
株式会社古川製作所により出願された特許
51 - 60 / 76
包袋開口縁のシール装置
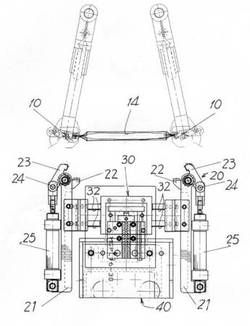
【課題】比較的、被包装物を袋口近くまで収容する包袋の開口縁を、一対のシールバーにより皺を残すことなく挟圧シールする。
【解決手段】 一対のクランプ10の回転領域から後退して待機する一対のクリップ爪21を、包袋11を支持する前記クランプ10が停止すると同時に同クランプ上域に突き出すと共に、第1エアシリンダー21で一対の可動爪23を操作して前記一対のクリップ爪21により前記包袋11の両側縁を挟持する。そのあと間隔調整機30の空気圧により前記一対のクリップ爪21の間隔を広げて前記袋口を両側方向に緊張させて、両クリップ爪21間で、包袋11の袋口をシールバーにより溶着する。
(もっと読む)
袋詰め肉部位の供給装置

【課題】4分別した4単位の肉部位を、4搬送ラインで4種類の包袋によって包装することで、使用する包袋の面積ロスを防止する。
【解決手段】第1コンベヤ10により一定の時間間隔で搬送する畜産肉部位の、太さと長さとを測定器13で測定して、その検出信号を制御器15に入力し、前記の測定データから前記部位を4分割する。そして太い、細い分別した2種部位A・Bを、さらに長短 A2・B2に分別し、そのうちの短い部位をリフトコンベヤ20で持ち上げ、4ライン23、24で大小4種単位の包袋で包装する。
(もっと読む)
しわ取り要素を備える包袋及びその製造装置
【目的】被包装物を収容する包袋の開口縁に皺を発生させない製袋装置。
【構成】シール台11に向けて下動するシールバー12に、エンドレスチェン26を横長に設置し、該チェン26に、帯状台紙29の折り返し箆30と、滑車31とを備えるスライダー28を連結する。前記シールバー12の下動でシール台11上のチューブフイルム20を溶着しかつ切断している間、前記チェン26は前記のスライダー28を、前記チューブフイルム20の切断縁に沿って往復動させるが、この場合、前記箆30はその前進作用で前記の帯状台紙29を引き出し、同後退時、巻き取りロール43による前記台紙29の巻き取作用で、前記箆30の端縁部分で裏返る帯状台紙29から剥離する軟質テープの感圧接着面を、滑車31でもって前記チューブフイルムの開口縁に沿って接着する構成。
(もっと読む)
袋詰め包装機におけるプリンター装置
【課題】 2枚の包袋を1組として運搬するダブルクランプ式の包装機に、インクジエットプリンターの使用を可能にする装置を提供する。
【解決手段】 ステーションに2列載積した包袋10、10を一斉に4個のクランプ15に供給するこの種形式の包装機では、前記4個のクランプ15を面一線51上に配置しており、従って前記各クランプ15は4個を1単位として、各単位のクランプは多角形配列である。このダブルクランプ式の包装機にあっての各クランプ15に支持した包袋の移送軌道は、円軌道に比較して周期的波状変化がある。そこでクランプ15に支持して運搬する包袋10の面に向けて配置したインクジェツトノズル20を、平衡リンク22,24で前記包袋10,10の軌道変化に合わせて変位させる。
(もっと読む)
スキン包装機における被包装物の配列装置
【課題】真空包装用の耐圧チャンバー内に、被包装物である多数の定形不織シートを、包装フイルムと一体に配列を崩すことなく搬入する装置。
【解決手段】下部フイルム12の搬送方向に向いて耐圧チャンバー10の手前側に、前記下部フイルム12を加熱する熱盤15を配置すると共に、前記熱盤15との隣接領域に、上面に定形窪みを縦横に形成した定盤20を配置し、前記各窪み内に縦横に配列した不織シート26を、その上域から下降する真空ボックス30の下面に吸着して持ち上げたあと、同各不織シートを、前記熱盤15の上域に運搬して同熱盤上の前記下部フイルム12の接着剤溶融面に押し付けるシート配列機構とを設け、各不織シート26を上面に溶着した下部フイルム12と前記上部フイルム11とを前記耐圧チャンバー10内に搬入して密着する構成。
(もっと読む)
