
Fターム[2B260CB03]の内容
Fターム[2B260CB03]に分類される特許
1 - 20 / 28
有害化学物質低減木質ボードの製造方法と有害化学物質低減木質ボード
【課題】木質ボードにおいて、フェノール樹脂、メラミン樹脂、ユリア樹脂、イソシアネ
ート樹脂等の石油系樹脂を接着剤に使用しながら接着耐久性や操作性を確保しつつシック
ハウス症候群の原因である有害化学物質を有意義な程度まで低減した木質ボードの実現。
【解決手段】単板状物、圧延により解繊したシート状物、細いスティック状物、フレーク状物及びストランド状物の少なくとも1以上の集合体からなる木材原料に接着剤を塗布または撒布して一対の熱盤を具えるホットプレスの熱圧により木質ボードを形成するのに併せて前記接着剤の加熱により発生した有害化学物質を排出手段により強制的に外部に放散させてなる有害化学物質低減木質ボードの製造方法の提供により上記課題を解決する。
(もっと読む)
木質合成建材の製造方法

【課題】合板の木粉という廃材を有効に利用することができ、天然木材の風合いに近似した木目調の外観を呈する合成建材を得ることができ、極めて汎用性の高い木質合成建材の製造方法を提供する。
【解決手段】木材繊維又は木片に接着剤を添加し、加圧することによって製造された合板の木粉、及び、熱可塑性合成樹脂を主原料とし、これらの主原料に副原料を添加した材料を、160〜200℃の温度条件下で加熱溶融したのち、ペレット化して原料ペレットを生成し、原料ペレットから、合板の木粉に由来する含有水分、及び、含有接着剤成分を積極的に除去することなく、当該原料ペレットを押出成形機、又は、射出成形機に投入し、150〜200℃の温度条件下で加熱溶融し、型から押し出し、又は、型内に射出する。
(もっと読む)
木質系複合材料
【課題】密度の割に曲げ強さ、曲げ弾性係数等の機械的強度の高い木質系複合材料を提供する。
【解決手段】上記木質系複合材料を、毛羽立たせたアスペクト比5.0以上の間伐材ストランドが98%以上からなる木質材料片が接着剤を介し配向積層され、さらに熱圧成形されて接着剤により木質材料片同士が結合されてなるものとする。
(もっと読む)
木質樹脂組成物及び木質ペレット
【課題】成形時の流動性に優れ、水蒸気処理木質材料の混合割合が80質量%であっても成形を行うことができる木質樹脂組成物及び木質ペレットを提供する。
【解決手段】本発明の木質樹脂組成物は、木質材料を水蒸気によって加熱処理した水蒸気処理木質材料と樹脂とが混合された木質樹脂組成物であって、前記樹脂はポリエチレンオキサイドとマレイン酸変性ポリオレフィンとを含むことを特徴とする。
(もっと読む)
オガライト製造装置、およびオガ炭
【課題】オガライト製造装置におけるおが粉の回り止めやガス抜きの機能を備えるとともに、自然な外観のオガライトやオガ炭を得るための技術を提供する。
【解決手段】本発明にかかるオガライト製造装置Aは、木粉を入口から出口に向かって内径が縮径した圧縮筒に圧入して、さらに内径が縮径した成形器2を通過させることによって、高温・高圧状態となして、棒状で溝無し孔無しのオガライトを成形する装置であって、前記成形器2の内面には、所定の厚みの凸条が圧入側から排出側に向かって形成され、前記凸条の厚みは、排出方向に向かって徐々に薄く形成され、前記凸条の高さは、排出方向に向かって徐々に低く形成されて、成形器2の排出側の内径と面一になるように構成されている。該オガライト製造装置Aで製造した棒状で溝無し孔無しのオガライトを炭化させることによって、棒状で溝無し孔無しのオガ炭が得られる。
(もっと読む)
木繊維−プラスチック複合材製品を製造する方法
リグノセルロース材料の繊維又は天然繊維と、プラスチック材料とを含む複合材製品を製造する方法は、熱硬化性樹脂及び熱可塑性ポリマー、モノマー、又はオリゴマーを含む液体又は粒状のバインダー調合物を利用する。プラスチック製造における供給原料として使用するために又はプラスチック製造における供給原料を作る際に使用するために作られる複合材製品は、プラスチック押出機において熱及び機械的剪断の下で細分化されて、前記繊維の大部分を放出し得るか、又は前記製品は、他の形態の中間製品として若しくは最終製品として有用であり得る。 (もっと読む)
