
Fターム[2F046BB01]の内容
定量供給又は排出をする重量測定 (862) | 排出手段 (90) | バルブ又はフラッパ (50)
Fターム[2F046BB01]に分類される特許
1 - 20 / 50
計量装置
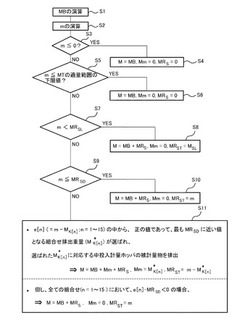
【課題】被計量物の計量速度および計量精度が従来例よりも向上する計量装置を提供する。
【解決手段】計量装置100の制御器は、重量検知手段の出力信号に基づいて被計量物の目標重量MTから大投入計量ホッパ21のボリューム投入重量MBを差し引いた被計量物の不足重量mを演算し、この不足重量mに基づいて中投入計量ホッパ64、65、66、44における組合せ選択排出の要否およびロスインホッパ42におけるロスイン排出の要否を判定する。
(もっと読む)
魚の自動計量装置および自動計量方法

【課題】
風袋を用いずに容積式計量および重量式計量を計量精度を維持しつつトータルの計量時間の最短化を実現する。
【解決手段】上段に容積式自動計量部100が位置し、その直下となる下段に重量式自動計量部200が位置する。重量式自動計量部200の直下に搬送容器400の搬送ライン300が通過する。容積計量された魚が重量計量チャンバー201に落下投入される間は、重量計量チャンバーの荷重がロードセル202に掛からないように重量計量チャンバーをアクチュエータ204で押し上げる。アクチュエータ204は、重量計量チャンバーへの魚の落下投入が終えた直後に下降して、重量計量チャンバーの荷重がロードセル202に掛かかる位置で、重量計量チャンバーの被支持部から離れる。
(もっと読む)
計量装置
【課題】 計量精度の向上及び被計量物への異物の混入の防止を図り、さらに装置全体のコンパクト化を図ることができる計量装置を提供する。
【解決手段】 計量ホッパ1と、計量ホッパ1を吊り下げ支持する4つのロードセルLC1〜LC4と、ロードセルLC1〜LC4の出力信号に基づいて計量ホッパ1内の被計量物の重量を算出する重量算出手段とを備え、計量ホッパ1のホッパ本体11と第1、第2排出ゲート12a、12bとが配置される第1の領域Pと、ロータリアクチュエータ21a、第1軸受部28A、第3軸受部28C、2つの吊り部17及び2つのロードセルLC1,LC2が配置される第2の領域Qと、ロータリアクチュエータ21b、第2軸受部28B、第4軸受部28D、2つの吊り部17及び2つのロードセルLC1,LC2が配置される第3の領域Qとを隔壁53,54で区画するよう構成されている。
(もっと読む)
被計量物供給装置
【課題】 被計量物の排出時間の短縮を図り、かつ定量性の向上を図ることができる計量装置の被計量物供給装置を提供する。
【解決手段】 上下方向に延在するように設けられた円筒状の筒体1と、筒体1の下端の開口部1aの開閉に用いる一対のカットゲート2、3と、一対のカットゲート2、3を開閉駆動するためのサーボモータ10と、一方のカットゲート2の両外側に一端が固定され、他端が回動自在に支持される第1軸2a及び第2軸2bと、他方のカットゲート3の両外側に一端が固定され、他端が回動自在に支持される第3軸3a及び第4軸3bと、互いに逆方向に回動するように第1軸2aと第3軸3aとを連結する第1連結部4aと、互いに逆方向に回動するように第2軸2bと第4軸3bとを連結する第2連結部4bとを備え、サーボモータ10によって第1軸2aを回動することにより一対のカットゲート2、3の開閉動作を行うように構成されている。
(もっと読む)
紙材供給装置及び紙材供給方法
【課題】紙材重量の計測精度を向上させることが可能な紙材供給装置及び紙材供給方法を提供する。
【解決手段】紙材供給装置1は、細断された紙材11を貯留する貯留部4と、貯留部4の紙材11を、ダクト31へと送り出す送り出し部材47と、ダクト31内に気流を発生させる送風機29と、ダクト31の下流側に設置され、ダクト31内を気流により搬送された紙材11を受け止め、重量を計測する重量計測器71と、各部の動作を制御する制御部7とを備え、制御部7は、重量計測器71による計測値Wn及び紙材の搬送に要した時間tnに基づいて、送り出し部材47の駆動量を制御する。
(もっと読む)
粉粒体の通過制御装置
