネクタ)への電極形成では、被処理物(ワーク)を通常、図7に示したように、長手方向に連続する帯状共通部分と長手方向に不連続でかつ幅方向に延びる複数の櫛歯状部分とを有する帯状に成形しておき、このワークを連続搬送しつつ、櫛歯状部分のめっき必要部分に、めっき槽からめっき液を噴出して連続的にめっきする装置(以下、連続部分めっき装置という)が用いられている。そして、部分めっき終了後の帯状被処理物が、最終的には櫛歯状部分の前後で切断され、リード付き端子部材となる。
ところが、帯状被処理物の寸法は、非常に小さく、リード付き端子部材では、全長が2mm程度で、めっきすべき端子部の長さはわずか0.5mmというような寸法になっている。そのために、製品化工程において、リード部をプリント配線端部にハンダ付けする際、めっきを施さないバリア部を溶融ハンダが流れ、かつ端子部に付着して電気的短絡状態となる虞がある。
【0004】
例えば、図6のような連続する帯状長尺物(リードフレーム)で、かつ連続するめっき必要部分1RYを有する被処理物(ワーク)1Rの場合は、従来、連続部分めっき装置を構成する処理槽内のめっき液面を調整板により一定に保持し、めっきが必要な下方部1RYをめっき液に浸漬しつつ搬送させていた。これにより、めっき不必要部分1RNがめっき処理されることはないが、めっき液面の変動を皆無とすることは実際上不可能である。下方部1RYがより複雑で、めっき不要部分も存在する図8のような被処理物(ワーク)1A、1B,1Cの連続部分めっきは難しい。
【0005】
そこで、このような被処理物(ワーク)1A、1B、1Cの場合、めっき不必要部分1MNにテープ等を貼り付け(マスキング)して、部分めっき終了後にテープ等を引き剥がす直接貼付マスキング方式が採用される場合がある。しかし、テープの購入、またテープ貼付作業および引剥作業が必要であって、生産能率が大幅に低下し生産コスト高となる。テープ貼付作業時にバラツキやテープ変形が生じるので、最低でも2mm以下という位置精度を得ることはできない。さらに、ワークに凹凸や曲りなど大きな変形部分がある図8(D)のような場合は、マスキングが難しい。
【0006】
これに対して、いわゆる間接固着マスキング方式が提案され、めっき不必要部分を絶縁マスキングし、ノズルからめっき液を吐出して布等の保持体層に浸潤しつつ流動させ、この状態でドラムを回転させることにより、保持体層と接する部分に液溜りを形成し、この液溜りに浸漬された状態で部分めっきを施すように構成した部分めっき装置がある(特許文献1を参照)。しかし、この方式でも直接貼付マスキング方式と同様に、テープやマスキング部材によるマスキングが困難であり、小型(微細)で複雑形状の帯状被処理物を部分めっきするには不適当である。
【0007】
そこで、めっき必要部分とマスキング部材との間に空間を形成し、この空間内にめっき液を供給して当該めっき必要部分にめっき処理を施す装置が提案されている(例えば、特許文献2)。これにより、回転ドラムの外周壁にマスク部材を固着し、この外側に金属条を巻き付け、回転ドラム内からマスキング部材を通してめっき液を供給することで、金属条の内面側で、かつマスキング部材に非接触な領域(めっき必要部分)に部分めっきを施すことができる。
しかし、かかる装置でも、マスキング材と被処理物との間にめっき液が浸み込んでしまうので、めっき必要部分とめっき不必要部分との境界が部分的に変動して、精度上の要求を満たせない。マスキングベルト等の交換等が必要であるから生産コスト高になる。しかも、めっき処理後にプレス加工により分断するから、めっき皮膜にも傷が付き致命的な欠陥となる。
【0008】
そこで、本出願人は、被処理物の形態が一段と小型化および複雑化する中で、部分めっきの位置精度を一層高度化するとともに、生産性が高くかつ低コストで部分めっきできる、ノンマスキング方式の部分めっき装置を提案した(特許文献3)。
これは、基軸線を中心に回転する電極構造体内で外部から供給されためっき液に陽極電位を印加給電し、給電後のめっき液を全周方向に連続するスリット部から径方向に噴流し、ワークの幅方向の選択されためっき必要部分のみにめっき液を吹き付ける装置である。これを用いれば、当該めっき必要部分のみに部分めっきを施すことができる。そして、めっき不必要部分には、めっき液が付着されることがないので、低品質で無用なめっき皮膜は析出されない。
