
三光機械株式会社により出願された特許
51 - 60 / 102
物品計数搬出装置
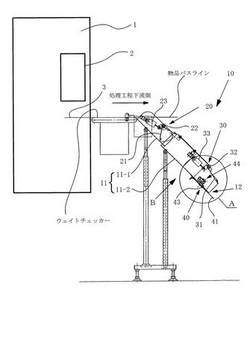
【課題】 手作業で収容手段をセットし、予め定めた個数に計数された時点で定数シャッター機構により一時係止されている物品を収容手段に搬出するのに適した動作シーケンスを提供し、手作業における作業効率を良くして作業者への負担を軽減する。
【解決手段】 第一ストッパー装置20は通常開状態でシール袋を通過させ、第二ストッパー装置30は閉塞されている。通過したシール袋の数が予め定めた定数になると、第一ストッパー装置20は閉状態にされシール袋を一時係止する。作業者が手作業によりビニール袋を出口部12に嵌め込むと袋詰め準備完了信号送出装置40が準備完了信号を送出し、制御部では第二ストッパー装置30を開放し、定数のシール袋をビニール袋に搬出する。その後、作業者は出口部12からビニール袋を離脱させるが、その際に準備完了信号が停止され、制御部では第二ストッパー装置30を閉塞し、第一ストッパー装置20を開放する。
(もっと読む)
シールロール用ヒートシール刃の工夫

【課題】出来上がった包装袋シール部分に対するデザイン上の要請により、この包装袋シール部分に模様を付加しないシールを施すことができると共に、フィルム同士の融着接合する際に発生する各種シール不良を抑えることが可能となるヒートシール刃を提供する。
【解決手段】ヒートシール刃24のシール作用面には、鏡面仕上げを施した平滑面加工部分30とV字状切れ込み加工部分32が交互に施され、ヒートシール刃25のシール作用面には、鏡面仕上げを施した平滑面加工部分31とV字状切れ込み加工部分33が交互に施されている。そして、このV字状切れ込み加工を施す際に採用する寸法は、溝の巾として0.14mmから0.18mmまでの値とし、溝の深さとして0.07mmから0.09mmまでの値とする。
(もっと読む)
ロータリー式自動包装機のサイドシールに組み込んだノッチ機構
【課題】簡易な構造で出来上がった包装体のサイドシール中央付近の正しい位置にノッチカットを確実に形成することができると共に、位置調整作業が不要になるノッチカッター機構を提供する。
【解決手段】ロータリー式自動包装機のサイドシールバー7内にはノッチカッター機構が組み込まれている。包装フィルムに対してサイドシールを施している最中において、ノッチカッターはノッチカムと当接することになり、押圧ピン32をターンテーブルの中心方向に押圧することになる。この結果、押圧ピンのノッチ刃38が可動側サイドシールバー30表面より飛び出すように動き、固定側サイドシールバー31と可動側サイドシールバー30が挟み込んでいる包装フィルムのサイドシール中央付近に対して、ノッチカットを形成することになる。
(もっと読む)
シールロール用ヒートシール刃の工夫
【課題】ロールタイプ自動包装機の横シールロールヒートシール刃において、包装袋のシール部分のデザインとしてより複雑で多様な表現手段を備えたロールタイプ自動充填包装機のヒートシール刃を提供する。
【解決手段】ヒートシール刃のシール作用面に対して微細な凸凹粗面加工と平滑面加工を交互に施すことにより規則性の模様が形成される。この凸凹粗面同士のヒートシール動作では、二つ折りされた包装フィルムに対して一部に隙間が形成されることによりフィルムシーラント層への不要な熱伝達を有効に抑制しており、平滑面同士のヒートシール動作では、二つ折りされた包装フィルムに対して充分な押圧力とヒートシール刃からの充分なる熱伝達が行われて、包装袋内の内容物が漏れ出すことのない確実な融着接合部分が形成される。
(もっと読む)
自動包装機
【課題】 超音波ホーンの先端部分の摩耗を抑制して、シール部分の仕上がり品質及び切断品質を長期間良好に維持することができると共に、生産性を向上させることができる自動包装機を提供する。
【解決手段】 超音波ホーン11は、その先端部分の軸方向中心軸を回転中心として回転可能に支持されると共に、位置制御可能な電動モータを含む超音波ホーン回転駆動機構23から回転動力を受け、例えば、前回の角錐パック成形処理の終了後に初期位置へ復帰される際に、超音波ホーン11の先端部分を予め設定された角度分だけ所定量回転させて前回位置とは異なる位置で停止保持させる。これにより、超音波ホーン11の先端部分の偏摩耗を効果的に抑制することができ、シール部分の仕上がり品質及び切断品質を長期間良好に維持することができると共に、長時間の連続運転等が可能となり生産性を向上させることができる。