木質繊維板およびその製造方法
【課題】厚さ方向に実質的に密度に差がなく均一である木質繊維板を一度に2枚作成する。
【解決手段】木質繊維を主材として接着剤を混合したものをフォーミングして第一の繊維マット層を形成し、その上にサンダーダストを90重量%以上含むものを接着剤なしでフォーミングしてサンダーダストマット層を形成し、さらにその上に第一の繊維マット層形成と同様にして第二の繊維マット層を形成し、これらマット層からなる積層体を熱圧成形し、得られた木質繊維板(図1)の表裏面のプレキュア層をサンディングにより除去して、平均密度が0.65〜1.00g/cm3であって且つ密度差が0.05g/cm3以下である第一の繊維層1および第二の繊維層3が分割層2を挟んで積層されてなる木質繊維板を製造する。この木質繊維板は分割層で容易に分割され、2枚の薄い木質繊維板を得る。
(もっと読む)
繊維板およびその製造方法
【課題】曲げ性能と長さ方向の寸法安定性能に優れた繊維板を提供する。
【解決手段】木材チップを約90〜100℃の高温水中に2時間程度浸漬させた後、約18〜22℃の常温水中に24時間程度浸漬させる。常温水浸漬後の木材チップを約0.7MPaで6分間程度蒸煮した後に解繊する。得られた木質繊維にMDIとワックスを全乾木質重量比で各8%程度と1%程度添加し、乾燥後に乾式法によりマット上にフォーミングする。含水率おおよそ10%のフォーミングマットを熱圧温度約190℃、マットが受ける最大圧力5.5MPa程度、熱圧時間おおよそ3分間の条件で熱圧する。このような高温水や常温水による蒸煮前の簡易な処理により、曲げ性能と長さ方向の寸法安定性能に優れた繊維板が得られる。
(もっと読む)
木質材の接合方法、木質材の接合機、及び木質具
【課題】有機接着剤などを用いることなく木質材間の位置関係を略固定することが可能な木質材の接合方法、木質材の接合機および木質具を提供する。
【解決手段】結合剤を含有する例えばMDFと称される木質ボード101及び102を接合するに際し、前記複数の木質ボード101及び102の接合部分に、例えば炭素鋼から成り、先端がフラットで、先端から見て平面視円形である棒状部材103を、矢印A方向に例えば500rpm〜2500rpmの回転数で回転させつつ押入し、回転により生じる摩擦熱と相俟って前記複数の木質ボード同士の接合部に接合孔を形成し、2枚の木質ボード同士の位置関係を略固定させる。
(もっと読む)
木粉固化成形体及びその製造方法
【課題】木粉固化成形体及びその製造方法において、木粉固化成形体が生分解性と再利用性を有する環境に優しい材料からなり、優れた切削性を有し切削工具を傷めず、適度な硬さと強度を有し精密な切削加工が可能で、しかも靭性を有し薄物成形が可能なこと。
【解決手段】木粉固化成形体1の製造方法は、大鋸屑・間伐材チップ2を水分20重量%以下に乾燥する乾燥工程(S10)と、粉砕機で微粉砕して平均粒子径150μmの木粉とする粉砕工程(S11)と、木粉をポリオール樹脂3,エポキシ樹脂4,イソシアネート樹脂6と混合する第1混合工程・第2混合工程(S12,S13)と、常温で200kg/cm2 の圧力を掛けてプレス成形して木粉ブロックとする常温プレス成形工程(S14)と、木粉ブロックを静置して未反応部分を完全反応させるとともに残留応力を除去する養生工程(S15)、または高周波加熱工程(S16)を具備する。
(もっと読む)
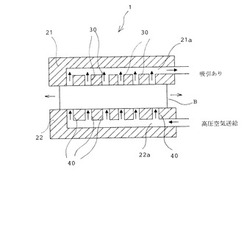
コルク栓及びコルク栓の製造方法並びにコルク栓製造用成型装置
【課題】径方向の柔軟性に富み、且つ、長手方向の強度も保有し、密封性及び抜栓性に優れたコルク栓及びその製造方法並びにその製造用成型装置を提供する。
