
ノードソン コーポレーションにより出願された特許
61 - 70 / 150
プラズマ処理システム

【課題】ダウンストリーム型プラズマで加工物を処理するプラズマ処理システムを提供すること。
【解決手段】本プラズマ処理システムの処理チャンバは、電力供給電極と接地板の間に一般的に配置されたプラズマ・キャビティを有するチャンバ蓋、プラズマ・キャビティから接地板で隔離された処理空間、および加工物を保持するための処理空間中の基板支持物を含む。プラズマ・キャビティで、直接プラズマが生成される。接地板は、プラズマ・キャビティから処理空間中に入ることを許されるプラズマから電子およびイオンを除去して遊離基のダウンストリーム型プラズマを供給する開口と適合される。この開口は、プラズマ・キャビティと処理空間の間の光の見通し通路も無くする。他の態様では、チャンバ蓋から少なくとも1つの取外し可能な側壁部を取り除いて、または挿入して、処理チャンバの体積を調整することができる。
(もっと読む)
接着剤をラベルへ吐出する装置及び方法

【課題】ラベル取付作業により、長さ、幅等の異なるラベルに対応するラベル取付装置の開発。
【解決手段】一態様において、ラベル取付け装置と共に用いられる真空ドラム組立体102は、真空圧を用いて外面上にラベル104を支持する開口を備える。真空ドラム組立体は102、さまざまな長さ又は幅のラベル104に対応するように選択された開口に真空圧をかける空気分配器を備え得る。真空ドラム組立体104は、さまざまな長さのラベル104に対応するように開口間の間隔を変えるように調整可能でもあり得る。
(もっと読む)
発泡材料を生成するための機器および方法
発泡材料を生成するための機器および方法。加圧ガスが、硬化剤含有成分および架橋剤含有成分を含有する複合成分混合物中に導入される。複合成分混合物は、ガス流制御弁(49、132、132a)を用いて送出されたガスと混合装置(40、120)内で直接混合され、組み合わせられる。あるいは、複合成分混合物を、第1の混合装置(24)内で混合してよく、その後、この混合物を、ガス流制御弁(49)を用いて送出されたガスと第2の混合装置(40)内で組み合わせてよい。塗布標的上に吐出されたとき、複合成分混合物中に同伴されたガスは、膨張して発泡材料(11)を形成する。 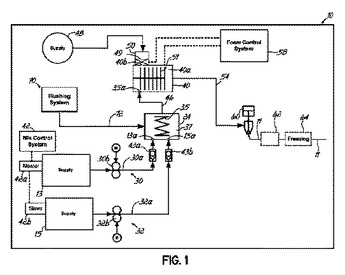 (もっと読む)
(もっと読む)
ラベルを貼り付ける装置及び方法
【課題】本発明の目的は、従来の接着剤塗布デバイスの欠点を克服する、ラベル及び他の可撓性基材に接着剤を塗布する装置及び方法を提供することである。
【解決手段】移動している物品にラベルを貼り付ける装置が、中心軸を中心に回転するように取り付けられる真空ドラムと、第1の真空ラインと流体連通する第1の通路を有するマニホルドとを備える。真空ドラムの第1の開口がマニホルドの第1の通路と連通することにより、第1の開口で真空圧を発生させて真空ドラムの選択された部分でラベルを保持することができる。真空ドラムの第2の開口が、第2の真空ラインと連通する。第2の開口は、第1の開口によって保持されているラベルの後縁の後方の場所に位置決めされるため、ラベルに塗布された過剰な接着剤を第2の開口を通して除去することができる。
(もっと読む)
流体、特にホットメルト接着剤を供給するための装置及び方法
【課題】比較的小さい設置空間しか占めず、且つ/又は感温流体、特にホットメルト接着剤を処理するのに適しており、且つ/又は特に流体の粘度を変化させることに関して流体的に最適化される、流体を供給する装置及び方法、並びに流体供給装置の熱伝達手段の仕様を定めること。
【解決手段】流体、特にホットメルト接着剤を供給する方法及び装置であって、その装置は、流体源からの流体を受け取る入口開口、及び流体をノズル構造体7へ供給する出口開口を有する基礎部材5と、基礎部材に結合され、流体を吐出する排出開口を設けた排出通路を有するノズル構造体と、流体が流れることができる熱伝達通路を有し流体を加熱又は冷却するための熱伝達手段3とを備え、熱伝達通路は流れの方向に変化する流れ断面を有する。
