
スネクマにより出願された特許
51 - 60 / 567
スラグ層の下での再溶解後のマルテンサイト系ステンレス鋼の均質化
本発明は、マルテンサイト系ステンレス鋼を製造する方法に関し、該方法は、鋼のインゴットがスラグ層の下再溶解するステップと、続いてインゴットを冷却するステップとを含む。スラグ再溶解ステップから生じるインゴットの皮膜の温度が鋼のマルテンサイト形質転換温度Msを下回る前に、インゴットを炉内に配置して、次に鋼の冷却時のパーライト変換完了温度Ar1より高い初期温度T0にする。インゴットの最冷点の温度が均質化温度Tに達した後、インゴットが少なくとも保持時間tにわたって均質化処理を受け、前記保持時間tは少なくとも1時間に等しく、均質化温度Tはおよそ900℃から鋼の燃焼温度の範囲内である。 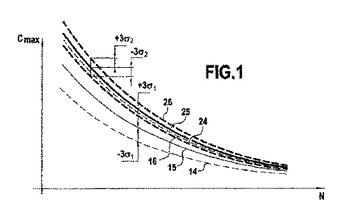 (もっと読む)
(もっと読む)
タービンのエンジン燃焼室のための多点式燃料噴射器
噴射器(16)に供給するパイロット回路と、環状室(70)の前面(68)に形成された噴射オリフィス(80)に供給する多点式回路とを備え、環状リング(76)が、噴射オリフィス(80)の燃料供給回路を環状室(70)内に画定するようにその中に装着され、冷却回路が、噴射器(16)に供給する燃料を通過させることによって作動し、噴射オリフィス(80)のすぐ近傍の室(70)の前面(68)にわたって延びる、環状燃焼室のための燃料噴射装置(67)。  (もっと読む)
(もっと読む)
エレクトロスラグ再溶解前のマルテンサイト系ステンレス鋼の脱気
本発明は、マルテンサイト系ステンレス鋼を製造する方法に関し、該方法は、前記鋼のインゴットのエレクトロスラグ再溶解のステップと、続いて前記インゴットを冷却するステップとを備える。エレクトロスラグ再溶解ステップの前にインゴットは、インゴット中で3ppmの水素含有量を得るのに十分な時間にわたって真空脱気を受ける。  (もっと読む)
(もっと読む)
ステータブレードの角度位置を制御するためのシステム、および前記角度位置を最適化するための方法
本発明は、速度(N1,N2)のうちの1つに従ってブレードの設定角度位置(VSVCAL)を計算するための手段(20)と、設定位置(VSVCAL)を補正するためのモジュール(1)であって、ブレードの角度位置(VSV)を決定するための手段(2)、タービンエンジンの燃料流量(WFM)を測定するための手段(3)、ブレードの連続する角度位置(VSVCOU,VSVREF)が前記角度位置において測定されるタービンエンジンの燃料流量(WFMCOU,WFMREF)と組み合わせられるメモリユニット(4)、およびブレードの2つの連続する角度位置(VSVCOU,VSVREF)の間で測定される燃料流量(WFMCOU,WFMREF)の間の差に従って補正角度(VSVCORR)を決定するための手段(5)を含むモジュールとを含むステータブレードの角度位置を制御するためのシステムに関する。また、本発明は、前記共通の角度位置を最適化するための方法にも関する。 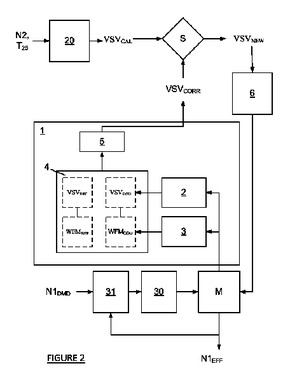 (もっと読む)
(もっと読む)
航空エンジンのための燃料供給回路
本発明は、航空エンジンのための燃料供給回路(10)に関する。燃料供給回路(10)は、燃焼室インジェクタ(24)に高圧の燃料を送出するための高圧ポンプシステム(18)を備える。高圧ポンプシステムは、エンジンによって同時に駆動される第1および第2の容積型ギヤポンプ(18a、18b)を有する。油圧スイッチ部材(38)は、ポンプのそれぞれの出口(36a、36b)の間に配置される。この部材は、一方の状態では、燃焼室インジェクタに高圧の燃料を送出するために2つのポンプからの出口流れを合流させ、他方の状態では、第1のポンプからの出口流れの一部または全部を低圧供給ライン(20)に送る。電気制御部材(50)は、油圧スイッチ部材を一方の状態から他方の状態へ移行させるように働く。  (もっと読む)