しかしながら、この装置においては、回転体の全周(360度)に設けられたスリット部から径方向(ラジアル方向)にめっき液が噴流され、全体的に外側に向かって広がる薄板円盤形状の液薄膜となるため、供給めっき液の脈動、回転体の回転速度の変動があると、全周に渡って水平であるべき円盤形状の液薄膜に、上下方向やねじれ方向の乱れが部分的に生じ、めっき品質(高さ位置精度)のバラツキが発生する。
【0009】
このような状況下、めっき品質(高さ位置精度)のバラツキが発生せず、低コストで生産性を向上できる連続部分めっき装置の出現が切望されていた。
【特許文献1】特開平02−97692号公報
【特許文献2】特開2002−38294号公報
【特許文献3】特開2005−187868号公報
【発明の開示】
【発明が解決しようとする課題】
【0010】
本発明の目的は、上記従来の課題に鑑み、連続搬送される帯状被処理物の必要部分のみにめっき液を噴出することができる電極構造体、及びそれを組み込むことで高位置精度な部分めっき処理を確実かつ安定して行える連続部分めっき装置を提供することにある。
【課題を解決するための手段】
【0011】
本発明者らは、上記課題を解決するために鋭意研究を重ね、連続部分めっき装置の電極構造体に改良を加え、一方の分割部材と他方の分割部材が上下に組み合わされた特定の二つ割型とすることにより、これら分割部材同士が密着して形成される円筒状外周に電極ノズル孔が水平に精度よく形成され、該電極ノズル孔の内面に白金系金属化合物による被膜が施しやすくなるようにした。そして、これを連続部分めっき装置に組み込むと、静止状態の電極構造体の電極ノズル孔から周方向へめっき液を勢いよく噴射させることができ、噴射めっき液の上下方向乱れを発生せず、回転体に係合されて連続搬送中のワークは、不必要なめっき液との接触が回避され、めっき液単位量当りの給電面積を増大して給電能率が向上し、さらに回転体の高速回転により生産性が向上することを見出して、本発明を完成するに至った。
【0012】
すなわち、本発明の第1の発明によれば、一方の分割部材と他方の分割部材が上下に密着して組み合わされ、内部空間で給電されためっき液を電極ノズル孔から放射状に噴出する二つ割型の円筒状電極構造体であって、前記分割部材同士によって形成される外周部に電極ノズル孔が一列に配設され、かつ該電極ノズル孔の内面に白金系金属被膜が施されていることを特徴とする電極構造体が提供される。
【0013】
また、本発明の第2の発明によれば、第1の発明において、分割部材が、チタン、チタン合金、又はステンレス鋼から選ばれる材質であることを特徴とする電極構造体が提供される。
また、本発明の第3の発明によれば、第1の発明において、分割部材が、互いにボルトで連結固定されることを特徴とする電極構造体が提供される。
また、本発明の第4の発明によれば、第1の発明において、電極ノズルの縦断面形状が、円形又は四角形であることを特徴とする電極構造体が提供される。
また、本発明の第5の発明によれば、第1の発明において、電極ノズルの直径が、0.1mm〜2.5mmであることを特徴とする電極構造体が提供される。
また、本発明の第6の発明によれば、第1の発明において、電極ノズルの個数が、10〜200個であることを特徴とする電極構造体が提供される。
さらに、本発明の第7の発明によれば、第1の発明において、電極ノズルの配置間隔(ピッチ)が、0.1mm〜3mmであることを特徴とする電極構造体が提供される。
さらに、本発明の第8の発明によれば、第1の発明において、電極ノズルの配設角度が、90〜120度であることを特徴とする電極構造体が提供される。
【0014】
一方、本発明の第9の発明によれば、第1〜8のいずれかの発明に係り、被処理物を搬送する回転体と、電極構造体と、めっき液を電極構造体の内部に供給するめっき液供給管と、電極構造体の電極ノズルに給電する給電装置とを具備し、帯状の被処理物を連続搬送しつつ電極ノズルから、めっき液を噴射して被処理物のめっき必要部分に連続してめっき処理を施すように構成した連続部分めっき装置が提供される。
【0015】
