
株式会社バルダンにより出願された特許
41 - 50 / 125
シークインテープ供給装置
【課題】 駆動機構から切り離された送り機構において、ミシンの振動や切替時の衝撃による入力部材とテープ送出部材の遊動を規制し、テープの交互送りをより的確に行う。
【解決手段】 シークインテープ供給装置11のベース17に、テープを送る2台の送り機構21R,21Lと、送り機構21R,21Lを左右方向に移動し針棒7に前方から交互に相対させる切替機構22と、針棒7と相対する送り機構21Rに動力を供給する駆動機構23とを設置する。送り機構21R,21Lは、原点位置から所定のストロークで移動するテープ送出部材と、駆動機構23の動力をテープ送出部材に伝える動力伝達手段61とを備える。動力伝達手段61は、テープ送出部材の原点位置と対応する待機位置で切替機構22によって出力レバー51に連結される入力レバー62と、出力レバー51から切り離された入力部材62を待機位置に保持する保持部材とを備えている。
(もっと読む)
シークインテープ供給装置及び多頭刺繍機

【課題】 シークインを連ねた複数本のテープを縫付位置に交互に供給する装置において、針棒と相対する位置の送り機構に動力を上方から供給し、縫付位置近辺の作業性を改善する。
【解決手段】 多頭刺繍機の複数のミシンヘッド3に、供給装置11のベース17を昇降自在に取り付ける。ベース17に、2本のテープTを縫付位置に送る左右2台の送り機構21R,21Lと、送り機構21R,21Lを左右方向に移動し針棒7と交互に相対させる切替機構22と、針棒7と相対する位置の送り機構21Rに動力を上方から供給する駆動機構23とを設置する。送り機構21R,21Lの上部に、駆動機構23の動力を入力する入力部材を設ける。駆動機構23に、送り機構21R,21Lの左右方向の移動により入力部材に交互に連結される出力部材を設ける。
(もっと読む)
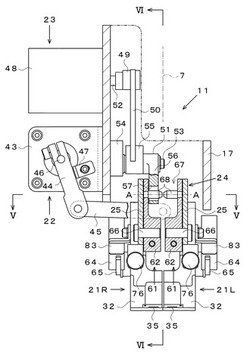
シークインテープ供給装置
【課題】 シークインのサイズが異なる多種類のテープをミシンの縫付位置に交互に供給する。
【解決手段】 シークインテープ供給装置11のベース17に、テープを前後方向に送る2台の送り機構21R,21Lと、送り機構を左右方向に移動し針棒7に前方から交互に相対させる切替機構22と、針棒7と相対する送り機構に動力を供給する駆動機構23と、駆動機構23の動力を送り機構に別々に伝える動力伝達手段61と、針棒7に対する送り機構の前後方向位置をシークインのサイズに合わせて別々に調整する調整ネジ76とを設ける。動力伝達手段61は、出力レバー51に連結される連結ピン68からボディ32上に設けられたリンク65に至る動力伝達経路の長さを調整ネジ76による調整量に合わせて伸縮させる経路長伸縮部を備えている。
(もっと読む)
ミシンの上糸供給構造
【課題】上糸のボビンから解かれる直前の部分が最短で糸立てピンの上端に向かおうとしてその直上に巻かれている部分と干渉するの防止し、また、該上糸が勢いで出過ぎでしまうのを防止する。
【解決手段】
ボビン11を外挿して立てた中空筒状の糸立てピン12の上端に、次に示す上糸調整部材65を回転可能に設置する。その上糸調整部材65は、糸立てピン12の上端の上に載置されて自重で上糸Tの解き部Tbを該糸立てピン12の上端との間に挟持する挟持部66と、該挟持部66から下方に延びて糸立てピン12に内挿される挿入部67と、挟持部66から上糸Tの巻き部Taの外周面又は該外周面の上方延長面よりも径方向外方の外方位置Oにまで延びる延出部68とを含み構成されている。そして、該延出部68の外方位置Oに、上糸Tの端部以外の中間部からでも該上糸Tをリング内に挿通可能に構成されたリング状の案内リング69を備えている。
(もっと読む)
両側に花びら状の張出部を備えさせる平テープの縫付け方法
【課題】布に対する平テープの縫付け過程において、次々と形成される各絡み部相互間に夫々形成される立体的な膨ら部の両端は丸みを帯びて柔らかな模様を醸し出すようにする。
【解決手段】平テープを刺繍枠移動寸法よりも過剰に供給して各前段の絡み部と次段の絡み部との間に平テープの弛み部を形成する工程にあっては、平テープの向きを縫い進み方向ラインに対して左側斜め方向に向け、縫い進み方向ラインより右側に平テープの右端側を左端側に比較して大きく円弧状に張出させた状態の弛み部を形成する工程と、平テープの向きを縫い進み方向ラインに対して右側斜め方向に向け、縫い進み方向ラインより左側に平テープの左端側を右端側に比較して大きく円弧状に張出させた状態の弛み部を形成する工程とを交互に繰り返し、平テープの縫い進み方向ラインの左右に対して、交互に大きな花びら状の丸みが形成されるようにしながらテープを縫付けるようにする。
