
エス・エム・エス・ジーマーク・アクチエンゲゼルシャフトにより出願された特許
111 - 120 / 320
ストリップの巻取装置
【課題】比較的薄いストリップについても精確かつソフトに巻き付けることが可能な巻取装置を提供すること。
【解決手段】第1の回転軸4回りに回転可能に設けられたマンドレル3と、第2の回転軸6回りに回動可能に設けられつつ少なくとも1つのガイドプレート7及び少なくとも1つの押圧ローラ8を備えたスイングアーム5とを備えて成り、巻き付けられるストリップ2を前記押圧ローラ8によって方向転換又は押圧するよう構成されたストリップの巻取装置において、少なくとも1つの前記押圧ローラ8に少なくとも1つの第1の駆動手段9を設けて、前記押圧ローラ8が前記スイングアーム5に対して変位するよう構成した。  (もっと読む)
(もっと読む)
金属ストリップの平滑度及び/又は粗度を調整する方法と潤滑剤塗布装置
【課題】冷間圧延金属ストリップの品質が平滑度及び/又は粗度を考慮してさらに改良されるように、冷間圧延スタンドの入口において金属ストリップの平滑度及び/又は粗度を調整する公知の方法と公知の潤滑剤塗布装置を提供すること。
【解決手段】この発明は、時間単位当たりの少なくとも一つの潤滑剤の冷間圧延スタンドの入口において金属ストリップ上に塗布された量の適した投与によって冷間圧延スタンドの出口において金属ストリップ(400)の平滑度及び/又は粗度を調整する方法と潤滑剤塗布装置(100)に関する。平滑度及び/又は粗度を考慮して冷間圧延金属ストリップの品質をさらに改良させるために、この発明によると、潤滑剤の塗布された量が量分布の形態において、冷間圧延スタンドの出口における金属ストリップの幅にわたり実効値と目標値の平滑度分布の間の確定された制御偏差或いは冷間圧延スタンドの出口において金属ストリップの幅にわたり実効値と目標値の粗度分布の間の制御偏差或いは両制御偏差から成る組合せに従って、時間単位当たりの金属ストリップ)の幅にわたり投与されていることを提案する。  (もっと読む)
(もっと読む)
特にエッジカッター(Besaeumscheren)用の駆動ローラ
軸受ジャーナルを備えるハブ部材2と、軸受ジャーナルと結合可能なローラ4とを有する、特に薄板の製造の際に、この場合、特に厚板領域又は熱間圧延ストリップ領域で使用するための特にエッジカッター用の駆動ローラ1に関し、この場合、ローラは、冷却流体を案内するための1つ又は複数の管路で形成される。  (もっと読む)
(もっと読む)
DDD装置で前処理された銑鉄に基づいて、電気エネルギーの供給を用いることなく、ステンレス鋼を製造するための方法及び装置
液状の銑鉄及びFeCr固体に基づいて電気エネルギーの供給を用いることなく、オーステナイト系の領域も、フェライト系の領域もあるすべてのステンレス品質のステンレス鋼の製造を可能とするために、この場合、液状の銑鉄は、溶鉱炉(1)での前処理、及び、DDD装置(2)でのDDD処理(2)(脱リン、脱ケイ素、脱硫黄)の後で、引き続いて、AODコンバータ(3、4)で、加熱され、精錬され又は合金化され、還元され、本発明により、溶鉱炉(1)及びDDD装置で、前処理されたスラグのない液状の銑鉄が分離され、かつ、2つの従来のツインAOD−Lコンバータ(3、4)に運びこまれ、かつ、並列した反対の進行をするこの2つの従来のツインAOD−Lコンバータ(3、4)で、必要な化学的な(加熱V8、脱炭及び合金化V9の)プロセスが、自力の化学エネルギーの使用の下で行われ、かつ、第1のツインAOD−Lコンバータ(3)で、最初に、投入及び加熱(V8)が実行され、かつ、第2のツインAOD−Lコンバータ(4)で、最初に、脱炭(V9)が実行されることを提案している。  (もっと読む)
(もっと読む)
ロールスタンド
本発明は、入側ガイド(4)及び/又は出側ガイド(5)が、圧延方向(W)でロール間隙(6)の前もしくは後のロールスタンド(1)に固定され、ロール(2,3)の軸(7)に対して垂直で圧延方向(W)に対して垂直な方向、特に垂直方向(V)、に調整可能に配設されている、複数のロール(2,3)と入側ガイド(4)及び/又は出側ガイド(5)とを有するロールスタンド(1)に関する。事故が生じた場合の損害を最小にするために、本発明では、入側ガイド(4)及び/又は出側ガイド(5)をロールスタンド(1)に固定する固定手段(8)が、基準破断箇所(9)を備える。  (もっと読む)
(もっと読む)
銑鉄に基づいて、電気エネルギーの供給を用いることなく、ステンレス鋼を製造するための方法及び装置
