
Fターム[2B200ED08]の内容
単板の加工・合板製造 (2,826) | 矧合わせ (125) | 接合縁の縁の形状 (18) | スカーフジョイント (9)
Fターム[2B200ED08]に分類される特許
1 - 9 / 9
スカーフ面加工装置及びスカーフ面加工方法
【課題】平滑なスカーフ面を得ることができるとともに、加工速度が速く、しかも小型のスカーフ面加工装置及びスカーフ面加工方法を提供する。
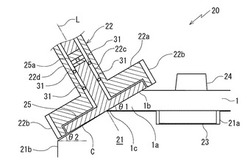
【解決手段】単板1が載置されるベース盤21と、円盤部22aの外周面に複数の切刃22bが等間隔で形成されるとともに単板1の上面に対して斜めに配置された回転切削カッター22と、単板1を回転切削カッター22に対して水平移動させる送り機構23,24と、複数の切刃22bで単板1を切削する際に単板1を押圧し固定する押圧機構25を備え、単板1の端部1aをスカーフ面1bに切削加工するスカーフ面加工装置20であって、回転切削カッター22の切刃22bより径方向内側の中央には中空部22cが形成されるとともに、押圧機構25は、回転切削カッター22の中空部22cに昇降自在で、かつ回転不能に設けられ、回転切削カッター22の下面より下側に突出して単板1を押圧する。
(もっと読む)
木製スダレの製法

【課題】くず材を用いることができる木製スダレの製法を提供する。
【解決手段】天然木材の矩形状の端尺板片の平行な二辺を、傾斜角度をもって削って片刃型勾配面を二辺の各々に形成して、単位板片材を作製する。次に、色の相違する単位板片材を上記勾配面の接着によって順次連続させて定尺帯板状中間材を作製する。その後、帯板状中間材を長手方向に沿って小幅寸法wに切断分割して、小帯状ひご8を作製する。小帯状ひご8を織ってスダレとするための織り糸12を、ひご8に於て勾配面相互の接着による色の変化境界部に、対応して配置する。
(もっと読む)
セパレーテッドスカーフ面の形成方法
【課題】セパレーテッドスカーフ面が精度良く形成できる形成方法を提供する。
【解決手段】適宜形状の切刃を有するカッターの1個又は複数個を、複数個の場合には、相互にカッターn個分(nは、1以上の整数)の間隔を隔てて、回転軸に嵌装して成る溝部分加工部材(選択図には、図示せず)を、板材10の端部の表裏面に対して斜交状に移動させて、板材10の端部へ適数条の溝10aを限定的(部分的)に形成する動作と、板材10又は溝部分加工部材の少なくともいずれか片方を、適宜距離づつ板材の幅方向へ移動させる動作とを、所望回数だけ交互に繰り返すことにより、所望の断面形状を有する溝10aの所要条数を、板材10の幅方向に対して並列状に形成するに際し、各カッターの左右の空間等を活用して、板材10の端部が拘束できる部材を配設し、溝を形成する時期には、新たに溝が形成される部位の近傍を暫時拘束しながら、限定的に溝を形成する。
(もっと読む)
セパレーテッドスカーフによる板材の接合方法
【課題】単板の厚さやスカーフ面の重なり具合に誤差があっても、良好な接合を行い得るようにする。
【解決手段】図示しない接着剤を介して、多数条の溝y1を有するセパレーテッドスカーフ状のスカーフ面a2(a1)が噛み合うように、単板A1、A2を重ね合わせると共に、単板の表裏面に対する前記スカーフ面a2(a1)の投影長さLと略同等の長さL1、L2及び単板の幅Wを上回る幅W2(W1)を有する加圧面2a(1a)と、前記接着剤の性状に適応する加熱機能又は冷却機能とを具備する一対の加圧部材1、2を用いて、単板の表裏面から、重ね合わせたスカーフ面a2(a1)を熱圧又は冷圧することにより、前記接着剤を硬化させる場合に、前記加圧部材1、2の加熱面2a(1a)に於ける各単板の端部側に対向する部位の形状を、単板の表裏面に対するスカーフ面a2(a1)の投影形状に準ずる形状とする。
(もっと読む)
合板のスカーフ接合方法
