
エス・エム・エス・ジーマーク・アクチエンゲゼルシャフトにより出願された特許
81 - 90 / 320
溶融漬浸被覆装備の放出ノズル間に案内された被覆を備えたストリップを安定化させる方法と溶融漬浸被覆装備
【課題】放出ノズルの領域におけるストリップ安定化を改良すること
【解決手段】この発明は、溶融漬浸被覆装備の放出ノズル間に案内されて被覆を備えたストリップを安定化させる方法並びに適切な溶融漬浸被覆装備に関する。この場合には、ストリップ走行方向において放出ノズルの下流に配置されて電磁的に接触なしに貫通鋼ストリップに作用するコイルによって安定化力が検出されたストリップ位置に従ってストリップに及ぼされる。放出ノズルの領域におけるストリップ安定化を改良するために、この発明によると、放出ノズルからストリップ安定化部の作用線の間隔が間隔閾値より小さい値に調整され、その間隔閾値が要因ファイを考慮してストリップ幅の函数として検出され、その要因ファイがストリップ厚とストリップ張力の函数として算出される。 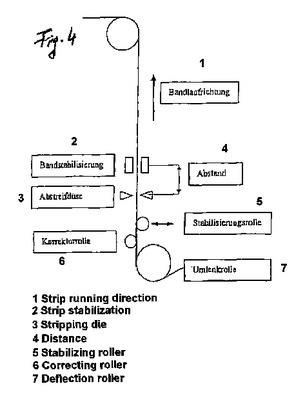 (もっと読む)
(もっと読む)
鋳造装置
【課題】異なった要件において鋳造すべき予備ストリップの寸法決めするために、迅速且つ莫大な費用なしに実現され得る液状鋼を水平輸送ベルト上に鋳造させる鋳造装置とこのための方法を創作すること。
【解決手段】この発明は、鋳造とりべ(2)、分配装置(4)と側面境界(14、15)を備える水平に移動できる輸送ベルト(5)を備えて、液状金属、特に鋼が鋳造とりべ(2)から分配装置(4、12)へ塗布できる鋳造装置(1)に関し、水平輸送ベルト(5)の側面境界(14、15)が水平輸送ベルト(5)の幅に観察されて調整できる。さらに、この発明はこれに関する方法に関する。  (もっと読む)
(もっと読む)
鋼から形成されたストリップを製造する方法
【課題】連続仕上げ処理が鋳造−圧延の際に確保され得るので、量的に僅かな値のストリップの割合が高い装備自由使用性で出来るだけ僅かなままである方法を提供すること。
【解決手段】この発明は、まず最初に鋳造機(2)にてスラブ(3)が鋳造され、スラブ(3)が鋳造機(2)を鋳造速度(v)で付与スラブ厚さ(H)で去り、スラブ(3)が少なくとも一つの圧延路(4、5)に引き続いて多数の圧延スタンド(6、7)でストリップ(1)に圧延されて、ストリップ(1)が最終圧延スタンド(6、7)の後部で最終厚(dE )を有し、鋼製のストリップ(1)を製造する方法に関する。最適加工条件を正確に得るために或いは期待されていない成果を実現できるために、この発明は方法工程a乃至dを備えていて;
a)作用圧延スタンド(7)の異なった数(n)と異なった端厚のために、鋳造速度(v)或いは鋳造速度とスラブ厚さ(v×H)の積として或いはストリップ速度とストリップ厚さの積としての質量流と、変形処理に参加するストリップ(1)を圧延する最終圧延スタンド(7)の後のストリップ温度(T)との間で機械制御部(8)に機能関係を保管し、
b)鋳造速度(v)或いは質量流(v×H)を検出するか、或いは予め設定して、検出値を機械制御部(8)に供給し、
c)機械制御部(8)における工程aにより記憶された機能経過に基づく圧延路において作動圧延スタンドの最適数とそれによる圧延可能な端厚と厚さ減少を自動的に検出し、付与鋳造速度(v)の際に或いは付与質量流(v×H)の際に最終作用圧延スタンド(7)の後の所望ストリップ温度(T)を達成させ、
d)場合によっては圧延路(5)の圧延スタンド(7)の数を配置させて、工程cにより検出された数の圧延スタンド(7)のみが作動する。 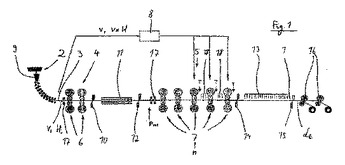 (もっと読む)
(もっと読む)
調整装置を備える圧延装置
【課題】作業ローラの取り外しを延長されるので、圧延装備の停止時間が著しく延長されて、圧延装備の経済性を減少させる欠点を解消させる圧延スタンドのような圧延装置を創作すること。
【解決手段】この発明は、柱状スタンド(9)をもつスタンドを備える圧延装置(1)に関し、圧延スタンドの少なくとも一つのローラ(2)が柱状スタンド(9)間の空間範囲に配置されて且つ少なくとも一つの調整装置(6)がローラ(2)の調整のために設けられていて、少なくとも一つの一つの調整装置(6)が柱状スタンド(9)のローラと反対を向いた側面に配置されている。  (もっと読む)
(もっと読む)
水平ベルト鋳造装置の金属輸送ベルト上において凝固中に鋳造製品の熱移送を均質化する方法と装置
【課題】簡単な形式で金属輸送ベルトにおける鋳造製品の最高接触とそれに伴う金属輸送ベルトへの鋳造製品の熱伝達の最適化と補償が全鋳造幅にわたり保証され得る方法と装置を提供すること。
