
ミヤチテクノス株式会社により出願された特許
41 - 50 / 103
ファイバレーザ加工装置及びファイバレーザ加工方法
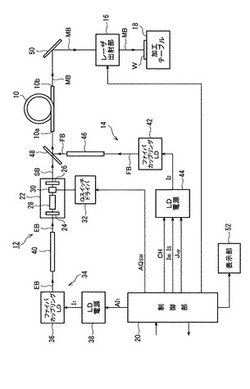
【課題】ファイバMOPA方式を採るQスイッチ型のファイバレーザ加工装置において増幅用ファイバの保護とレーザ加工特性・品質の向上をはかること。
【解決手段】このファイバレーザ加工装置は、アンプファイバ10、シードレーザ発振部12、ファイバコア励起部14、レーザ出射部16、加工テーブル18、制御部20等を備えている。制御部20は、Qスイッチドライバ32を通じてシードレーザ発振部12のYAGレーザ発振器22にファーストパルスキラーをかけるとともに、ファイバコア励起部14に対しては、コア励起用LD光FBの出力を制御するために電流切替制御信号CH、待機用電流指令値IW,増幅用電流指令値IS、立ち上がり時間指令値Jup等をLD電源44に与える。
(もっと読む)
レーザ加工モニタリング方法および装置

【課題】加工点における金属が実際に溶融されていることを把握して適正かつ確実なモニタリングを行うことができ、また、既設のレーザ加工装置に対して装置の構成を変更することなく適用することのできるレーザ加工モニタリング方法および装置を提供すること。
【解決手段】金属の加工点にレーザ光を照射して当該加工点を溶融させる加工を施す際に、当該加工点が適正に溶融したことを検出するレーザ加工モニタリング方法において、前記加工点が溶融した際に溶融した当該加工点の表面から乱反射される前記レーザ光の反射光を当該レーザ光の光軸上と異なる位置で検出することにより当該加工点が適正に溶融したか否かを検出することを特徴とする。
(もっと読む)
ヒュージング方法
【課題】アルミ線と銅端子とを一層確実に高品質で接合することができるヒュージング方法を提供する。
【解決手段】アルミ線22と銅端子であるスリット型端子20とを接合するヒュージング方法では、アルミ線22の接合部及びスリット型端子20の接合部のうち、少なくとも一方の前記接合部に亜鉛を含む金属によるメッキ38を施す工程と、アルミ線22及びスリット型端子20を互いに所定の接合位置に配置する工程と、アルミ線22及びスリット型端子20を電極40、42で加圧及び通電し、メッキ38を溶融させて接合する工程とを有する。
(もっと読む)
レーザ溶接用治具およびレーザ溶接装置
【課題】薄板からなる被溶接物を溶接する場合であっても、各被溶接物を溶接部において確実に密着させることができ、これにより、溶接不良の発生を確実に防止する。
【解決手段】本体部15と、本体部15による被溶接物Wの加圧時に本体部15と被溶接物Wとの間に配置され、加圧により伸びる部材からなるOリング16と、加圧時におけるOリング16の溶接部P側に設けられ、Oリング16の溶接部Pの方向への伸びを規制する規制部15bとを備えており、本体部15によってOリング16を介して被溶接物Wを加圧することにより、Oリング16が、溶接部Pの近傍を加圧するとともに、規制部15bによって溶接部Pの方向への伸びを規制されながら、溶接部Pと反対の方向へ伸びる。
(もっと読む)
レーザ加工装置
【課題】被加工物上に得られるレーザビームスポットのパワー密度分布特性を改善すること。
【解決手段】このレーザ加工装置は、加工用のレーザ光LBを発振出力するレーザ発振器10と、レーザ発振器10から所望のレーザ加工場所までレーザ光LBを伝送する伝送用光ファイバ14と、レーザ加工場所でレーザ光LBを被加工物Wに向けて集光照射するレーザ出射ユニット16とを有する。レーザ出射ユニット16のケーシング16aには、ファイバ心線30のみからなるファイバ・コイル部32およびファイバ終端部34と、イメージリレー光学系36が設けられている。
(もっと読む)
レーザ加工装置
【課題】高速なレーザ出力に対応し、かつ、安定した加工特性を得ることができるレーザ加工装置を提供する。