【課題】スライド部材を円滑に操作することができるとともに、スライド部材の破損を防止することができる、粉粒体の通過制御装置を提供すること。
【解決手段】
粉粒体が供給される供給側通路20と、粉粒体を排出する排出側通路21とを備える供給装置1において、供給側通路20と排出側通路21との間に、貫通穴19を有し、上下方向に投影したときに、供給側通路20の下端部と貫通穴19とが、供給側通路20から貫通穴19への粉粒体の流入を許容するように重なる第1位置と、供給側通路20の下端部と貫通穴19とが、供給側通路20から貫通穴19への粉粒体の流入を許容しないように重なる第2位置とにスライド可能なスライド板12を設ける。
(もっと読む)
供給装置
【課題】計量対象物を精度よく計量することができる供給装置を提供すること。
【解決手段】
粉粒体を計量装置4に供給する供給装置1において、計量目標重量(WI)に基づいて計算された第1目標重量(Wi1)に、任意の落差重量(kf)を積算して見込み落差重量(Wf1)を計算し、その見込み落差重量(Wf1)を落差検量線(f1:r=f(Wf))に代入して第1回転数(r1)を計算するCPU13を備え、第1供給モード(S1)において、CPU13に、モータ7の回転数を第1回転数(r1)に制御させる。
(もっと読む)
計量装置
【課題】被計量物の計量速度および計量精度が従来例よりも向上する計量装置を提供する。
【解決手段】計量装置100は、組合せ演算において、中投入計量ホッパ64、65、66、44内の被計量物の重量の合計が、所定の組合せ目標重量に最も近くなる中投入計量ホッパ64、65、66、44の組合せが求められ、組合せに選ばれた中投入計量ホッパ内の被計量物が組合せ選択排出され、被計量物の計量速度および計量精度が、ボリューム投入重量MB、組合せ目標重量と、小投入排出重量MRとによって調整される。
(もっと読む)
粉体供給用計量装置
【課題】熱を有する粉体がフレキシブルパイプを通過しても、該フレキシブルパイプの膨張又は収縮が発生せず、計量ホッパでの粉体計量を正確に行うことができる粉体供給用計量装置を提供する。
【解決手段】内部の粉体とともに全体重量を計量する計量器12を有する計量ホッパ3を具備し、計量ホッパ3の上部に、途中にフレキシブルパイプ16を有する粉体供給用の接続管路5が接続された粉体供給用計量装置であって、接続管路5及びこの接続管路の途中のフレキシブルパイプ16には、接続管路5及びフレキシブルパイプを一定の温度に保持するための調温手段50が設けられていることを特徴とする。
(もっと読む)
供給機
【課題】入力作業の手間を軽減でき、かつ、供給能力および供給精度の低下を防止できる、供給機を提供する。
【解決手段】操作パネル24から各段の供給時間(駆動時間)TF(1),TF(2),TF(3)が入力されると、各段について、駆動速度記憶部32に記憶されている駆動速度に応じた第1落差量WF(1)、第2落差量WF(2)および第3落差量WF(3)が取得され、当該第1落差量WF(1)、第2落差量WF(2)および第3落差量WF(3)からスクリューフィーダ5による原料の供給速度SI(1),SI(2),SI(3)が演算される。そして、当該供給速度SI(1),SI(2),SI(3)と操作パネル24から入力された供給時間TF(1),TF(2),TF(3)との乗算値にそれぞれ第1落差量WF(1)、第2落差量WF(2)および第3落差量WF(3)が加算され、これらの加算値が第1目標供給量WI(1)、第2目標供給量WI(2)および第3目標供給量WI(3)として自動的に設定される。
(もっと読む)
コーンバルブ式計量ユニット
【課題】被計量物の排出時間を従来例よりも短縮できるコーンバルブ式計量ユニットを提供する。
【解決手段】コーンバルブ式計量ユニット200のコーンバルブ50は、ホッパ本体10の内壁面に対置された弁座51と、弁座51に当接する弁体52と、弁体52から上下方向に沿ってホッパ本体10の外部にまで延びる弁軸53と、を備える。コーンバルブ10は、弁軸53が上下動することにより、弁座51および弁体52を用いて開閉し、弁体52は、弁軸53が回動することにより、弁軸53を用いて回転する。
(もっと読む)
供給機
【課題】実測される落差量の異常値による落差設定値の変動を抑制でき、供給対象機への計量設定値の被供給物の良好な供給を達成できる、供給機を提供する.