米飯の無菌化炊飯装置
【課題】ガス置換用の耐圧チャンバーに搬入するトレイ包装体の捩れを予め修正する。
【構成】トレイ30とそれに被さるカバーフイルム38を、運搬軌道となる搬入コンベヤ13により、デッキプレート16上に運び込んだあと、流体シリンダー55は前記デッキプレート16と一体に前記トレイ30を、同トレイの輪郭と同輪郭の凹部57に内に下降させるが、この場合バイブレータ80から下箱21に伝わる振動により、前記デッキプレート16上で前記トレイ30を小刻みに横振れさせてデッキプレートとの摩擦を軽減するので、前記トレイ30は傾きなく下箱21の凹部57に沈みこみ、前記上下両箱により形成した耐圧チヤンバーを封鎖したとき、前記下箱21に配置するガスノズルに対し、前記トレイ30に形成したガス吸入孔が一致する。
(もっと読む)
米飯の無菌化炊飯装置
【課題】ガス置換用の耐圧チャンバーに搬入する包装体の捩れを予め修正する。
【構成】トレイ30とそれに被さるカバーフイルム38を、運搬軌道となる搬入コンベヤ13により、機台面14に脚棒15を介して支えるデッキプレート16上に運び込んだあと、すなわちねじ棒17の回転で下降する架材18に設置するアクチュエータ19は、前記デップレート16上の前記包装体の周りに下降し、前記各アクチュエータ19によりそれぞれ壁材20を前記トレイに向けて押し出し、前記トレイ30の捩れを修正するため、下箱21と上箱22とからなる耐圧チヤンバーを封鎖したとき、前記下箱21に配置するガスノズルに対し、前記トレイ30に形成したガス吸入孔が一致する。
(もっと読む)
給袋装置
【課題】両側に折込ひだのあるガツト袋を自然開口させることなく包装機の供給する。
【構成】第1シリンダー18でスリーブ21をポール16に沿って下降させ、ガゼット袋10の上面に吸盤26を張りばね21の弾力で圧接し、つづいて第2シリンダー30によりピン25を軸に吸盤26を回転する。この場合前記張りばね21の張力により吸盤のコーナ37は積層するガゼット袋10の上面に接触しながらスライドすることになる。かかる状態はつまりガゼット袋10の開口を許さない状態で同袋口をずらせることになるので、袋内部は負圧状態を保ったまま折り曲げられ、この折り曲げ部分40で折込ひだは分離しないのである。
(もっと読む)
ロータリ式袋詰め包装機における包袋の開口装置
【課題】 両側に折り込みひだを備えるガゼット袋の4隅を挟持して開口する包装機であって、前記ガゼット袋を高能率で開口する装置。
【解決手段】 ロータ周縁に、固定型クランプ12と、前記クランプの下域に可変型のクランプ14をスライド自在に支持する。前記の固定型クランプ12は真空チャンバー37と、可動爪35とを備え、一方前記可変型クランプ14も真空チャンバー55と、ピン56を軸に前記チャンバー55に接近、離反する可動爪(図示省略)とにより形成する。ガゼット袋の片側については、前記各クランプ12,14の下方から供給67されるガゼット袋16の前後面を、前記両真空チャンバーの真空吸盤65,66で吸着したあと、可変型クランプ14の変位68により袋口を開口し、前記各真空吸盤65,66と各可動爪とで、開口したガゼット袋16の2つの隅を挟持し、さらに2個のクランプの一斉開放で被包装物充填のために前記カゼット袋16を開口する。
(もっと読む)
スキン包装機における被包装物の配列装置
【課題】真空包装用の耐圧チャンバー内に、被包装物である多数の定形不織シートを、包装フイル無と一体に配列を崩すことなく搬入する装置。
【解決手段】上部フイルム11の下域に、上面に定形窪み20を配列した定盤17を配置する一方、前記上部フイルム11を隔てて前記定盤17の上域に加熱板21を設置する。前記各定形窪み20内にそれぞれ定形不織シート30を支持する前記定盤17と、前記加熱板21とを接近させて、前記各定形不織シート30を、前記上部フイルム11の下面の溶融面に接着する。その後、前記各定形不織シート30と前記上部フイルム11とを一体に、耐圧チャンバー40内に搬入する。
(もっと読む)
51 - 60 / 76
[ Back to top ]