(もっと読む)
多列スティック自動包装機のスライド計量機構の補強
【課題】シャッター板中央付近の重力による歪みを矯正して隙間増加を抑え、結果として重量が軽くコストの安い機構であっても粉漏れが発生しない構造を有する多列スティック自動包装機のスライド計量機構を提供する。
【解決手段】多列スティック自動包装機のスライド計量機構4において、シャッター板21の下には補強部材22が掛け渡され、このシャッター板21と補強部材22の間には、垂直方向に伸び縮み自在の押圧部材23、24、25が設置されている。そして、スライド供給盤5と、この直下に押接されているシャッター板21との隙間増加を抑えるために、シャッター板21と補強部材22の間に設けられた押圧部材23と押圧部材24と押圧部材25を垂直上方に向かって延伸調整し、シャッター板21で発生した重力による歪みを矯正している。
(もっと読む)
自動包装機の充填シュート取り付け構造の改良
【課題】調整済みの取り付け位置が変動することなく、簡単な操作(ワンタッチ動作)で充填シュート全体を取り外し若しくは取り付けできる手段を提供する。
【解決手段】充填シュート21の取り付け部は、充填シュート全体を包装機正面視左右方向に位置調整するための機構と、充填シュート本体下側を包装機正面視前後に位置調整するための機構と、この二つの位置調整機構を含む充填シュート全体を自動包装機に固定する板状部材40とで構成され、この板状部材40は、取り付け用ネジ42、43を螺動着脱することにより、位置調整済みの充填シュート全体を取り外して洗浄することができ、洗浄後に取り付け用ネジを螺動着締することにより、位置調整済みの充填シュート全体を再び正しい位置に固定できる。
(もっと読む)
角錐パック用自動包装装置
【課題】横シーラーがシールする毎に、略90度水平に回動するという繰り返し動作を行う横シール機構を備えているにも拘らず、コストアップなく、横シール機構の小型化、軽量化を図り、イナーシャを低く抑え、高速生産可能な角錐パック用自動包装装置を提供すること。
【解決手段】本発明に係る角錐パック用自動包装機10は、断面略円状のフィルム筒を作り上げる上部装置2と、この上部装置2の下方に位置し、横シールを交互から水平方向90°回転させながら施す横シール装置31と、前記装置2、31によってできる角錐パック内に内容物を投入する充填装置4と、これら各装置が取り付けられた機体1と、を備え、前記横シール装置31は、前記機体1に対して位置固定に取り付けられ、前記上部装置2は、前記横シール装置31の回転中心位置に向かって前記フィルム筒を合わせるように、前記機体1に対して位置可動に取り付けられている。
(もっと読む)
連包タイプ回転式カッター装置におけるカット位置調整機構
【課題】一つの回転駆動機構並びに一つの回転制御機構を用いて、直線カットを形成する手段とミシン目カットを形成する手段の二つのカット手段を動かすことができるカッター装置を提供する。
【解決手段】本発明に係るロータリー式自動包装機のカッター装置は、ミシン目カットを形成する手段(ミシン目カッター機構21)と直線カットを形成する手段(直線カッター機構22)とを隣接して並列設置し、一つの回転駆動機構であるサーボモータ60を用いて二つのカット手段である直線カッター機構22とミシン目カッター機構21を動かすと共にこのミシン目カット手段と直線カット手段の間に回転位相を調節する遊星ギヤ機構64を設けてカット位置調整を行う。
(もっと読む)
縦型多列自動包装機のインパルス縦シール機構に対応する充填パイプ
【課題】縦型多列自動包装機の充填パイプにおいて、インパルス縦シール機構によるシール強度を確保しつつ、インパルスヒートシールバーの押圧力の反作用によって発生する衝撃を緩和する。
【解決手段】一度に複数本のスティック包装袋を連続的にシール成形できる縦型多列自動包装機のフォーミング機構は、フォーマー部材6とこのフォーマー部材6に嵌め込まれた充填パイプ5とで構成され、この充填パイプ5には、重ね合わされた包装フィルム両端部に縦シールを施すためにインパルスヒートシールバー70が押圧され、このインパルスヒートシールバー70に相対するパイプ部51の正面部分に対して耐熱性の弾性部材54が嵌め込まれている。
(もっと読む)
51 - 60 / 102
[ Back to top ]