また、本発明の第10の発明によれば、第9の発明において、回転体は、その外周面側に被処理物を搬送する搬送ガイド面を有し、搬送ガイド面と電極ノズルとの距離が一定に保持されることを特徴とする連続部分めっき装置が提供される。
また、本発明の第11の発明によれば、第9又は10の発明において、被処理物は、長手方向に連続する帯状共通部分と長手方向に不連続でかつ幅方向に延びる複数の櫛歯状部分とを有することを特徴とする連続部分めっき装置が提供される。
さらに、本発明の第12の発明によれば、第9〜11のいずれかの発明において、被処理物は、予め全体的にニッケルめっきが施されていることを特徴とする連続部分めっき装置が提供される。
【発明の効果】
【0016】
本発明の電極構造体は、一方の分割部材と他方の分割部材が上下に組み合わされ、内部に空洞を有し側面部分が円筒状をした二つ割型の電極構造体をベースとすることにより、分割部材同士が密着して形成される円筒状外周部に複数の電極ノズル孔が精度よく形成され、該電極ノズル孔の内面に白金系金属化合物による被膜を施しやすくなる。このため、電極構造体が耐蝕性で硬度が高い加工しにくい材質の金属材料であっても、2.5mm以下という小さい口径の電極ノズル孔を形成しやすい。電極ノズル孔の個数が多く、孔のピッチ(相互間隔)が狭い場合でも精密加工、寸法調整がしやすい。また、連続部分めっき装置への組み込みも簡単であり、二つ割型であるから必要に応じて分解でき、内部の洗浄や保守点検もしやすくなる。
本発明の連続部分めっき装置は、改良された電極構造体を用いているので、ノンマスキング方式でかつ電極構造体の多数の電極ノズル孔からめっき液を噴射させ、高位置精度な部分めっき処理を確実かつ安定して行えるとともに、給電効率および生産能率が高くかつ装置小型化できる。また、めっき必要部分の大きさに応じた電極ノズル孔を有する電極構造体を自由に選択でき、めっき不必要部分への無用なめっき処理を確実に防止できる。さらに、ワークの幅方向の端部を各搬送ガイド面に当接できるので、ワークの姿勢を一段と正しくかつ安定して連続搬送できる。
【発明を実施するための最良の形態】
【0017】
以下、本発明の電極構造体及び連続部分めっき装置について、図1〜5、8を用いて詳細に説明する。
【0018】
1.電極構造体
本発明の電極構造体は、一方の分割部材と他方の分割部材が上下に密着して組み合わされ、内部空間で給電されためっき液を電極ノズル孔から放射状に噴出する二つ割型の円筒状電極構造体であって、前記分割部材同士によって形成される外周部に電極ノズル孔が一列に配設され、かつ該電極ノズル孔の内面に白金系金属被膜が施されていることを特徴とする。
【0019】
本発明の電極構造体は、図1のような全体構造をしており、一方の分割部材50Aと他方の分割部材50Bが上下に組み合わされて形成される内部空間がめっき液貯留部となり、内部に供給されためっき液を給電し、連続搬送される被処理物に向かって電極ノズル孔53から正確にめっき液を噴射するものである。
【0020】
電極構造体を構成する分割部材の材質は、電気的良導体であれば特に限定されるわけではなく、チタン、チタン合金、又はステンレス鋼から適宜選ばれる。耐食性のある機械的強度が高いチタン製又はチタン合金製が好ましい。
【0021】
本発明において電極構造体は、上下二つ割型であり、一方の分割部材と他方の分割部材とは別々の部材として製作される。図1では、一方の分割部材が比較的平坦な皿型(逆円錐型)であり、他方の分割部材が円筒型で示されている。これらは、材質に応じて鋳造、鍛造、切断、研磨などの金属加工技術を採用して作製できる。一方の分割部材には、めっき液供給用の穴が設けられ、内部空間にめっき液が受け入れられるように構成されている。
【0022】
電極構造体は、上下二つ割型であり、その周方向接触部分に複数の小径の電極ノズル孔が形成されている。各電極ノズル孔の内面(小径孔内周全壁面)も重要な給電面となる。本発明において電極構造体を上下二つ割型としているのは、全体が一体型の構造体であると電極ノズルとなる小さな孔を精度良くあけ難いためである。また、電極ノズル孔を酸化及び腐食から保護しなければならないが、その手段である孔内面へ白金系金属化合物のような酸化安定性、耐蝕性の材料による被膜が形成しにくいためである。
