
日本電信電話株式会社により出願された特許
1,031 - 1,040 / 13,992
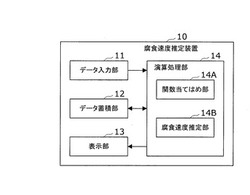
腐食速度推定装置および方法
【課題】任意の地点における腐食速度を高い精度で推定する。
【解決手段】関数当てはめ部14Aで、任意の地点における推定腐食速度を算出する解析関数に対して、実測点と第1の観測点との距離に基づき第1の観測点における気温、降水量、および結露日数を加重平均して求めた当該実測点における気温、降水量、および結露日数と、当該実測点における海塩粒子量と、当該実測点で計測した実測腐食速度とを適用することにより、パラメータとして実測腐食速度と推定腐食速度との誤差が最も少ない最適パラメータを特定し、腐食速度推定部14Bで、推定点と第2の観測点との距離に基づき第2の観測点における気温、降水量、および結露日数を加重平均して求めた当該推定点における気温、降水量、および結露日数と、当該推定点における海塩粒子量とから、最適パラメータを用いた解析関数に基づいて当該推定点における腐食速度を算出する。
(もっと読む)
光通信線路切替装置及びこの切替装置を用いた光通信線路切替方法

【課題】 光ファイバ接続替えによる物理的切断が生じても、瞬断を発生させない。
【解決手段】 現用光線路光ファイバ1に対して光信号の入出力を行う一対の側方光入出力機構3,3’により迂回路光ファイバ2を現用光線路光ファイバ1に接続する。迂回路光ファイバ2にはその光通信を遮断・開通するための光スイッチング機構5と、光信号の増幅を行う光増幅機構6と、迂回路光ファイバ2にて光通信が確立されたかどうか確認するための光モニタ機構8,8’が介在され、現用光線路光ファイバ1にはその光通信を一時的に遮断するための光一時遮断機構4と、現用光線路光ファイバ1を切断するためのファイバ切断機構7が介在される。これらの各機構は制御装置10により制御されるもので、制御装置10は通信機構11を通じて局側伝送装置より信号が伝送されていない時刻を取得し、その時刻に光ファイバ1の切断を実行する。
(もっと読む)
光分岐カプラとその製造方法
【課題】 現用線路光ファイバの曲げ部における結合効率低下を回避する。
【解決手段】 現用線路光ファイバ1を曲げることにより光の漏洩を発生させ、この漏洩箇所側方から分岐線路光ファイバ2を付き当てることにより漏洩された光を分岐線路光ファイバ2に導く光分岐カプラにおいて、現用線路光ファイバ1の曲げを加える部分の一次被覆1Aを除去して光ファイバ素線1Bを露出させ、分岐線路光ファイバ2の端部の一次被覆2Aを除去した光ファイバ素線2Bの先端部を現用線路光ファイバ1の曲げを加える部分に付き当て、この状態で両光ファイバ素線1B,2Bの結合を、光ファイバクラッドと等しい屈折率の紫外線硬化樹脂3で充填し、当該樹脂3に紫外線を当てて硬化させることで固定する。
(もっと読む)
光導波路、光ファイバおよび光ファイバコネクタを用いた光減衰器
【課題】簡便な方法で、空孔構造を有する光ファイバに光減衰器としての機能を持たせる。
【解決手段】コア102と、クラッド104と、クラッド内にコアと平行かつコアを中心として対称に配置された空孔構造106とを備えた光ファイバにおいて、使用光波長および使用温度範囲おける屈折率がコアの屈折率よりも高い充填物108を空孔構造内に充填した。
(もっと読む)
光伝送媒体接続モジュール及び光伝送媒体
【課題】 V溝基盤の収容性を向上させ、多心一括接続によるコスト低減を実現する。
【解決手段】 V溝基盤222を用いて複数の光ファイバを接続する接続モジュール22において、V溝基盤222は複数のV溝部にそれぞれ光ファイバを収容した状態で長手方向に沿って丸めることにより円柱状にし、円筒状の補強具221で円柱状にしたV溝基盤222を収容固定する。V溝基盤222は、変形が可能な柔軟性のある素材から形成されているか、もしくは石英ガラス等の強度の高い複数のV溝基盤が変形可能な柔軟性のある素材で接合される。
(もっと読む)
光ファイバテープ心線の製造方法
【課題】単心分離作業を容易に行うことができ且つ単心分離後にテープ化樹脂除去作業を行わなくても良い光ファイバテープ心線の製造方法を提供する。
