
株式会社ダイヘンにより出願された特許
191 - 200 / 990
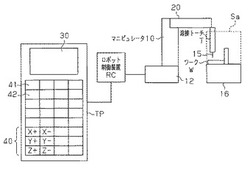
ロボット制御装置
【課題】
手動操作座標系を自動的に切り換えても、手動操作座標系が切り換わったことを作業者が本当に認識しない限り、意図しない方向へロボットを手動操作により移動させてしまう可能性がある。
【解決手段】
ロボット制御装置RCは、複数のユーザ座標系を表示装置30に表示させることにより、表示された複数のユーザ座標系の中からいずれか1のユーザ座標系の選択を促すCPUを備える。CPUは、自動選択された座標系をティーチペンダントTPの表示装置30に表示するようにする。さらに、手動により選択された座標系と、自動選択された座標系とが一致した場合のみ、手動操作座標系の切り替え制御を行う。自動選択された座標系と作業者が意図している座標系とが相違することがなく、安全性を高めることができる。
(もっと読む)
アーク溶接方法

【課題】 安定した溶接を行うことができるアーク溶接方法を提供すること。
【解決手段】 消耗電極15のうち溶接トーチに囲まれた部位の、上記溶接トーチから母材Wへ向かう速度V2(t)が正の値である前進送給期間Tw1と、速度V2(t)が負の値である後退送給期間Tw2と、からなる単位期間Twを繰り返すアーク溶接方法であって、速度V2(t)を一周期が単位期間Twである周期関数として、消耗電極15を送給する工程と、各前進送給期間Tw1において、消耗電極15を母材Wに短絡させる工程と、各後退送給期間Tw2において、消耗電極15と母材Wとの短絡を開放する工程と、を備える。このような構成によれば、安定した溶接を行うことができる。
(もっと読む)
アーク溶接用ガス流量制御器
【課題】ガスシールドアーク溶接において、溶接開始時に発生するシールドガスの突流を低減するアーク溶接用ガス流量制御器を提供する。
【解決手段】アーク溶接装置のガスバルブ51の近傍にガス流量制御器6を設ける。ガス流量制御器6は、その軸中心部に貫通穴61aを設け、貫通穴61aに同軸にロッド部63aが挿入されている。貫通穴61aの内面とロッド部63aの外面との間の微少すき間に環状ガス通路70を形成し、シールドガスが環状ガス通路70を通過するときの圧力損失により、溶接開始時における突流を低減する。
(もっと読む)
溶接電源装置
【課題】 本発明では、閉ループ構成の直流リアクトルDCLを用いた溶接電源装置において、スパッタの少ない溶接電源装置を提供することを目的とする。
【解決手段】 直流電源回路と、直流電圧を高周波交流電圧にするインバータ回路と、溶接に適した電圧にする主変圧器と、主変圧器の出力を整流する2次整流回路と、整流された出力を平滑する閉ループの直流リアクトルと、出力電流を検出する出力電流検出回路と、出力電流を入力してPID制御するPID制御回路と、PID制御信号に基づいてインバータ回路を制御する主制御回路とを備え、直流リアクトルのインダクタンス値に対応するインダクタンス係数を生成し、出力電流に基づいてインダクタンス係数を算出するインダクタンス係数回路を設け、PID制御回路にてインダクタンス係数に基づきPID制御の比例ゲイン、積分ゲイン及び微分ゲインを変更してPID制御の応答性を速くする。
(もっと読む)
信号検出装置
【課題】PLLを用いることなく、周波数が未知若しくは周波数が時間的に変化する入力信号の周波数を検出する。
【解決手段】信号検出装置1は、係数a1が可変の帯域通過フィルタ2とその係数a1を制御するための第1,第2直交化器3,4、位相差算出器5及び積分器6からなる制御ブロックを含む。第1,第2直交化器3,4及び位相差算出器5で入力データx[k]と出力データy[k]の位相差ψを示す情報e[k]=M・sin(ψ)を算出する。e[k]の符号を反転して積分器6で所定の積分演算を行い、その積分演算値を帯域通過フィルタ2の係数a1に設定する。入力データx[k]が入力される毎に、e[k]>0であれば減少させ、e[k]<0であれば増大させるように係数a1を変化させて帯域通過フィルタ2の中心周波数を入力信号の周波数に収束させる。これにより帯域通過フィルタ2の出力信号の周波数を入力信号に一致させる。