(もっと読む)
材料塗布装置を制御する装置及び方法
【課題】コーティング材料塗布装置を制御する装置及び方法を提供する。
【解決手段】塗装動作中に操作者が片手で把持するハンドル16と、ハンドル16上に取り付けられ、塗装動作を開始及び停止させるために片手によって作動される第1の引き金32と、ハンドル16上に取り付けられ、塗装動作パラメータの値を変更するために片手によって作動される第2の引き金70とを備え、第2の引き金70により、1つ又は複数の塗装動作パラメータを選択できるようにする。
(もっと読む)
ディスプレイ及び制御部材を有するスプレーガン
【課題】スプレーパラメータは一般的に、コーティングされる部分が異なる場合に又は異なるコーティング材料を使用する場合に変更される。このような変更によって、製造時間が損なわれるのを防止する。
【解決手段】手動スプレーガン10用の制御方法及び装置28が、スプレーガン10に配置されると共に操作者に1つ又は複数のコーティング動作パラメータについての情報を提供するディスプレイ100を備える。操作者が1つ又は複数のコーティング動作パラメータの選択を行うことができるようにする補助トリガ70を用いることができる。ディスプレイ10及び補助トリガ70は共に、特にコーティング動作中に、操作者がスプレーガン10又はコーティング領域から注意を逸らされるか又は目を離す必要なく、選択を行うことを可能にする。
(もっと読む)
はんだごて先端部、はんだごて、およびはんだ付けシステム
【課題】第1の加工物と第2の加工物の間に接合部を形成するようにはんだを溶融させるためのはんだ付けシステムを提供すること。
【解決手段】このシステムは、エネルギ発生システム、はんだごて先端部、およびはんだの制御された量を計量分配するようになされた分配器とを備えることができる。このはんだごて先端部は、エネルギ発生システムと動作的に連通する非濡れ性はんだ接触層を含む。このエネルギ発生システムは、はんだごて先端部と連通する誘導、電気的、または熱発生システムを含むことができる。この非濡れ性はんだ接触層は、溶融はんだによって濡れ得ない材料を備える。このシステムは、接合部内のはんだの量の制御を可能にする。
(もっと読む)
粘性材料を吐出する方法
粘度データ又は実験室の試験結果から導出される制御アルゴリズムを用いて、第1の吐出サイクル中に供給シリンジ14から粘性材料20を押し出すために第1の圧力又は機械式駆動機構速度が用いられる。或る時間が経過した後に、材料20の粘度が増すのに応じて、制御アルゴリズムに補正モデルを適用して、圧力又は駆動機構速度を高める。その後、第2の吐出サイクル中に、供給シリンジ14から粘性材料20を押し出すために、さらに高い第2の圧力又は駆動機構速度が用いられる。その補正モデルは、粘性材料20についての実験データに基づくことができるか、又はカメラシステム30を用いて、概ね均一な吐出量を保持するために必要とされるような圧力又は駆動機構速度を周期的に調整することができる。 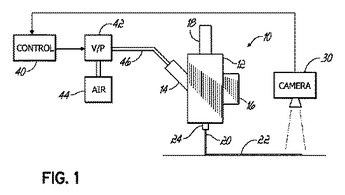 (もっと読む)
(もっと読む)
材料塗布装置をパージする装置及び方法
【課題】手動式スプレーガン等の材料塗布装置内のコーティング材料流路をパージする装置及び方法を提供する。
【解決手段】手動スプレーガン又はコーティング材料塗布装置のパージ方法及び装置は、パージ空気が、塗装動作中に手で保持される握把部を通って装置内に導入され、パージ空気はまず、握把部に入った後でコーティング材料流路に入る。手動スプレーガンの制御方法及び装置は、スプレーガンハンドルに配置される第2の手動引き金を含むことができ、第2の引き金は、1つ又は複数の塗装動作パラメータを選択するように動作可能である。
(もっと読む)
61 - 70 / 150
[ Back to top ]