
住友電工スチールワイヤー株式会社により出願された特許
111 - 120 / 163
金属ワイヤの製造方法、ゴム物品補強用金属コード及び車両用タイヤ
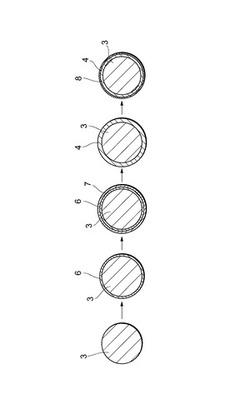
【課題】 金属ワイヤの伸線加工性を損なうことなく、ゴム物品に対する金属ワイヤの湿熱・経年接着性の低下を十分抑制することができる金属ワイヤの製造方法、ゴム物品補強用金属コード及び車両用タイヤを提供する。
【解決手段】 ゴム物品補強用金属コードを構成する金属ワイヤ2を製造する場合、まず金属素線3の表面にCuめっき層6及びZnめっき層7を形成した後、Cuめっき層6及びZnめっき層7を熱拡散させることにより、金属素線3の表面にブラスめっき層4を形成する。このとき、凝固後のブラスめっき層4のCu含有比が51〜61wt%となるように、金属素線3の表面にCuめっき層6及びZnめっき層7を形成する。続いて、ブラスめっき層4に対して電解による化成皮膜処理を施すことにより、ブラスめっき層4の表面に燐酸鉄皮膜8を形成する。続いて、燐酸鉄皮膜8が形成された金属ワイヤ2に対して伸線加工を施す。
(もっと読む)
粉末の供給方法

【課題】めっき線材の製造において、めっき量の調整を行う粉末の補給し忘れによる不具合を低減することができる粉末の供給方法及び供給装置を提供する。
【解決手段】供給装置1は、溶融金属槽Tに線材Wを導入して溶湯Mに浸漬させ、溶融金属が付着した線材WPを湯面Fから上方に引き出してめっき線材を製造するにあたり、湯面Fにおける線材引き出し箇所に粉末Pを供給するための装置である。この装置1は、粉末Pを保管するホッパ10と、ホッパ10から排出された粉末Pを受け取って保持する受取箱20と、箱20に配された粉末Pに振動を与える振動付与装置30とを具える。ホッパ10の開口部11を開閉する扉部12を自動的に開いて粉末Pを箱20に排出し、粉末Pに振動を与えることで粉末Pを線材引き上げ箇所に自動的に移動させる。
(もっと読む)
ばね用鋼線
【課題】ばね成形時の加工性が良好なばね用鋼線を提供する。
【解決手段】ばね用鋼線は、皮膜量が3.0〜5.5g/m2のリン酸塩皮膜が形成された鋼線を伸線してなる。また、ばね用鋼線の表面粗さをR、線径をdとした場合にR/dの値が1.06×10−3〜3.92×10−3となっている。
(もっと読む)
ばね用ステンレス鋼線及びコイルばね
【課題】ニッケルを用いずともばね成形時の加工性に優れたばね用ステンレス鋼線及びコイルばねを提供する。
【解決手段】ばね用ステンレス鋼線は、皮膜量が6.0〜14.5g/m2のリン酸塩皮膜が形成されたステンレス鋼線を伸線してなる。また、ばね用ステンレス鋼線の表面粗さは1.5〜2.3μmとなっている。微細な凹凸を有するリン酸塩皮膜を施し、且つ、リン酸塩皮膜の皮膜量と表面粗さとを上述の値とすることにより、焼付き等が生じにくく、潤滑剤が均一に且つ確実に付着したばね用ステンレス鋼線を得ることができる。このばね用ステンレス鋼線を用いることにより、コイルばねを成形する際に、加工性を良好にすることができる。
(もっと読む)
金属コード、ゴム・コード複合体、及びそれを用いた空気入りタイヤ
【課題】メッキ素線からなる金属コードとゴムとの湿熱接着性を向上させる。
【解決手段】メッキ前素線15の表面にブラスメッキ層16を設けかつ伸線したメッキ素線17Eからなる金属コード10に、ゴム12を加硫接着したゴム・コード複合体9であって、前記メッキ素線17Eは、前記ゴム12を加硫接着しかつ温度50〜100℃、湿度60〜100%の雰囲気下で1時間〜20日間保持した後の湿熱劣化状態において、前記ブラスメッキ層16に存在するメッキ層結晶粒の平均粒径が、50nm以下、しかも該メッキ層結晶粒の粒界は、フラクタル次元が1.001〜1.500の範囲とした。
(もっと読む)
被覆鋼線の製造方法
【課題】樹脂被覆層の密着性に優れる被覆鋼線の製造方法、及び被覆鋼線の製造装置、並びに被覆鋼線を提供する。