【解決手段】本発明のレーザ加工装置1は、レーザ受光部42、ピークパワー測定部3、平均パワー測定部4、制御部62を備える。ピークパワー測定部3は、レーザ受光部42から得たレーザ光FBの出力信号に基づいてピークパワー値を測定する。平均パワー測定部4は、レーザ受光部42から得たレーザ光FBの出力信号に基づいて平均パワー値を測定する。制御部62は、ピークパワー値および平均パワー値に基づいてレーザ光FBのピークパワーまたは平均パワーがピークパワー基準値または平均パワー基準値になるように、レーザ光FBの出力を制御する。
(もっと読む)
ファイバレーザ加工方法及びファイバレーザ加工装置
【課題】レーザ加工を行わない待機中はレーザ発振を止めておきながらパルス状のファイバレーザ光の立ち上がりでの異常な高ピークパルスの発生を効果的に防止する。
【解決手段】このファイバレーザ加工装置では、ファイバレーザ光FBの出力が、実質的に零またはその近辺の値からレーザ加工に実質的に影響しない程度の前置レベルまで立ち上がり、該前置レベルまでへの立ち上がりを開始した時(図3の時点t1)から第1の時間(前置パルス幅TB)を経過した後(図3の時点t2)に前置レベルPBからレーザ加工用の所望レベル(PA)まで立ち上がるように、パワーフィードバック制御方式でLD駆動電流ILDを制御し(図3の(e))、これによってファイバレーザ光FBの立ち上がりに際して高ピークパルスHPの発生を効果的に防止する(図3の(f))。
(もっと読む)
ファラデー回転子、光アイソレータおよびレーザ加工装置
【課題】レーザ光の出力の増大または環境温度の変化が生じてもファラデー回転子の温度上昇による偏光回転角の変動を防止することができるファラデー回転子、光アイソレータおよびレーザ加工装置を提供する。
【解決手段】レーザ加工装置1の光アイソレータ11のファラデー回転子3は、ファラデー効果を生じる結晶柱体6、封入用筒体7、冷却用筒体8、磁石9を有する。封入用筒体7は結晶柱体を内包する。冷却用筒体8は、結晶柱体7の両端において、結晶柱体6と封入用筒体7との間に挟まれる。冷却用筒体8には冷却液15が流れる流路13があり、冷却液15が結晶柱体6と封入用筒体7との間の空隙LSおよび流路13を循環して結晶柱体6を冷却する。
(もっと読む)
レーザ加工方法及びレーザ加工装置
【課題】薄板の孔開け加工又はくり抜き加工で、破損等を可及的に抑え、しかも高精度な加工を高効率で行う。
【解決手段】ガラスの薄板12に対して丸孔30の孔開け加工を行う。レーザ光Lを、目的物の平面視である丸孔30の輪郭線40を基準とした内側で、該輪郭線40から加工幅Hの範囲内で、該輪郭線40と略平行に、走査線42a、42b、42c、42dの順に4重に走査する。このような順序で加工をすることにより、丸孔30の側面を高精度に形成することができる。くり抜き加工の場合には、加工されるくり抜き部品31の外側から内側へと、多重にレーザ光Lを走査する。
(もっと読む)
接合方法及び接合装置
【課題】通電により発熱するヒータチップを用いてワークを接合する場合において、その接合状態を一層正確に管理することができ、接合品質を一層向上させることができる接合方法及び接合装置を提供する。
【解決手段】接合装置10は、通電により発熱するヒータチップ12をワークWに押し当てて、該ヒータチップ12に接合用電源14によって所定時間通電することで当該ワークWと接合部材とを接合する装置である。該接合装置10には、接合用電源14による通電開始時からヒータチップ12の温度がピーク温度T1になるまでの時間tp及びその半分の温度になるまでの時間thを監視する時間・温度監視制御部18が設けられ、該時間・温度監視制御部18のCPU62は、前記時間tp、thに基づき、ワークWと接合部材との接合の良否を判定する。
(もっと読む)
41 - 50 / 103
[ Back to top ]