【解決手段】多数のコルク粒1a…をバインダー樹脂1bと共に圧縮成型し、コルク粒1a…をバインダー樹脂1bで固定化して柱状体とされたコルク栓1であって、上記成型時の圧縮が、上記柱状体の長手方向に直交する方向に沿ってなされたコルク栓である。また、このコルク栓1は、コルク粒1a…とバインダー樹脂1bとを混練し、水平な成型基台21上の複数の分割型31〜34によって囲まれた成型空間30に上記混練物10を装填し、上記複数の分割型31〜34を上記成型基台21上で上記成型空間30を狭める方向にスライドさせて混練物10を柱状に圧縮成型し、得られた柱状の成型体10Aを加熱して上記バインダー樹脂1bを硬化させ、上記コルク粒をバインダー樹脂で固定化することによって得られる。
(もっと読む)
木質系チップ成形体
【課題】特殊な装置ではなく、汎用の装置を用いて原料チップを得ることができ、しかも従来の木質複合材料と同等あるいはそれ以上の性能が得られる木質系チップ成形体を提供する。
【解決手段】木質系チップ成形体を、木質系材料を破砕して得られた原料チップと結合剤との混合物が、原料チップの長手方向を略一軸方向に揃えた状態で積層されたマットを加熱プレス成形して得られる木質系チップ成形体において、
前記原料チップが、気乾比重0.5以上の木材を破砕機で破砕して得られた繊維方向に長い平均アスペクト比15以上の破砕チップであるものとする。
(もっと読む)
竹長維管束集合体およびその製造方法、並びにこれを用いたブロック材
【課題】ブロック材の製造に適した長繊維で、経時的に起こる硬化が少なく、かつ接着性がよい竹長維管束集合体と、この竹長維管束集合体を用いて、機械的強度に優れたブロック材を提供する。
【解決手段】(1)竹植物の茎部分を圧縮して平面状にする圧縮工程、(2)前記茎部分の表面部分を除去する表皮除去工程、(3)圧力3〜10atm、温度130〜200℃の条件で、水酸化ナトリウム、炭酸ナトリウム、石灰、界面活性剤から選ばれる一種以上からなる柔軟剤を含む水に浸漬してなる柔軟化工程、(4)圧縮して維管束を分離させる分繊工程、を順次経て製造される。また、ブロック材は、この竹長維管束集合体に熱硬化性樹脂を含浸させ、金型中、加熱下で加圧成型して製造される。
(もっと読む)
スパークリングワイン用のコンポジットコルク材料の栓およびその製造方法
本発明は、密接に結合し、粒度分布が異なる2つの範囲の粒体から生成される2種類のコルク凝集体からなり、2種の凝集体の間の接合表面がこれらの相互貫入によって不規則である、スパークリングワイン用のコンポジット材料から形成される栓に関する。本発明はまた、個別の成形(ピースバイピース)により2種の粒体およびそれぞれの添加剤の同時供給を行ない、型を押付けにより閉じ、次いで重合のための時間加熱する、これらの栓の製造方法に関する。用いる粒体は、通常、例えばTDIを基にする擬似プレポリマーまたはMDIベースを基にする擬似プレポリマーからなる反応性凝集剤で処理する。脱型後、未仕上栓を安定化させ、そして後に最終寸法に機械加工する。  (もっと読む)
(もっと読む)
接着剤系及び木をベースとする製品を製造する方法
本発明は、木をベースとする製品を製造するための方法において、該方法は木をベースとする材料の1以上の片に接着剤系を施与すること及び該1以上の片を、或る材料の1以上のさらなる片と接合させることを含み、該接着剤系は澱粉を含む一の成分及び、アミン基又はアミド基を含む1以上のポリマー(P)を含む別の成分を含み、該2つの成分は別々の成分として木をベースとする材料に施与される方法に関する。本発明は、澱粉を含む成分及び、アミン基又はアミド基を含む1以上のポリマー(P)を含む別の成分を含み、該2つの成分が混合されていない別々の成分として存在する接着剤系にもまた関する。本発明は、木をベースとする製品にもまた関する。 (もっと読む)
草(草本植物)繊維