【0023】
電極構造体の各電極ノズル孔53は、図3に示すように仮想円軌跡の法線方向に延びる形態で、水平に一列に配設されている。水平でなく千鳥状のように配設されると、帯状被処理物へのめっき位置が不揃いになるので好ましくない。
分割部材の外周縁部に形成される電極ノズルの縦断面形状は、特に制限されるわけではないが、円形又は四角形以上の多角形とする。加工性、保守性などの観点から特に円形が好ましい。分割部材のいずれか一方または双方に孔を設けることができるが、本発明では、上に位置する縁付きの分割部材に孔を設けている。
【0024】
電極ノズルの直径は、被処理物の大きさ、めっき必要部分の大きさなどにより異なるが、通常、電極ノズルの直径を0.1mm〜2.5mm、好ましくは、0.2mm〜2.0mm、特に0.3mm〜1.5mmとすることが好ましい。2.5mmを超える大きな直径にすると、噴射めっき液の液流が一直線になりにくい。それは各電極ノズルの製作精度上の問題でノズル直径に数%程度のバラツキが生じ得るため、直径が大きくなるほど、噴射液流の横断面積(直径)のバラツキも大きくなるからである。他方、0.1mm未満の極小径にすると、ノズル内流路抵抗が非常に大きくなるので、電極構造体への供給めっき液の圧力を過大にしなければならず、装置構築上、技術的・経済的に不利となる。
【0025】
電極ノズルの直径は、めっき必要部分の大きさ(前後方向寸法および左右方向寸法の大きい方)に対応させることが望ましく、図8(D)のように、めっき必要部分1KYの寸法が0.3mmであれば、めっき液流Qfを生成・噴射させるために電極ノズルの直径を0.3mmに選択することが好ましい。
【0026】
また、電極ノズルの個数は、電極構造体のサイズなどによっても異なるが、通常、10〜200個、好ましくは100〜150個である。ノズルの個数が10個未満では十分なめっき液を噴射できず、個数を増やすほど給電能率を向上できるが、200個より多くするのは加工技術上困難を伴う。
電極ノズルの配置間隔(ピッチ)は、電極構造体のサイズなどによっても異なるが、通常、0.1mm〜3mmである。この間隔範囲内であればよいが、特に等間隔であることが望ましい。ピッチが3mmを超えるとめっき液を精度よく噴射できず、ピッチを小さくするほどめっき液の単位量当りの実質給電面積を能率よく増大することができるが、0.1mm未満とするのは加工技術上困難を伴う。
【0027】
本発明において電極構造体は、電極ノズル孔の内面に、白金系金属化合物による被膜が施されている。白金系金属化合物としては、例えば白金、パラジウム、イリジュウム、ルテニウム、これらの酸化物、窒化物等が挙げられる。中でも好ましいのは、白金である。被膜の形成手段は、特に制限されないが、めっき、スパッタリング、CVDなどが採用される。膜厚は、3μm以上とし、特に5μm以上が好ましい。膜厚が3μm未満では、十分な耐酸化性、耐腐食性を期待することができないだけでなく、所望の供給電流量を得ることができない。
好ましい被膜の形成手段は、めっきである。例えばPt(NH3)4HPO4電解液を使用する白金電気めっき法では、主電気めっき陽極及び補助電気めっき陽極が、陽極固定具と電解液とに対して電気的に並列に接続される。陰極固定具は、電解液に接触した状態になった被処理物(電極構造体となる分割部材)に直列に接続されかつ該被処理物を支持する。陽極固定具と陰極固定具との間に電圧を印加して、被処理物を電気めっきする。
【0028】
分割部材同士によって形成される円筒状外周に一列に配設される電極ノズル53の配設角度範囲(θ)は、図3に示すように、ワーク1Fが回転体30の搬送ガイド面32に係合する角度範囲(図3では、180度)よりも、小さな角度範囲(θ)に選択決定される。
これは、めっき液の径方向全周一律噴流方式である前記特許文献3の問題点を解消するためである。すなわち、特許文献3の場合、搬送ガイド面32に係合していない場所では、発生するめっき液の乱流や拡散により、当該位置を通過するワーク1Fの、めっき必要部分1KYの上下近傍である1C、1HN・1MN)に不必要で劣悪なめつき皮膜が析出されやすいが、本発明の電極ノズル53の配設角度範囲(θ)とすれば、このような現象が一掃される。