【課題】湿気硬化型ウレタン樹脂系ホットメルト接着剤を採用することにより、合板のスカーフ接合に要するサイクルタイムを大幅に短縮し、生産性の向上を図る。
【解決手段】合板(1)をその厚み(T)が7.5〜35mm、幅(W)が900〜1250mm並びに長さ(L)が1600〜5000mmの合板(1)とし、そのスカーフ比が1:5〜1:10にシェービング加工されたスカーフ斜面(3f)(3r)へ、湿気硬化型ウレタン樹脂系ホットメルト接着剤(5)を100〜170g/m2 だけ塗布して、油圧コールドプレス(6a)(6b)により圧締圧力が0.8〜1.0MPaのもとで10〜20秒間冷圧硬化させる。
(もっと読む)
板材の接合方法
【課題】板材の厚さ誤差、板材の搬送誤差等に起因する、板材の接合不良を、防止乃至は大幅に軽減させる。
【解決手段】接合すべき板材A5、A6の端面を、夫々スカーフ状に形成すると共に、板材A6のスカーフ面a6へ、接着剤Cを塗布し、次いで、双方の板材A5、A6のスカーフ面a5、a6を重ね合わせると共に、前記接着剤Cの性状に適応する加熱機能又は冷却機能を具備した一対の加圧部材1、2を用いて、板材5、6の表裏面から、重ね合わせたスカーフ面a5、a6を熱圧又は冷圧することにより、前記接着剤Cを硬化させて、板材A5、A6を接合するに際し、前記一対の加圧部材1、2の加圧面1a、2aの長さL1、L2を、正常な厚さTを有する板材A5の表裏面に対する前記スカーフ面1aの投影長さLよりも、適宜寸法αだけ短く設定し、主として各板材A5、A6のスカーフ面a5、a6の中央を中心とする大部分を、限定的に熱圧又は冷圧する。
(もっと読む)
接合単板と基材との接着方法
【課題】 単板を熱硬化性接着剤により複数層に接着して板材を製造する際、繊維方向に接合された単板を用いる場合であっても、生産性良く製造すること。
【解決手段】 単板9の接着剤が全面に塗布された傾斜面9aと、単板11の傾斜面11aとにおいて、一端9bとの他端11cとを、また他端9cと一端11bとを各々相対した状態で、突起部1a及び突起部3aとの各間で5秒間加熱圧締して仮接合単板V1、V2・・とし、これら仮接合単板の2枚を、接着剤を介して重ね合せて2分間加熱圧締して第1板材W1とし、次に第1板材W1の表裏面に仮接合単板を接着剤を介して重ね合せて2分間加熱圧締して第1板材W2とし、以下同様の動作を適宜枚回数繰り返し、板材を製造する。
(もっと読む)
板状体のスカーフ面加工方法及び装置
【課題】 ねじれ、あばれ、反りなどの所謂あばれが生じている板状体の端部をスカーフ面に加工する際、該あばれを順次平坦になるように矯正し、該順次平坦に矯正さた部分を該回転切削刃物で順次スカーフ面に加工することで、加工精度の高い、良好な切断面を得る。
【解決手段】 板状体3の端部を回転切削刃物5でスカーフ面に切削加工する際に、該回転切削刃物の移動する方向の下手側で且つ該板状体3の刃物受台7に接する表面と反対側の表面における該回転切削刃物5の刃先5aの近傍の表面のうち、少なくとも該板状体3から切削屑17として排除される側の前記表面の少なくとも一部分を押圧する押圧部材11で押圧しながら切削加工を行う。
(もっと読む)
接合装置
【課題】板状体の接合箇所を加熱圧締して接合する際、圧締時間を短くできる接合装置を提供する。
【解決手段】板状体W1と板状体W2の接合箇所を第1上熱板15と第1下熱板17とで1次加熱圧締して1次接合させた後、板状体W2の後端が第1上熱板15の中心に達するまで搬送ロール31で搬送すると共に、1次接合した接合部に第2上熱板63の搬送方向中心が到達するまで、移動基台51を移動させ、次に前記接合部を第2上熱板63と第2下熱板65とで2次加熱圧締し、そして2次加熱圧締中に板状体W3の接合箇所が第1上熱板15の搬送方向の中心に到達後、板状体W2の後端と板状体W3の前端の接合箇所を第1上熱板15と第1下熱板17とで1次加熱圧締する。
(もっと読む)
1 - 9 / 9
[ Back to top ]