
イイダ産業株式会社により出願された特許
11 - 20 / 47
ホールプラグ及びホールシール構造
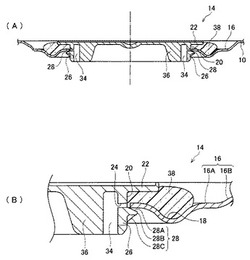
【課題】ボディパネルの穴部を確実にシールすることができるホールプラグ及びホールシール構造を得る。
【解決手段】押出成形により形成された板材、又は棒材を打ち抜き又はスライスによりシールリング38を形成している。押出成形によりシールリング38を形成することで、分子密度を均一にすることができる。また、射出成形と異なり、ゲート部やウェルド部が形成されないため、シールリング38の再固化の際のヒケが防止され、該ハブ20と穴部12の内周壁との間を埋めて、穴部12を確実にシールすることができる。
(もっと読む)
発泡充填具、その取付構造及び取付方法

【課題】複数の発泡部材又は複数の支持部材の相対的な位置を規定することが容易であり、かつ、構成部材を簡素化することの容易な発泡充填具、その取付構造及び取付方法を提供する。
【解決手段】発泡充填具11は、加熱されることで発泡体を形成する第1及び第2発泡部材12,13から構成されている。第1及び第2発泡部材12,13は、それぞれ第1及び第2取付部14,15を有している。第1発泡部材12には、嵌合凸部16が形成されるとともに、第2発泡部材13には嵌合凹部17が形成されている。発泡充填具11は、ピラーのリンフォースパネルに取り付けられる。このとき、嵌合凸部16及び嵌合凹部17の嵌合により、第1及び第2発泡部材12,13は連結されるとともに第1及び第2発泡部材12,13の離間が規制される。
(もっと読む)
発泡充填具
【課題】中空部において貫通孔の周囲を閉塞させることの容易な発泡充填具を提供する。
【解決手段】発泡充填具は、加熱されることで発泡体を形成する熱発泡性基体12と、熱発泡性基体を支持する支持体13とを備えている。発泡充填具は、支持体13に対して移動可能に設けられる移動体21と、支持体13と移動体21との間に設けられる弾性部材25とを備えている。熱発泡性基体12は、弾性部材25を弾性変形した状態で支持体13及び移動体21を保持している。発泡充填具は、パネルにより形成される中空部とパネルに穿設される貫通孔を有する中空構造体の中空部に配置される。
(もっと読む)
発泡充填具
【課題】各種部材の挿入空間を確保し、かつ取着の煩雑さを軽減することの容易な発泡充填具を提供する。
【解決手段】発泡充填具11は、中空構造体の中空部に発泡体を形成する熱発泡性基体12と、中空部に挿入される部材を収容する収容体13とを備えている。中空構造体の中空部を形成するパネルには、各種部材を挿入する挿入孔が穿設されている。熱発泡性基体12は、収容体13を保持する保持孔12aを有している。収容体13は、一対の開口部13aを有する円筒状をなし、開口部13aは挿入孔に挿入可能に構成されている。収容体13の周壁は、周方向において不連続となる端部13bを有し、周壁は重ね合わされた状態とされている。周壁を重ね合わせた状態で生じた弾性力は、保持孔12aへ作用している。
(もっと読む)
発泡充填部位用の収容具、及び発泡充填具
【課題】中空部において各種部材が挿入される空間を確保することの容易な発泡充填部位用の収容具、及び発泡充填具を提供する。
【解決手段】収容具は、中空構造体51を形成するパネル53に穿設された挿入孔53aを通じて中空部52に挿入される各種部材を収容する収容体13を備えている。収容体13は、各種部材が挿入される開口部を有する有底筒状をなしている。開口部は、挿入孔53aに挿入されるとともに挿入孔53aの内周面に沿って配置される孔内挿入部13aを有している。収容体13には係合部14が設けられ、収容体13は係合部14によりパネル53に固定される。発泡充填具11は、中空構造体51の中空部52に配置される熱発泡性基体12と、収容体13とを備えている。熱発泡性基体12は、収容体13に一体に設けられている。
(もっと読む)
発泡充填部位用の収容具
【課題】各種部材が配置される空間を確保することの容易な発泡充填部位用の収容具を提供する。