【0029】
電極ノズルが配設される角度範囲θは、90〜120度であることが好ましい。角度範囲θが90度よりも小さいと、めっき噴射液量を維持するのにノズルの配置間隔が小さくなり加工が困難になるだけでなく、部分めっき装置のサイズが大きくなってしまう。120度を越えても差し支えないが、孔の加工上経済的ではない。
【0030】
各分割部材は、上下に密着して組み合わされなければならず、互いにボルトで連結固定することが好ましい。図1にはボルトの貫通孔を1つ示しているが2つ以上設けても良い。連結するのに分割部材の接触面を溶接すると、二つ割型のメリットである分離、置換容易性が生かせなくなる。
【0031】
2.連続部分めっき装置
本発明の連続部分めっき装置は、被処理物を搬送する回転体と、上記二つ割型の電極構造体と、めっき液を電極構造体の内部に供給するめっき液供給管と、電極構造体の電極ノズルに給電する給電装置とを具備し、帯状の被処理物を連続搬送しつつ電極ノズルから、めっき液を噴射して被処理物のめっき必要部分に連続してめっき処理を施すように構成されている。
【0032】
(第1の実施の形態)
本発明の連続部分めっき装置20は、図4に示す如く、基軸線(Z軸線)を中心に回転可能な回転体30と、電極ノズル53を有し給電済めっき液Qfを径方向に噴射可能に形成された静止型の電極構造体50とを設け、各電極ノズル53から噴射されためっき液Qfを連続搬送中の各めっき必要部分に吹き付けて連続部分めっき処理可能なノンマスキング方式構造に形成されている。
【0033】
回転体30は、全体として中空円筒形状であり、外周面側にワーク1Fと係合して搬送ガイド可能な搬送ガイド面32を有しかつZ軸線を中心にワーク1Fの搬送速度に対応する回転速度で回転可能に形成されている。
この回転体30は、Z軸線を中心としてベース23の回転軸に固着された中空円筒体の外側にベアリング25を介して、回転可能に装着されている。なお、同様に上部のめっき液供給管51にも、中空円筒体の外側にベアリングを介して、回転可能に装着することができる。これにより一体的な起立円筒部の外周面が搬送ガイド面32とされ、ワーク1Fの帯状共通部分1Cの内側と係合しワーク1Fの搬送円滑化を図ることができる。
【0034】
また、搬送供給される帯状被処理物には、予め、全体としてニッケルめっきが施されており、繰出ドラムに巻かれている。すなわち、被処理理物は、長手方向(図7では左右方向)に連続する帯状共通部分1Cと長手方向に不連続でかつ幅方向(上下方向)に延びる複数の櫛歯状部分1Kとを有するリードフレーム(ワーク1F)とされている。搬送中のワーク1Fの板厚(縦断面)方向から見ると、図8に示すような形態である。図8(D)では、全長Lが2mm程度で、例えば、リード部の長さL5が1mm、変形部の長さL6が0.5mmかつ突出長さLdが1.5mm、端子部の長さL7が0.5mmというような寸法になっている。
【0035】
また、電極ノズル53から噴射されるめっき液Qfの流速は、5m/sec〜20m/secとされ、噴射めっき液の液流が一直線となるようにする。5m/sec未満では電極ノズル53の直径過大化の場合と同様な問題が、20m/secを超えると電極ノズル53の直径過小化の場合と同様な問題が生じる虞が強い。
なお、実際のめっき処理では、電極ノズル53の直径、めっき液の種類・粘度やワーク1Fの形態・剛性等との関係においても、見直しつつ最適値が決定される。この実施の形態では、電極ノズル53の直径を0.3mmに選択した場合には5〜15m/secにすることで良好な結果を得ることができた。
【0036】
また、電極ノズル先端縁54を、搬送ガイド面32に係合されたワーク1Fのめっき必要部分1KYに近づければ近づけるほど、給電効率を向上できる。この電極間距離は、0.2mm〜2.0mmとすることが好ましい。0.2mm未満では回転体の接触する恐れがあり、2.0mmを超えると十分な高さ精度が得られない場合がある。
【0037】
回転体30および電極構造体50のZ軸線方向の相対位置は、各電極ノズル53から噴射されためっき液Qfが連続搬送中の各めっき必要部分1KYに吹き付けることができる状態で調整し保持される。
【0038】