(もっと読む)
アーク溶接ロボット制御装置
【課題】
基準面を設定して狙い角等のトーチ姿勢を数値で教示あるいは表示するアーク溶接ロボット制御装置では、溶接線を規定する教示点の位置を修正したときに、基準面を算出するための補助点も修正する必要がある。
【解決手段】
ロボット制御装置RCは、溶接線を規定する各教示点と、基準面を算出するための補助点とを、対にして記憶する記憶部を備える。ロボット制御装置RCは、溶接線上の教示点の位置変更があったとき、位置変更があった教示点と対の関係にある補助点を、前記位置変更があった教示点の修正分を補正して自動算出するCPUを備える。本来の溶接線の教示修正結果に応じて基準面を算出するための補助点も自動修正されるので、教示修正時間を大幅に短縮できる。
(もっと読む)
アークスタート良否判定方法
【課題】 アークスタートにおける不良発生の傾向を適切に把握することが可能なアークスタート良否判定方法を提供すること。
【解決手段】 消耗電極ガスシールドアーク溶接におけるアークスタート良否判定方法であって、複数回の溶接において、それぞれのアークスタートにおける良否判定、および不良であった場合の不良の種類判定の結果に基づき、良好なスタートの回数、不良であった場合の各種類の回数を自動的に累積させる。このような構成により、ある溶接条件を設定すると、たとえばティーチペンダントTPの表示によって、その溶接条件においてどのような種類の不良がどのような比率で発生しているかを定量的に把握することが可能である。
(もっと読む)
溶接用電源装置
【課題】制御に用いるべく算出する出力電力の誤差を小さくし、溶接性能の更なる向上に寄与することができる溶接用電源装置を提供する。
【解決手段】溶接トランス23に補助巻線23cが設置され、制御装置31は、出力電圧値と相関のある補助巻線23cの両端電圧値の検出を行う。制御装置31は、補助巻線23cの両端電圧値に基づいて取得した出力電圧値と、電流センサ33側で取得した出力電流値とで出力電力値を算出し、PWM制御のデューティ比に反映させる。つまり、出力電圧値の取得に補助巻線23cを用いることで電源装置11内の主電力線と制御装置31とを絶縁できるため、遅れの要因となっていたアイソレーションアンプ等の絶縁素子を介しての出力電圧値の取得を行わなくて済み、処理部32での出力電流値と出力電圧値との取得の時間差は極めて小さくなる。
(もっと読む)
消耗電極アーク溶接電源の出力制御方法
【課題】消耗電極アーク溶接において、厚板低速溶接を行いアーク直下の溶融池のサイズが大きいときの溶接状態の安定性を良好にする。さらに、薄板高速溶接を行いアーク直下の溶融池のサイズが小さいときの溶接状態の安定性を良好にする。
【解決手段】消耗電極アーク溶接に用いる溶接電源の外部特性の傾きKrを溶接条件に応じて制御する消耗電極アーク溶接電源の出力制御方法において、前記溶接条件が単位溶接長さ当たりのワイヤ溶着量Frであることを特徴とする消耗電極アーク溶接電源の出力制御方法である。本発明では、単位溶接長さ当たりのワイヤ溶着量Frに応じて外部特性の傾きKrを変化させることによって、厚板低速溶接時も薄板高速溶接時も安定した溶接状態を得ることができる。
(もっと読む)
アーク溶接ロボット制御装置
【課題】
作業プログラムの教示修正時に、教示データ或いは溶接区間に応じて最適な座標系が自動設定されることにより、教示修正における座標系選択に必要な操作を低減することができるアーク溶接ロボット制御装置を提供する。
【解決手段】
ロボット制御装置RCは、マニピュレータ10を手動操作するためのテーブル座標系Cw、溶接線座標系を作業プログラムに関連付けて記憶する。ロボット制御装置RCは、作業プログラムの教示修正時にマニピュレータ10を手動操作するティーチペンダントTP、及び、教示修正時に作業プログラムと関連付けされたテーブル座標系Cw、溶接線座標系を自動設定する。ロボット制御装置RCは、教示修正時に、ティーチペンダントTPによる操作指令があったとき、設定したテーブル座標系Cw、溶接線座標系でマニピュレータ10を制御する。
(もっと読む)
191 - 200 / 990
[ Back to top ]