
Fターム[2B200EB06]の内容
単板の加工・合板製造 (2,826) | 複数工程 (78) | 矧合わせ、仕組み、プレス工程 (8)
Fターム[2B200EB06]に分類される特許
1 - 8 / 8
スカーフ面加工装置及びスカーフ面加工方法
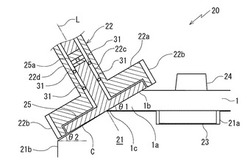
【課題】平滑なスカーフ面を得ることができるとともに、加工速度が速く、しかも小型のスカーフ面加工装置及びスカーフ面加工方法を提供する。
【解決手段】単板1が載置されるベース盤21と、円盤部22aの外周面に複数の切刃22bが等間隔で形成されるとともに単板1の上面に対して斜めに配置された回転切削カッター22と、単板1を回転切削カッター22に対して水平移動させる送り機構23,24と、複数の切刃22bで単板1を切削する際に単板1を押圧し固定する押圧機構25を備え、単板1の端部1aをスカーフ面1bに切削加工するスカーフ面加工装置20であって、回転切削カッター22の切刃22bより径方向内側の中央には中空部22cが形成されるとともに、押圧機構25は、回転切削カッター22の中空部22cに昇降自在で、かつ回転不能に設けられ、回転切削カッター22の下面より下側に突出して単板1を押圧する。
(もっと読む)
木質板の製造方法

【課題】節の多い針葉樹材を用いても抜け節が少なく且つアルカリ汚染が少ない木質板を効率的に製造する方法の提供。
【解決手段】針葉樹単板と木質単板とを前記針葉樹単板が表層に位置するように積層してなる木質板の製造方法であって、前記針葉樹単板をその含水率が10〜20質量%の範囲になるよう乾燥させ、次いで、針葉樹単板又は木質単板の少なくとも片面にレゾール型フェノール樹脂(A)、レゾルシノール樹脂(B)及び充填剤(C)を含有する木質材料用接着剤を塗布し、次いで、塗布面を介して針葉樹単板と木質単板とを積層することを特徴とする木質板の製造方法。
(もっと読む)
セパレーテッドスカーフによる板材の接合方法
【課題】単板の厚さやスカーフ面の重なり具合に誤差があっても、良好な接合を行い得るようにする。
【解決手段】図示しない接着剤を介して、多数条の溝y1を有するセパレーテッドスカーフ状のスカーフ面a2(a1)が噛み合うように、単板A1、A2を重ね合わせると共に、単板の表裏面に対する前記スカーフ面a2(a1)の投影長さLと略同等の長さL1、L2及び単板の幅Wを上回る幅W2(W1)を有する加圧面2a(1a)と、前記接着剤の性状に適応する加熱機能又は冷却機能とを具備する一対の加圧部材1、2を用いて、単板の表裏面から、重ね合わせたスカーフ面a2(a1)を熱圧又は冷圧することにより、前記接着剤を硬化させる場合に、前記加圧部材1、2の加熱面2a(1a)に於ける各単板の端部側に対向する部位の形状を、単板の表裏面に対するスカーフ面a2(a1)の投影形状に準ずる形状とする。
(もっと読む)
合板のスカーフ接合方法
【課題】湿気硬化型ウレタン樹脂系ホットメルト接着剤を採用することにより、合板のスカーフ接合に要するサイクルタイムを大幅に短縮し、生産性の向上を図る。
【解決手段】合板(1)をその厚み(T)が7.5〜35mm、幅(W)が900〜1250mm並びに長さ(L)が1600〜5000mmの合板(1)とし、そのスカーフ比が1:5〜1:10にシェービング加工されたスカーフ斜面(3f)(3r)へ、湿気硬化型ウレタン樹脂系ホットメルト接着剤(5)を100〜170g/m2 だけ塗布して、油圧コールドプレス(6a)(6b)により圧締圧力が0.8〜1.0MPaのもとで10〜20秒間冷圧硬化させる。
(もっと読む)
フィンガージョイントによる木材の接合方法とこれにより接合された木材
【課題】フィンガージョイントされた接合部において接着層が目立つことがなく、一定の強度も確保できる木材の接合方法を提供する。
【解決手段】複数の木片10のフィンガー部11同士を勘合させて接合した状態で、木材20の全体に熱硬化性樹脂30を含浸させた後、接合方向と直交する方向に熱プレスにより圧縮する。熱硬化性樹脂30は、固形分濃度5〜20重量%の熱硬化性樹脂溶液の状態で木材20に含浸され、熱プレスによる圧縮率は、30%以上とする。
(もっと読む)
横はぎ生単板及びその製造方法と装置
【課題】小巾生単板を確実、且つ強固に結合できる横はぎ生単板を提供する。
【解決手段】多数の小巾生単板11が繊維方向に対して直交方向に連続状に密に配列された横はぎ生単板において、ステープル接合箇所に相当する部分のみを当接できるように検知器を配置し、検出データに基づいて小巾生単板の前縁、後縁を切断成形する方法。
(もっと読む)
横型多段プレス装置の板材搬入構造及び板材搬出構造並びにそれらを用いた横型多段プレス装置
【課題】 被処理板材の大きさの多様化にも対応して、汎用性の高い横型多段プレス装置の板材搬入構造及び板材搬出構造と、それらを用いた横型多段プレス装置を提供する。
【解決手段】 補助搬入チェンコンベヤ220の受止面220aは、被処理板材W1が倒伏状態から起立状態に姿勢変更する際にその下端面を支持するために、搬入チェンコンベヤ202L,202Rのローダ棚203に形成された支持面203aの軌跡よりもわずかに低位に位置している。搬入ローラフレーム212(搬入ローラコンベヤ210)が上昇変位したとき、ローダ棚203の支持面203aの軌跡及び補助搬入チェンコンベヤ220の受止面220aは、いずれも搬入ローラコンベヤ210の搬送面210aよりも低位に位置している。
(もっと読む)
横型多段プレス装置の板材搬入構造及び板材搬出構造並びにそれらを用いた横型多段プレス装置
【課題】 処理枚数の大規模化にも対応して、設備費やエネルギー消費の増大を抑制でき、汎用性の高い横型多段プレス装置の板材搬入構造及び板材搬出構造と、それらを用いた横型多段プレス装置を提供する。
【解決手段】 搬入側回動軸線O1(搬入側回動軸216)が、搬入ローラフレーム212における被処理板材W1の導入終了側(奥側)に搬送方向に沿って配置されている。被処理板材W1の導入開始側(手前側)において、左右一対の搬入側油圧シリンダ217L,217Rが、搬入ローラフレーム212と立設フレーム204L,204Rとの間に設置され、ロッド217aの伸縮により搬入ローラコンベヤ210の導入開始側を昇降調節する。
(もっと読む)
1 - 8 / 8
[ Back to top ]