本発明は、草(草本植物)繊維に関する。草を解繊するための様々な方法が開発されてきたが、化学的な解繊方法は環境汚染を増加させ、機械的に粉砕する方法は、繊維の長さが短くて使用範囲が限定されていた。そこで、家庭用のミキサーを大型に変形した解繊機に草を入れて長い繊維を解繊することができるようにし、解繊された繊維に粘土と水を混合し、成形、乾燥させて建築用内装材として利用できる成形用混合物と、成形用混合物を用いて保温、断熱、遮音、防火ボードと、煉瓦と、ブロックと、しっくい工事(セメントモルタルの代用)の混合物を製造し、繊維を沸騰水に浸して張力を向上させ、繊維にセメントを混合して保温、断熱、遮音、防火セメントボード、セメント角材を製造し、繊維と接着剤を混合して繊維ボードを製造し、繊維に粘剤を混合して紙を製造し、繊維を糸に紡績し、繊維に圧力を加えて繊維保温材を製造するなど、実生活に有用な様々な製品を製造することができる。 (もっと読む)
構造体
【課題】本発明は、木質複合材料を構造材として構成され、極めて剛接合に近い接合強度を備えた構造体を提供することにある。
【解決手段】建物の骨組みを構成する構造体が、厚さ1〜11mm、長さ20〜150mmの範囲にある多数の木質材料片と、これらの木質材料片同士を結合させるための結合剤とを含む材料を、木質材料片の長さ方向の向きをほぼ同一方向に配向させた状態で積み重ね、加熱および積み重ね方向に加圧して、前記木質材料片同士を圧縮結合させて得られる複合材料を、木質材料片の配向方向を長さ方向として加工してなる構造材で構成されており、この構造材の密度が、0.65〜0.9g/cm3で、かつ、木質材料片の嵩密度に対して1.2〜3.0倍の範囲にある。
(もっと読む)
建具芯材およびこの建具芯材を備えた建具
【課題】本発明は、環境に配慮した木質系構造材料で構成されており、反りや曲がり等の寸法変化が少なく、接合具(ビスや釘等)の接合強度に優れた建具芯材およびこの建具芯材を備えた建具を提供することにある。
【解決手段】重量比70%以上が、密度0.3〜0.6g/cm3、厚さ1〜11mm、長さ20〜150mmの範囲にある多数の木質材料片と、これらの木質材料片同士を結合させるための結合剤とを含む材料を、木質材料片の長さ方向の向きをほぼ同一方向に配向させた状態で積み重ね、加熱および積み重ね方向に加圧して、前記木質材料片同士を圧縮結合させて得られる密度0.6g/cm3以上の複合材料により、木質材料片の配向方向と圧縮方向とに垂直な方向を厚さ方向となるように加工されてなる芯材を枠状に組むことにより建具芯材を形成している。
(もっと読む)
圧縮木製品の製造方法
【課題】圧縮成形された木材を補強する補強部材をその木材に対して容易に装着することができる圧縮木製品の製造方法を提供する。
【解決手段】木材を3次元形状に圧縮成形する圧縮工程と、前記圧縮工程で圧縮した木材の端部を当該端部の肉厚方向に把持することによって前記木材を補強する補強部材を装着する装着工程と、を含み、前記装着工程は、対をなす第1および第2の金型によって前記木材と前記補強部材とを挟持し、前記補強部材を前記木材の端部に圧入する。
(もっと読む)
圧縮木製品の製造方法
【課題】圧縮成形された木材を補強する補強部材をその木材に対して容易に取り付けることができる圧縮木製品の製造方法を提供する。
【解決手段】木材を3次元形状に圧縮成形する圧縮工程と、前記圧縮工程で圧縮した木材を射出成形金型内に配置し、合成樹脂を射出成形することによって前記木材の表面に所定の形状をなす合成樹脂部を形成する合成樹脂部形成工程と、を有する。前記合成樹脂部は、一連の形状をなし、その一部がボス状またはリブ状をなすように成形する。前記合成樹脂部形成工程を行う前に、前記圧縮工程で圧縮された木材に対して開口部を形成する開口部形成工程をさらに有し、前記合成樹脂部形成工程において、前記開口部形成工程で形成した開口部の少なくとも周縁部に前記合成樹脂を付着固定させても構わない。
(もっと読む)
1 - 20 / 28
[ Back to top ]