中空円筒体24および軸部材27の双方が、可動構造体(回転体30)と異なる静止構造体であるから、例えば中空円筒体24の位置に対する軸部材27の位置を上下方向にずらせて固定することは容易である。
【0039】
また、電極構造体50は、軸部材27に着脱可能である。この実施の形態では、ボルトの緊締弛緩により着脱できる。これにより電極ノズル53の仕様等が異なる別の電極構造体50を簡単に交換することができる。
【0040】
各電極ノズル53から噴射された給電済めっき液Qfは、めっき必要部分1KYに吹き付けられ、部分めっき処理が行なわれる。その後に、図7に示す櫛歯状部分1Kの間(左右方向の隙間)を通過して進み、落下かつ流動してメインタンク11に回収され、めっき液は、再循環利用される。
【0041】
電極構造体50の上方側には、上方側から回転体30へミス接触することによる危険性を未然排除するため、下方側の回転体30に対応する形態の静止構造物(カバー部材36)が設けることが望ましい。こうして搬送供給される、全体としてニッケルめっきが施されている帯状被処理物1に、高い位置精度で金めっきを施すことができ、耐腐食性、伝導性のよいコネクタを得ることができる。
【0042】
(第2の実施の形態)
本発明の連続部分めっき装置は、1台の部分めっき用冶具を用いて連続部分めっき処理装置20を構築することもできるが、図5のように、本発明の連続部分めっき装置を複数用いて処理システム10とすることもできる。
【0043】
この実施の形態では、4台の連続部分めっき装置20をメインタンク11内に組込んだ構成とされ、各連続部分めっき装置20A〜20Dを部分めっき用ヘッド、あるいは部分めっき用冶具として活用する例である。
【0044】
ワーク1Fは、メインタンク11内に配設されたガイドローラー71を含む連続搬送手段70により、ワーク搬送方向(X)に連続搬送される。このX方向に、上流側タンク12Uとメインタンク11と洗浄タンク14と下流側タンク12Dとが、この順で配列されている。上流側タンク12Uおよび下流側タンク12Dには、連続給電手段90の一部を構成する給電ローラー91が配設されている。この給電ローラー91はめっき電源装置(図示省略)の陰極端子に接続され、めっき電源装置(図示省略)の陽極端子は電極構造体50に接続されている。かくして、連続搬送中のワーク1F(1C)に給電(例えば、1.5A/dm2)することができる。メインタンク11内には複数の液切り手段16が設けられ、洗浄タンク14内にはワーク洗浄手段が設けられている。
【0045】
連続搬送手段70は、搬送ローラー(図示省略)が帯状共通部分1Cを付勢してワーク1Fを設定搬送速度(例えば、2m/sec)でX方向に連続搬送する。ワーク1Fは、メインタンク11内の連続部分めっき装置20A〜20Dを通過する間に部分めっき処理がなされる。
【0046】
連続めっき液供給手段は、図示しない加圧循環ポンプ、配管、弁類を含み、各部分めっき用冶具(20A〜20D)の電極構造体50(めっき液供給口51)に所定圧力に加圧されためっき液を連続供給する。また、メインタンク11や他の各タンク12U、14、12Dから回収しためっき液を再循環使用する。
【0047】
なお、連続めっき液供給手段は、各部分めっき用冶具(連続部分めっき装置20A〜20D)毎に形成してもよい。この実施の形態のように、複数の連続部分めっき装置(部分めっき用冶具)20を用いた連続部分めっきシステムとして構築すれば、めっき膜厚を大きくできる。しかも、各連続部分めっき装置20の給電可能容量を過度に大きくする必要がなくかつ小型化も促進できる。また、各連続部分めっき装置20の交換が簡単であるから、連続的生産にも適している。
【実施例】
【0048】
以下、本発明の実施例、比較例を示すが、本発明は、この実施例に限定して解釈されるものではない。
【0049】
[実施例1]
ステンレス製の金属材料を用いて、図1の下部分割部材(直径120mm、厚さ65mm)と上部分割部材(外径120mm、内径80mm、高さ65mm)を作製した。下部分割部材には、直径1.5mmの円形の電極ノズル孔を等間隔で110個設けた。電極ノズルの配設角度が、110度となるようにした。これら分割部材の電極ノズル孔部分には、白金系金属化合物を用いて厚さ3μmの白金系金属めっきを施した。