液状の銑鉄及びFeCr固体に基づいて電気エネルギーの供給を用いることなく、オーステナイト系の領域も、フェライト系の領域もあるすべてのステンレス品質のステンレス鋼の製造を可能とするために、この場合、液状の銑鉄は、DDD処理(脱リン、脱ケイ素、脱硫黄)の溶鉱炉(1)での前処理の後、投入及び加熱され、精錬され又は合金化され、還元され、本発明により、溶鉱炉(1)で前処理されたスラグのない液状の銑鉄が分離され、かつ、2つの従来のツインAOD−Lコンバータ(2、3)に運びこまれ、かつ、並列した反対の進行をするこの2つの従来のツインAOD−Lコンバータ(2、3)で、必要な化学的な(加熱、脱炭及び合金化のDDD処理の)プロセスが、自力の化学エネルギーの使用の下で行われ、かつ、この場合、第1のツインAOD−Lコンバータ(2)で、最初に、DDD処理が実行され、かつ、第2のツインAOD−Lコンバータ(3)で、最初に、脱炭が実行されることを提案している。  (もっと読む)
(もっと読む)
溶接接合部の加熱処理方法及び装置
スチールバンド(2)の溶接時において、溶接接合部の領域に亀裂が生じるか、或いは構造が変化する虞を最小化するために行われる、本来の溶接の前と後における溶接接合部とそれに隣接する溶接接合領域(6,7)のレーザーを用いた加熱処理を改善し、更に改良するために、本発明では、溶接接合領域(6,7)の加熱が、導体ループの長さが複数の段階に分割された形態、導体ループのパネル構造が異なる形態及びスチールバンド(2)との間隔を複数の異なる段階とする形態の中の一つ以上に構成された所定通り制御可能な複数段階式リニアインダクタ(4,5)を用いて、異なるエネルギー密度とした時間領域で行われることを提案している。その場合、第一の加熱段階での温度上昇が、それに続く加熱段階よりも急勾配で行われる。  (もっと読む)
(もっと読む)
ストリップを案内するための装置とその運転をするための方法
本発明は、巻上げ装置の周囲にストリップ200を案内するための装置とこのような装置の運転をするための方法に関する。本発明による装置は、その第1の端部で第2の回転軸D2を中心として本体400に対して回転可能に支承され、誘導テーブル120を支持し、第1の端部の反対側にあるその第2の端部で第1の回転軸を中心として回転可能にスイングフレーム140と結合された、サポートフレーム160を有する。スイングフレームは、第1の回転軸D1の反対側にあるその端部で第1の誘導テーブルを支持する。サポートフレーム160もスイングフレーム140も、それぞれ、付設した幾つかのアクチュエータによって制御され、所望の運転位置に応じて適当に位置決めされる。本発明による装置は、有利なことに特に自在に使用可能、即ち多くの種々の運転位置に移動可能、である。  (もっと読む)
(もっと読む)
金属もしくは金属の化合物を含有するスラグから1種もしくは数種の金属を連続的もしくは不連続的に回収するための方法
本発明は、金属もしくは金属の化合物を含有するスラグから1種もしくは数種の金属を連続的もしくは不連続的に回収するための方法であって、金属含有の液化スラグを一次もしくは二次の溶解ユニット(1)中で加熱することによる方法に関する。スラグから殊に銅を回収するための改善された方法を提供するために、本発明では、金属を含有するスラグを交流電気炉として構成された一次もしくは二次の溶解ユニット(1)中で加熱し、次に溶融物を、該一次もしくは二次の溶解ユニット(1)から直流電気炉として構成された炉(2)に送り、この炉で、回収すべき金属の電着を行ない、この際、該一次もしくは二次の溶解ユニット(1)にケイ化カルシウム(CaSi)、炭化カルシウム(CaC2)、フェロシリコン(FeSi)、アルミニウム(Al)及び/又は還元ガスの形の還元剤を装入及び/又は注入する。 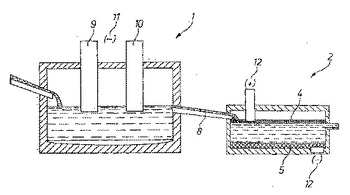 (もっと読む)
(もっと読む)
鋳型の側板での抜熱量を制御するための方法及び制御装置
本発明は、金属鋳造用の鋳型200での抜熱量qを制御するための方法及び制御装置に関する。鋳型の側板を通る冷媒300の流量Vを好適に変更することによって、側板の抜熱量を所定の目標値qSollに調整する。本発明では、抜熱量の制御を異なる鋳型を使用する毎に毎回側板の異なる厚さ又はコーティングに適合させる、或いは鋳造運転の間又は異なる品質の鋼鉄の鋳造時に変更される側板の形態に適合させる必要性が無いようにするために、特に、側板200の冷媒出口と冷媒入口での冷媒300の温度差及び冷媒の材料の定数から定常的な鋳造運転の間の抜熱量qの実際値をそれぞれ好適にリアルタイムに計算することを提案する。  (もっと読む)
(もっと読む)
111 - 120 / 320
[ Back to top ]