(もっと読む)
紐状素材を布に縫付けるようにしてあるミシン
【課題】 針落孔に向けて次々と供給される紐状素材に掛かる張力を、実質的にゼロに近い値で、かつ、一定にして、布に対して紐状素材をきれいに縫付けて高品質な製品を製造することができるようにする。
【解決手段】 定量平衡用弛み部における下方に向けての弛みの大きさの設定は、バランスローラーの頂部において、垂下部方向の張力と、定量平衡用弛み部方向の張力とが略釣合うような大きさに設定してあり、さらに、紐状素材用ガイドの近くにおいては、布に対して縫付ける紐状素材の消費量を測る為の計測手段を備えさせ、この計測手段によって計測された紐状素材の消費量に相当する量の紐状素材を、繰出手段から定量平衡用弛み部に向けて次々と繰り出し、バランスローラーの頂部において、垂下部方向の張力と、定量平衡用弛み部方向の張力とが、常時略釣合うようにした。
(もっと読む)
多頭ミシン及び刺繍方法
【課題】ミシンヘッドの頭数と同数の刺繍柄を刺繍させつつも、シークイン送り装置等の設置台数を減らす。
【解決手段】2の2以上の整数倍の頭数の2倍頭のミシンヘッド30の1頭おき毎の半数頭のミシンヘッド30aに、シークインSを該ミシンヘッド30aの刺繍位置へ送るシークイン送り装置35を設ける。そして、2倍頭のミシンヘッド30の全数に同一の刺繍を同時に行わせることによって、被刺繍物Wにおける該2倍頭のミシンヘッド30の頭数と同数の複数の被刺繍箇所に同一の刺繍を行う。また、シークイン送り装置35の全数にシークインSを同時に繰り返して2回送らせるとともに、各シークイン送りどうしの間に、枠駆動装置で刺繍枠10をヘッド間ピッチP分だけオフセットさせることによって、複数の被刺繍箇所の半数ずつへシークインSを順次送る。
(もっと読む)
シークイン送り装置及びその装置を備えたミシン
【課題】縫付位置に送るシークインテープを、色や形等の異なるものに簡単に変更できるようにする。
【解決手段】
シークイン送り装置20は、シークインSが直列に連結されたシークインテープTをミシン9の縫付位置Hに向けて送る送り機構29を備えている。その送り機構29は、駆動機構30と、シークインテープTを送り可能に支持し、駆動機構30により駆動されることで該シークインテープTを送る第一送りユニット40xと、第一送りユニット40xの隣りで別のシークインテープTを送り可能に支持し、駆動機構30により駆動されることで該シークインテープTを送る第二送りユニット40yとを含んでいる。そして、駆動機構30に第一送りユニット40xが交換できるよう着脱可能に取着され、その第一送りユニット40xに第二送りユニット40yが必要時に増設できるよう着脱可能に取着される。
(もっと読む)
シークイン送り方法及び装置
【課題】 部品交換を必要としない簡単な調整により、多種類のシークインを送り出すことができるシークイン送り方法及び装置を提供する。
【解決手段】 このシークイン送り装置1は、シークインSが直列に連結されたシークインテープTを基準線Lに沿わせてミシンの縫付位置Pに送る送り機構24と、シークインSの縫付穴Hを送り機構24よりも上流側の基準線L上に係止する係止機構53と、基準線Lの左右両側でテープTを基準線Lと平行に案内する二つのガイド49,50と、ガイド49,50をテープTの幅方向へ個別に調整する調整機構54とを備えている。送り機構24は、テープTを挟み付ける上下二本のベルト22と、ベルト22を回転するステッピングモータ39とを備えている。
(もっと読む)
シークイン送り装置
【課題】 シークインの実際のサイズを検出し、シークインテープの送り量を高精度に自動調整できるシークイン送り装置を提供する。
【解決手段】 このシークイン送り装置1は、シークインSが直列に連結されたシークインテープTをミシンの縫付位置Pに向けて送る送り機構24と、シークインSのサイズを検出する光センサー機構74と、光センサー機構74の出力に基づいて送り機構24のステッピングモータ39を制御するコントローラとを備えている。光センサー機構74に、テープTに光を照射する光源と、シークインSの縫付穴Hを通過した光に感応して検出信号を出力する複数の受光センサーとを設ける。各受光センサーをそれぞれ複数の受光素子で構成し、すべての受光素子をテープTの送り方向に配列する。
(もっと読む)
41 - 50 / 125
[ Back to top ]