【解決手段】収容具11は、中空構造体61の中空部内に挿入される各種部材を収容する収容体12、及びパネル63に固定するための係合部13を備えている。収容体12は、中空部62において発泡体16を充填する部位に配置される。収容体12は、各種部材が挿入される開口部を有する有底筒状をなしている。各種部材は、パネル63に穿設された挿入孔63aを通じて収容体12に収容される。開口部には、挿入孔63aを囲繞するフランジ部14が設けられている。フランジ部14は、中空部62側とは反対側のパネル面63bに沿って配置される構成である。
(もっと読む)
打ち抜き用刃型及びこれを用いたシート状成形品の打ち抜き加工方法
【課題】打ち抜きカスの定期的な除去作業をなくして生産性を高めることができる打ち抜き用刃型及びこれを用いたシート状成形品の打ち抜き加工方法を提供する。
【解決手段】基板1に孔部打ち抜き用の筒状抜刃2bを取り付け、打ち抜きカスを前記筒状抜刃2bの筒内を通じて基板1の裏面側へ送り込むようにした打ち抜き用刃型において、前記基板裏面の長手方向に沿って打ち抜きカス33を外部へ搬送・除去するための流路3を設けた。また、このような型を用いて孔部を有するシート状成形品を打ち抜き加工する場合に、打ち抜きカス33を筒状抜刃2bの筒内に一旦保持し、最も流路側に位置する打ち抜きカスを次回の打ち抜き工程により発生した打ち抜きカスで押圧して1個ずつ流路3内へ押し出し、この流路3内を流れるエア流により打ち抜きカス33を型の外部へ搬送・除去するようにした。
(もっと読む)
発泡充填具、及び長尺状中空構造体の補強方法
【課題】長尺状中空構造体に発泡性基体を配置する際の作業性の向上を図ることができるとともに、発泡体を充填する位置についてのばらつきを抑制することのできる発泡充填具、及び長尺状中空構造体の補強方法を提供する。
【解決手段】発泡充填具11は、発泡体を形成する発泡性基体13を備え、バンパリインフォース51の開口部52からバンパリインフォース51の中空部に挿入される。発泡充填具11は、発泡性基体13を固定した長尺状のガイド部14と同ガイド部14に設けられ、前記中空部にガイド部14を位置決めする位置決め部15とを有している。長尺状中空構造体の補強方法では、発泡充填具11をバンパリインフォース51の開口部52から挿入するとともにガイド部14をバンパリインフォース51の所定の位置に位置決めする。その後、発泡性基体13を加熱することにより、発泡性基体13を発泡及び硬化させる。
(もっと読む)
シーラーおよびシール方法
【課題】 従来のペースト状シーラーは、塗布装置を用いて被シール部に塗布され、さらに塗布したシーラーをブラシにより掃拭する仕上げ作業が行われることがあるため、被シール部が高い位置や狭いスペースに位置しているときには、作業者はシーラーの塗布等を行うために無理な姿勢をとる必要があり、作業が煩雑で疲労も大きくなりがちであった。また、シーラーの塗布品質を確保するために多くの時間を費やす必要があった。
【解決手段】 被シール部3をシールするためのシーラー5であって、前記被シール部3の3次元形状に応じた形状に形成されたシート状部材にて構成され、前記被シール部3に載置した状態で加熱することにより、該被シール部3のシールが行われる。
(もっと読む)
貼付体、収容体、貼付体の収容方法、及び貼付体の製造方法
【課題】粘着部材の位置を揃えて配置することの容易な貼付体、収容体、貼付体の収容方法、及び貼付体の製造方法を提供する。
【解決手段】貼付体11を構成する粘着部材12は、被着体に貼着される粘着面12aを有している。粘着面12aには、剥離ライナ13が貼着されている。剥離ライナ13の非貼着領域13bには、係合凹部14が形成されている。収容部21aには、凸条部22が設けられ、凸条部22に対する係合凹部14の係合により、粘着部材12は凸条部22に対して位置決めされるように構成されている。貼付体11は、剥離体に粘着体をその押出成形により積層する積層工程の後に、剥離体に係合凹部14を形成する剥離体加工工程と粘着体から粘着部材12を得る粘着体加工工程とを実施することで製造される。
(もっと読む)
11 - 20 / 47
[ Back to top ]