【解決手段】製造装置1は、鋼材S1に伸線加工を施す伸線装置10と、伸線加工が施された伸線材S2に伸直加工を施す矯正装置20と、伸直加工が施された伸直材S3を250℃以上400℃以下に加熱する加熱装置30と、加熱材S4を150℃以上250℃以下に冷却する冷却装置40と、冷却された鋼線S5(S)の表面に接着性樹脂からなる樹脂被覆層Pを形成する押出装置50とを直列的に具える。この構成により、製造装置1は、伸線加工から被覆加工に亘って連続して行う。この製造装置1を用いて被覆鋼線S6を形成すると、樹脂被覆層Pが形成されるまでの間に鋼線S5表面に酸化被膜などが形成されにくく、また、同表面の清浄性が維持され易い。そのため、樹脂被覆層の密着力が向上する。
(もっと読む)
アース線支持具
【課題】 電柱等に設けられた碍子に対する架空アース線の支持状態を安定化させることができるアース線支持具を提供する。
【解決手段】 アース線支持具1は、架空アース線2を碍子3に固定するための支持具である。架空アース線2は、例えばアルミニウム製のアース線であり、剥き出し状態つまり裸線のままで電柱間や鉄塔間に掛け渡される。アース線支持具1は、1本の金属バインド線4により形成されている。金属バインド線4は、鋼線5をアルミニウム6で覆ってなるクラッド綱で形成されている。アース線支持具1は、金属バインド線4の長手方向の中央部に形成され、碍子3の首部3aに巻き掛ける碍子係合部7と、金属バインド線4における碍子係合部7の両側にそれぞれ形成され、架空アース線2を巻き付けて保持する螺旋状のアース線保持部8A,8Bとを有している。
(もっと読む)
連続溶融金属めっき用の金属線材支持手段
【課題】メンテナンス作業の回数を低減できながら、品質の良好な金属めっき線材が得られる連続溶融金属めっき用の金属線材支持手段を提供する。
【解決手段】金属線材支持手段12は、めっき槽11内に固定される本体2と、この本体2に着脱可能に取り付けられるセラミック製の支持部3と、支持部3の表面に円弧に沿って形成され、金属線材15を摺動可能に支持する複数の支持溝31とを備える。本体2は、めっき槽11に固定される固定部21と断面円弧状の曲面からなる支持面22とを有する。支持部3は、本体2の支持面22に取付部材6を介して着脱可能に取り付けられ、複数の金属線材15を所定間隔をおいて配置可能な幅を有する断面円弧状の板状部材からなる。
(もっと読む)
光ドロップケーブル用亜鉛めっき鋼線の製造方法
【課題】 光ケーブル用亜鉛めっき鋼線の線グセを除去しつつ、光ケーブル用亜鉛めっき鋼線の弾性特性及び伸び特性を向上させることができる光ケーブル用亜鉛めっき鋼線の製造方法を提供する。
【解決手段】 光ドロップケーブルの支持線に使用される光ケーブル用亜鉛めっき鋼線を製造する場合は、まず鋼線の表面に亜鉛めっきを施してなる亜鉛めっき綱線を用意する。続いて、亜鉛めっき綱線に付いた線グセを取り除くために、亜鉛めっき鋼線に対して繰り返し曲げ加工を施して、亜鉛めっき鋼線を矯正伸直させる。続いて、亜鉛めっき鋼線の加熱を行う。このとき、亜鉛めっき鋼線の加熱温度は、130℃〜350℃、好ましくは180℃〜220℃とする。これにより、繰り返し曲げ加工によって低下した亜鉛めっき鋼線の降伏比(降伏点)が回復する。続いて、温められた状態の亜鉛めっき綱線の表面に接着剤を塗布する。
(もっと読む)
環状金属コード及び無端金属ベルト
【課題】破断強度に優れ、且つ製造が容易な環状金属コード及び無端金属ベルトを提供する。
【解決手段】環状金属コードは、環状コア部3と外層部4とを備えている。環状コア部3は、第1の金属素線5を6本撚り合わせた第1のストランド材1の両端を結合することによって形成される。外層部4は、第2の金属素線6を6本撚り合わせた第2のストランド材2を環状コア部3に螺旋状に6周巻き付けることによって形成される。第2のストランド材2は、環状コア部3の中心軸に対して所定の巻き付け角度で巻き付けられており、巻き付け始端部と巻き付け終端部とは結合されている。第2のストランド材2を6本巻き付けるのではなく6周にわたって巻き付けるので、第2のストランド材は1本で済み、結合箇所も1箇所となる。その結果、環状金属コードの破断強度を大きくすることができ、製造を容易とすることができる。
(もっと読む)
111 - 120 / 163
[ Back to top ]