次に、二つの分割部材を上下に組み合わせボルトで連結し、内部に空洞を有し側面部分が円筒状をした二つ割型の電極構造体とした。
この二つ割型の電極構造体を図4のように連続部分めっき装置に組み込み、予めニッケルめっきされたリード付き端子部材(全長Lvが2mm)、リード部(1KY)の長Luが1mm、バリヤ部(1MN)の長Lmが0.5mmかつ突出長Lwが1.5mm、端子部(1TY)の長Ldが0.5mmである被処理物をセットした。電極ノズル孔からめっき液を10m/sの流速で噴射して、端子部(1TY)に部分めっきを行った。位置精度は+/−0.03mmであった。
【0050】
[実施例2]
下部分割部材に直径2.3mmの円形の電極ノズル孔を等間隔で7個設け、電極ノズルの配設角度が、90度となるようにした以外は上記実施例1と同様にして、上部分割部材を組み合わせて連結し、二つ割型の電極構造体とした。
この二つ割型の電極構造体を図4の連続部分めっき装置に組み込み、実施例1と同様にして被処理物をセットした。電極ノズル孔からめっき液を噴射して、端子部(1TY)に部分めっきを行った。位置精度は+/−0.05mmであった。
実施例1と比べて電極ノズル孔の個数が少なく、電極ノズルの配設角度が狭いので、位置精度が若干悪化している。
【0051】
[比較例1]
二つの分割部材ではなく、一体化した円筒状の構造体を用いた以外は実施例2と同様な電極ノズル孔を有する電極構造体を作製した。なお、電極ノズル孔には白金系金属めっきを施さなかった。
この二つ割型の電極構造体を図5の連続部分めっき装置に組み込み、実施例1と同様にして被処理物をセットした。電極ノズル孔からめっき液を噴射して、端子部(1TY)に部分めっきを行った。位置精度は+/−0.05mmであったが、電極ノズル孔に白金系金属めっきを施さなかったために、実施例2よりも十分な供給電流量が確保できなかった。
【図面の簡単な説明】
【0052】
【図1】本発明の電極構造体の全体構成を説明するための側面図である。
【図2】本発明の電極構造体を構成する分割部材の斜視図である。
【図3】本発明の分割部材下部および電極ノズルの配設角度を説明するための平面図である。
【図4】本発明の電極構造体を組み込んだ連続部分めっき装置の要部を説明する縦断面図である。
【図5】本発明の連続部分めっき装置からなる連続部分めっきシステムを説明する平面図である。
【図6】連続形状の被処理物(ワーク)を説明するための図である。
【図7】櫛歯状部を有する不連続形状被処理物(ワーク)の説明図である。
【図8】ワークのめっき必要部分およびめっき不必要部分の説明図である。
【符号の説明】
【0053】
1 ワーク(被処理物)
1C 帯状共通部分
1K 櫛歯状部分
N めっき不必要部分
Y めっき必要部分
10 連続部分めっき処理システム
11 メインタンク
20 連続部分めっき装置
30 回転体
32 搬送上ガイド面
50 電極構造体
53 電極ノズル
70 連続搬送手段
90 連続給電手段
91 給電ローラー(陰極電極)
Z 縦軸線(基軸線)
【特許請求の範囲】
【請求項1】
一方の分割部材と他方の分割部材が上下に密着して組み合わされ、内部空間で給電されためっき液を電極ノズル孔から放射状に噴出する二つ割型の円筒状電極構造体であって、
前記分割部材同士によって形成される外周部に電極ノズル孔が一列に配設され、かつ該電極ノズル孔の内面に白金系金属被膜が施されていることを特徴とする電極構造体。
【請求項2】
分割部材が、チタン、チタン合金、又はステンレス鋼から選ばれる材質であることを特徴とする請求項1に記載の電極構造体。
【請求項3】
分割部材が、互いにボルトで連結固定されることを特徴とする請求項1に記載の電極構造体。
【請求項4】
電極ノズルの縦断面形状が、円形又は四角形であることを特徴とする請求項1に記載の電極構造体。
【請求項5】
電極ノズルの直径が、0.1mm〜2.5mmであることを特徴とする請求項1に記載の電極構造体。
【請求項6】
電極ノズルの個数が、10〜200個であることを特徴とする請求項1に記載の電極構造体。
【請求項7】