【解決手段】複数本の光ファイバ心線2A〜2Dを一列に配列させて走行させ、隣り合う光ファイバ心線2間にのみ連結用樹脂13をテープ心線長手方向で間欠的に塗布して連結部13’を形成することで光ファイバ心線2同士を連結させた光ファイバテープ心線7の製造方法。本発明方法では、走行する光ファイバ心線2に接して回転する回転体5に、連結用樹脂13を供給して該回転体5の表面5aに連結用樹脂13を間欠的に付着させ、その回転体5の表面5aに付着させた連結用樹脂13を、隣り合う光ファイバ心線2間に転写させて光ファイバ心線2間にのみ連結部13’を形成する。
(もっと読む)
光ファイバテープ心線の製造方法、製造装置、及びその製造方法で製造された光ファイバテープ心線
【課題】光ファイバ心線間ピッチが広がり過ぎるのを防止できるようにする。
【解決手段】走行する光ファイバ心線2全体を被覆するように紫外線硬化樹脂23を塗布した後、光ファイバ心線2間に充填された未硬化状態にある紫外線硬化樹脂23の一部を取り除いて光ファイバ心線2同士を紫外線硬化樹脂23で連結させない心線間分離部28と紫外線硬化樹脂23で連結させた心線間連結部27とをテープ心線長手方向に間欠的に形成する。そして、心線間分離部28のみに紫外線を照射して心線間分離部28の未硬化状態にある紫外線硬化樹脂23だけを硬化させた後、各光ファイバ心線2の間隔を狭めて集線し、集線して各光ファイバ心線2の間隔が所定値となった時点で、心線間連結部27の未硬化状態にある紫外線硬化樹脂23に紫外線を照射して本硬化させる。
(もっと読む)
光ファイバテープ心線の製造方法及びその製造方法で製造した光ファイバテープ心線
【課題】光ファイバがコーティングダイスから送り出される際に被覆樹脂が削られるのを抑える。
【解決手段】光ファイバ3の最外層に位置する紫外線硬化樹脂13のヤング率が300MPa以上で、かつ、そのヤング率が300MPa〜600MPaのときには以下の測定方法により測定した摩擦力が0.3N以下である複数本の光ファイバ3を、互いに並列配置してこれら各光ファイバ3をその長さ方向に沿って間欠的に固定して接着部5を形成する。光ファイバ試片30でリング30aを形成し、その一方側の端部30bを、結び目を作るようにしてリング30aの中に挿入し、樹脂同士が接触する接触部30dを形成する。この状態で、リング30aの両側の各端部30b,30cを把持して互いに離反する方向に引っ張り、その引っ張るときの接触部30dにおける樹脂同士の摩擦力を測定する。
(もっと読む)
光ファイバテープ心線の製造方法及びこの製造方法を実行する光ファイバテープ心線の製造装置並びにこの製造方法により製造された光ファイバテープ心線
【課題】複数の光ファイバを並列させ隣接する光ファイバ同士を所定間隔ごとに連結させた光ファイバテープ心線の製造方法であって、高速で光ファイバテープ心線を良好に製造でき、かつ、多心の光ファイバテープ心線を良好に製造できる製造方法を提供する。
【解決手段】複数本の光ファイバ2を間隔を空けて並列させた状態で光ファイバの長手方向に送り出し未硬化の樹脂を複数の光ファイバに間欠的に塗布する樹脂塗布工程102と、光ファイバに塗布された未硬化の樹脂に硬化エネルギーを照射して光ファイバ同士が連結された連結部を形成する樹脂硬化工程103とを有し、樹脂塗布工程102において、光ファイバに塗布される樹脂の粘度よリも、吸引部及び搬送部における樹脂の粘度を低下させる。
(もっと読む)
光ファイバテープ心線の製造方法及びこの製造方法を実行する光ファイバテープ心線の製造装置並びにこの製造方法により製造された光ファイバテープ心線、光ファイバケーブル及び光ファイバコード
【課題】複数の光ファイバを並列させ隣接する光ファイバ同士を所定間隔ごとに連結させた光ファイバテープ心線であって、サブユニット同士の識別及び分割を容易にした多心の光ファイバテープ心線を良好に製造できる製造方法を提供する。
【解決手段】複数本の光ファイバ2を間隔を空けて並列させた状態で光ファイバの長手方向に送り出し未硬化の樹脂を複数の光ファイバに間欠的に塗布する樹脂塗布工程102と、光ファイバに塗布された未硬化の樹脂に硬化エネルギーを照射して光ファイバ同士が連結された連結部を形成する樹脂硬化工程103とを有し、樹脂塗布工程102において、連結部の間隔が長く除去すべき樹脂が多く発生する光ファイバ2間の間隔を、連結部の間隔が短い光ファイバ2間の間隔よりも広くする。
(もっと読む)
1,031 - 1,040 / 13,992
[ Back to top ]