(もっと読む)
航空エンジンのための燃料供給回路
本発明は、航空エンジンのための燃料供給回路(10)であって、第1および第2の容積型ポンプ(18a、18b)と、油圧作動装置(200)と、燃料計測ユニット(100)とを有する高圧圧送システム(18)を備える回路に関する。作動装置の摺動体(202)の位置に応じて、作動装置の供給オリフィス(OA)は、第2のポンプ(18b)の出口(40b)に接続された高圧の送出オリフィス(U1)、または低圧供給ライン(20)に接続された低圧の送出オリフィス(U2)に接続され得る。燃料計測ユニットには通過セクションが設けられ、これら通過セクションの一方(114)は、高圧圧送システムの出口に接続され、他方の通過セクション(116)は、高圧圧送システムの出口に接続され、油圧作動装置の高圧パイロット室(P1)に通じている。  (もっと読む)
(もっと読む)
環状ブレード付きターボ機械組立体のロストワックス製造の改良された方法、そのような方法を実施するための金型およびワックス型
環状ブレード付きターボ機械のステータ組立体(10)のワックス型(50)を製造する方法にして、連続的に、前記組立体のブレード(18)の空洞のインプレッションを形成するように意図されたコア(40)を型内に配置することと、ワックスを前記型内に注入することと、前記コア(40)が取り付けられたワックス型(50)を型から取り外すこととを含む方法であって、前記コア(40)が、金属で製造され、コアの半径方向の内部端部(46)が、前記空洞を含むブレード(18)を形成する型の部分(58)内に、型のこの部分の半径方向の内部端部(52)から離れて収容されるように配置されることを特徴とする、方法。  (もっと読む)
(もっと読む)
最適な内端壁を有する、ターボ機械の圧縮機のロータ
ターボ機械の圧縮機のロータは、半径方向外側端部で壁(10)に取り付けられる翼付きロータディスクを備える。壁(10)は、一次ガス流の環状流路の内端部を形成し、かつ複数の角度セクタ(12)から形成されている。各角度セクタ(12)は、円周方向(17)に連続して並んでいる、ディスクの2枚の翼(14、16)の間に画定されている。また、各角度セクタ(12)は、軸方向(25)および円周方向(17)に凸状の膨張部(22)と、前記膨張部(22)より上流に、軸方向(25)および円周方向(17)に凹んだ窪み部(24)を有する。この窪み部(24)は、略点状の底部(28)を有する。  (もっと読む)
(もっと読む)
冷間圧縮によるチタン製圧縮機ブレードの修復
本発明は、タービンエンジンの圧縮機ブレード(2)で、半径方向端部(4)に猫舌状部(5)を備え、半径方向延在長さが所定の公称半径方向延在長さ(6)より短いブレード(2)の修復方法であり、前記舌状部の壁に施される冷間圧縮加工を使用して、前記舌状部の半径方向延在長さが前記公称延在長さより長くなるように前記猫舌状部を長くするステップを含む修復方法であって、圧縮加工は、前記猫舌状部の厚さより狭い間隔だけ離間した直線母線を有する2つのローラ(7)間でブレード(2)の端部を、ブレードの前縁を後縁に接続する弦に沿って移動させることで行われるローラバニシング加工であることを特徴とする修復方法に関する。  (もっと読む)
(もっと読む)
細長い形状の部材をタービンエンジンのケーシングに固定するための装置
電気ハーネスまたはダクトなどの細長い形状の部材(12)をタービンエンジンのケーシング(14)へと固定するための装置(10)であって、前記部材の周囲に取り付けられる管状部(16)を備えており、前記管状部が、ケーシングへの固定のための少なくとも1つのタブ(18)に固定されており、前記管状部が、熱収縮プラスチック材料で製作され、加熱されて部材へと収縮するように設計されている装置。 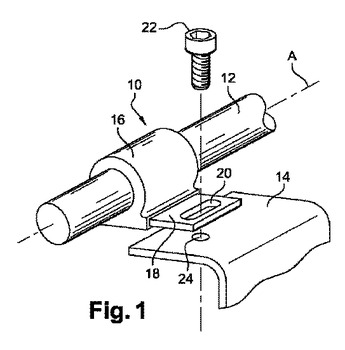 (もっと読む)
(もっと読む)
51 - 60 / 567
[ Back to top ]