【解決手段】計量ホッパ3への原料の供給量が計量設定値から落差設定値を減算して得られる供給停止値に達すると、オーガスクリュー7の回転が停止される。停止後、落差量の実測値である実落差量および計量ホッパ3内の原料の重量の実測値である実重量値がメモリ22に記憶される。メモリ22に記憶されている実落差量の相乗平均である落差推定値Fpc(i)が演算される。また、メモリ22に記憶されている実重量値およびから計量設定値から偏差平均値Epc(i)が演算される。そして、落差推定値Fpc(i)および偏差平均値Epc(i)に基づいて、落差設定値WF(i)が補正される。
(もっと読む)
被計量物供給装置
【課題】 簡単な構成で粒状の被計量物の排出時間の短縮を図ることができる計量装置の被計量物供給装置を提供する。
【解決手段】 上端の供給口13bから粒状の被計量物が供給され、上下方向に延びた筒状シュート10と、筒状シュート10の下端の開口部を開閉するための一対のカットゲート14A,14Bとを有し、筒状シュート10の上部下流シュート部11aが被計量物の通過を阻止し、かつ空気の通過を許容する通気部材で構成されている。
(もっと読む)
計量装置
【課題】 大量の被計量物が供給される場合でも計量時間の短縮を図ることができる計量装置を提供する。
【解決手段】 上方から落下供給される被計量物を一時保持した後、下方へ排出する計量ホッパ1と、計量ホッパ1を吊り下げ支持するロードセルLC1〜LC4と、ロードセルLC1〜LC4の出力信号に基づいて計量ホッパ1内の被計量物の重量を算出する重量算出手段と、計量ホッパ1の外壁に固定された被支持部31と、被支持部31を下方から支持するための支持部30を有し、支持部30を移動させることによって、支持部30が被支持部31を下方から支持した状態と、支持部30が被支持部31から離れた状態とを切り替え可能に構成された下支え機構部21とを備えている。
(もっと読む)
計量装置
【課題】被計量物の計量速度および計量精度が従来例よりも向上する計量装置を提供する。
【解決手段】計量装置100は、被計量物の目標重量未満の被計量物が供給されることにより、被計量物が計量されるとともに計量後の被計量物が排出される大投入計量ホッパ21と、大投入計量ホッパ21の上方の計量ホッパ本体20に配されたカットゲート15A、15Bと、カットゲート15A、15Bの上方の計量ホッパ本体20内のコーンバルブ80と、を備え、カットゲート15A、15Bを閉め、コーンバルブ80を開くことにより、コーンバルブ80とカットゲート15A、15Bとの間の計量ホッパ本体20内をボリューム計量部20Aに用い、ボリューム計量部20Aに被計量物の充填が行われ、カットゲート15A、15Bを開き、コーンバルブ80を閉めることにより、ボリューム計量部20A内の被計量物の大投入計量ホッパ21へのボリューム投入が行われる。
(もっと読む)
供給装置
【課題】動作が停止された時点で原料が残ることによる無駄をなくすことができる、供給装置を提供する。
【解決手段】供給装置1は、調整停止機能を有している。調整停止機能がオンにされると、混合ユニット19、供給配管26および成形機ホッパ27内における原料の貯留量および操作パネルの操作によって設定された製品重量に基づいて、混合ユニット19、供給配管26および成形機ホッパ27内に残量を残すことなく、調整停止機能がオンにされた時点で操作パネルに表示されていた停止タイミングで供給装置1および成形機2の動作が停止されるように、オン後に成形機2に供給されるべき原料の量である残供給量が設定される。そして、その設定された残供給量に基づいて、供給装置1の動作が停止される。