電極ノズルの配置間隔(ピッチ)が、0.1mm〜3mmであることを特徴とする請求項1に記載の電極構造体。
【請求項8】
電極ノズルの配設角度が、90〜120度であることを特徴とする請求項1に記載の電極構造体。
【請求項9】
被処理物を搬送する回転体と、請求項1〜8のいずれかに記載の電極構造体と、めっき液を電極構造体の内部に供給するめっき液供給管と、電極構造体の電極ノズルに給電する給電装置とを具備し、帯状の被処理物を連続搬送しつつ電極ノズルから、めっき液を噴射して被処理物のめっき必要部分に連続してめっき処理を施すように構成した連続部分めっき装置。
【請求項10】
回転体は、その外周面側に被処理物を搬送する搬送ガイド面を有し、搬送ガイド面と電極ノズルとの距離が一定に保持されることを特徴とする請求項9に記載の連続部分めっき装置。
【請求項11】
被処理物は、長手方向に連続する帯状共通部分と長手方向に不連続でかつ幅方向に延びる複数の櫛歯状部分とを有することを特徴とする、請求項9又は10に記載の連続部分めっき装置。
【請求項12】
被処理物は、予め全体的にニッケルめっきが施されていることを特徴とする、請求項9〜11のいずれかに記載の連続部分めっき装置。
【請求項1】
一方の分割部材と他方の分割部材が上下に密着して組み合わされ、内部空間で給電されためっき液を電極ノズル孔から放射状に噴出する二つ割型の円筒状電極構造体であって、
前記分割部材同士によって形成される外周部に電極ノズル孔が一列に配設され、かつ該電極ノズル孔の内面に白金系金属被膜が施されていることを特徴とする電極構造体。
【請求項2】
分割部材が、チタン、チタン合金、又はステンレス鋼から選ばれる材質であることを特徴とする請求項1に記載の電極構造体。
【請求項3】
分割部材が、互いにボルトで連結固定されることを特徴とする請求項1に記載の電極構造体。
【請求項4】
電極ノズルの縦断面形状が、円形又は四角形であることを特徴とする請求項1に記載の電極構造体。
【請求項5】
電極ノズルの直径が、0.1mm〜2.5mmであることを特徴とする請求項1に記載の電極構造体。
【請求項6】
電極ノズルの個数が、10〜200個であることを特徴とする請求項1に記載の電極構造体。
【請求項7】
電極ノズルの配置間隔(ピッチ)が、0.1mm〜3mmであることを特徴とする請求項1に記載の電極構造体。
【請求項8】
電極ノズルの配設角度が、90〜120度であることを特徴とする請求項1に記載の電極構造体。
【請求項9】
被処理物を搬送する回転体と、請求項1〜8のいずれかに記載の電極構造体と、めっき液を電極構造体の内部に供給するめっき液供給管と、電極構造体の電極ノズルに給電する給電装置とを具備し、帯状の被処理物を連続搬送しつつ電極ノズルから、めっき液を噴射して被処理物のめっき必要部分に連続してめっき処理を施すように構成した連続部分めっき装置。
【請求項10】
回転体は、その外周面側に被処理物を搬送する搬送ガイド面を有し、搬送ガイド面と電極ノズルとの距離が一定に保持されることを特徴とする請求項9に記載の連続部分めっき装置。
【請求項11】
被処理物は、長手方向に連続する帯状共通部分と長手方向に不連続でかつ幅方向に延びる複数の櫛歯状部分とを有することを特徴とする、請求項9又は10に記載の連続部分めっき装置。
【請求項12】
被処理物は、予め全体的にニッケルめっきが施されていることを特徴とする、請求項9〜11のいずれかに記載の連続部分めっき装置。
【図1】



【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【公開番号】特開2009−13466(P2009−13466A)
【公開日】平成21年1月22日(2009.1.22)
【国際特許分類】
【出願番号】特願2007−176386(P2007−176386)
【出願日】平成19年7月4日(2007.7.4)
【出願人】(593103021)三友セミコンエンジニアリング株式会社 (3)
【Fターム(参考)】
【公開日】平成21年1月22日(2009.1.22)
【国際特許分類】
【出願日】平成19年7月4日(2007.7.4)
【出願人】(593103021)三友セミコンエンジニアリング株式会社 (3)
【Fターム(参考)】
[ Back to top ]