【解決手段】金属製の矩形ストランドの端寸法近くに鋳造して、水平ベルト鋳造装置(1)の直接ストリップ鋳造方法に基づいて金属ストリップに引き続いて再加工する際には、鋳造製品(4)が不均一な熱移送によって予備ストリップ(5)に対する輸送中に変形する、というのは、ストリップの上面が周辺空気による対流によってのみ且つ熱放射によって冷却される一方、ストリップ下面が冷却された金属輸送ベルト(7)と直接接触しているからである。これによって金属輸送ベルト(7)と鋳造製品(4)のまず最初に完全接触が失われ、鋳造製品のストリップ辺が上方へ彎曲する。簡単な方法で鋳造製品(4)を金属輸送ベルト(7)上に最高接触とそれに伴う全鋳造幅にわたり鋳造製品(4)の金属輸送ベルト(7)への熱伝達の最適化と均質化を保証させるために、この発明によると金属輸送ベルト(7)の端に配置された圧力ロール(11)によって上方から予備ストリップ(5)に凝固させる鋳造製品(4)へ、特にストリップ辺(6)へ押圧させ、予備ストリップ(5)の下面の金属輸送ベルト(7)を去る際に突然に減少された冷却の補整のために、定義された領域には、直接に金属輸送ベルト(7)の後部にこの予備ストリップを追加的に冷却させる。 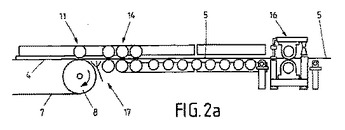 (もっと読む)
(もっと読む)
圧延製品用検査システムと圧延装備の圧延製品の表面を査定する方法
【課題】生じる騒音進展と振動の減少が達成される従来の利点の維持の下で公知の装置と方法を改良させる、即ち更なる発展させること。
【解決手段】この発明は、旋回機軸(14)上に存在して引き渡し旋回アーム(12)と旋回機軸(15)上に存在して受け取りアーム(13)との配列を備える少なくとも一つの薄金属板(21)を包含する圧延装備の圧延製品(20)用の検査システム(10)に関する。この場合には、この発明によると、受け取りアーム(13)の旋回機軸(15)が引き渡し旋回アーム(12)の旋回機軸(14)上に関してずれて配置されていることが企図される。  (もっと読む)
(もっと読む)
珪素鋼又は多相鋼から成るストリップを熱間圧延するための方法及び装置
本発明は、珪素鋼、特に方向性珪素鋼及び多相鋼から成るストリップ(1)を製造するための方法であって、まず、鋳造機(2)でスラブ(3)が鋳造され、次に、このスラブが、少なくとも1つの圧延路(4、5)でストリップ(1)に圧延され、かつ、この少なくとも1つの圧延路(4、5)の前及び/又は後に、少なくとも1つの炉(6、7)内でスラブ(3)の加熱が行われる方法に関する。方向性珪素鋼又は多相鋼の品質及び製造可能性を向上させるために、本発明では、スラブ(3)が鋳造機(2)の後及び粗圧延路(4)の前において第1の炉(6)内で粗圧延温度(T1)へと加熱されるか、又は、第1の炉(6)を用いず、鋳造熱が利用されて、スラブ(3)が粗圧延路(4)へ達すること、その後、スラブ(3)が粗圧延路(4)で圧延されること、さらに、スラブが粗圧延路(4)の背後において第2の炉(7)内で粗圧延温度(T1)よりも高い所定の温度(T2)へと加熱されること、及び、その後、スラブ(3)が仕上げ圧延路(5)において最終的なストリップ厚さに圧延されることが提案されている。  (もっと読む)
(もっと読む)
拡縮可能なコイラドラム
周囲に配置された半径方向に動く拡縮セグメント(2)と、ドラム本体(3)と、引張棒(4)とを備えたコイラドラム(1)において、拡縮セグメント(2)、ドラム本体(3)及び引張棒(4)の中の一つ以上が磁石として構成されている。そのようなコイラドラムの操作方法は、拡縮セグメント(2)、ドラム本体(3)及び引張棒(4)の中の一つ以上を電磁石として構成して、その電磁石の電圧は、ストリップの始端を巻き取る時に印加を開始し、圧延中は低下させて、ストリップを巻き出す時に再び上昇させるものと規定している。  (もっと読む)
(もっと読む)
ストリップを冷却するための冷却装置
冷媒(400)をストリップ(200)にスプレーするための少なくとも1つのノズル(112)を有する、冷間ロールスタンド(300)での変形後のストリップ(200)を冷却するための冷却装置(100)を、更に効果的で効率的にするために、作動位置で、ストリップ(200)の表面に対して平行に冷間ロールスタンド(300)の出側に配設されたプレート(500)を設け、ノズルを、作動位置で、ストリップ(200)の表面とこれに向かい合うプレート(500)の間の空間(H)内でストリップ(200)の流れ方向(L)に対向するスプレー方向(R)が鋭角となるスプレー角(α)で冷媒(400)をスプレーするように配設する。  (もっと読む)
(もっと読む)
鋼鉄製ストリップの熱間圧延及び熱処理法
【解決手段】
本発明は鋼鉄製ストリップ(1)を熱間圧延及び熱処理する方法に関する。ストリップ装置中で十分な靱性の高張力及び超高張力ストリップを経済的に製造することを可能とするために、該方法は以下の各段階を有している:a)圧延すべき分塊の加熱;b)所望のストリップ厚への分塊の圧延、その際に冷却後のストリップ(1)が周囲温度(T0)より上にある温度を有している;d)ストリップ(1)を巻いてコイル(2)とする;e)コイル(2)からストリップを巻き解く;f)ストリップ(1)を加熱する;g)ストリップ(1)を冷却しそしてh)ストリップ(1)を搬出する。その際にストリップ(1)は段階f)に従う加熱の前に周囲温度(T0)より上にある温度を有している。  (もっと読む)
(もっと読む)
81 - 90 / 320
[ Back to top ]