(もっと読む)
計量容器および計量方法
【課題】簡易な構成で、貯留されている計量対象物の重量を計量目標重量に相当するように、容易に調整することができる計量容器、および、計量方法を提供すること。
【解決手段】
粉粒体を排出する第1開閉部24と、第1開閉部24とは別に設けられ、粉粒体を排出する第2開閉部25とを有する計量ホッパ4を用いて、粉粒体を貯留しながら、ロードセル5によって、計量ホッパ4に貯留された粉粒体の重量を計量する計量方法において、計量ホッパ4に計量目標重量を超過する重量の粉粒体が供給された場合に、第2開閉部25を開放して、貯留されている粉粒体の重量を計量目標重量に相当するように調整した後、第1開閉部24を開放して、計量ホッパ4から粉粒体を排出する。
(もっと読む)
定量供給装置
【課題】 予め設定された目標重量値分の被計量物を供給する定量供給装置において、高精度な定量供給を実現しつつ、当該定量供給のさらなる高速化を図る。
【解決手段】 本発明によれば、大供給段階および漸減段階という2つの段階に分けて、被計量物の供給が行われる。特に、漸減段階においては、大供給段階におけるゲート開度G1から、これよりも小さい最終ゲート開度G2にまで、当該ゲート開度Gxが連続的に漸減される。さらに、漸減段階の前半部分では、時間txに対するゲート開度Gxの変化率dGx/dtxの絶対値|dGx/dtx|が漸増し、後半部分では、当該絶対値|dGx/dtx|が漸減する。そして、重量測定値Wxが目標重量値Wtよりも落差量Wd分だけ小さい供給停止重量値Wcと一致(Wx≧Wc)すると、その時点t4で、ゲート開度GxがGx=0とされる。また、同時点t4では、dGx/dtx=0である。
(もっと読む)
定量供給装置
【課題】 漸減段階と小供給段階とを含む複数の段階に分けて被計量物の供給を行う定量供給装置において、定量供給の単位時間当たりの実行回数を均一化する。
【解決手段】 本発明によれば、大供給段階,漸減段階および小供給段階という3段階に分けて、被計量物の供給が行われる。特に、重量測定値Wxが予め定められた最大標準重量値Ws[R]に一致した時点tx[R]で、漸減段階から小供給段階に切り換わる。そして、被計量物の供給開始時点(tx=0)から当該切り換わり時点tx[R]までの時間Tzが一定となるように、漸減段階におけるゲート開度Gxが制御される。これにより、供給時間当該時点Tzと小供給時間T3とを足し合わせた全供給時間T0が略一定となり、定量供給の単位時間当たりの実行回数が均一化される。
(もっと読む)
高精度粉粒体定量供給システム
【課題】粉粒体の精密な切り出しができるようにする。
【解決手段】ロスインテーブルフィーダ10と、その下方に設けた電磁力平衡式荷重センサを用いた秤量コンベヤ11間にシュート12を配置する。そして、前記秤量コンベヤ11を定速で作動して、ロスインテーブルフィーダ10から切り出される粉粒体を計量し、その計量に基づいて、ロスインテーブルフィーダ10の切り出し速度を制御する。このように、ロスインテーブルフィーダ10の速度を制御して切り出し量を適正になるように保つ。また、ロスインテーブルフィーダ10の計量値で秤量コンベヤ11の計量値を校正することにより、常に精度を保つことができる。
(もっと読む)
1 - 20 / 50
[ Back to top ]