
Fターム[2F046DA08]の内容
定量供給又は排出をする重量測定 (862) | 制御手段 (176) | 供給と排出の両方を制御するもの (11)
Fターム[2F046DA08]に分類される特許
1 - 11 / 11
魚の自動計量装置および自動計量方法
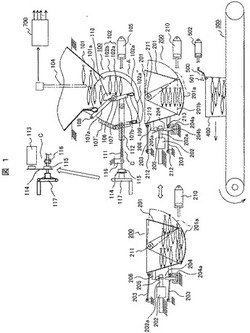
【課題】
風袋を用いずに容積式計量および重量式計量を計量精度を維持しつつトータルの計量時間の最短化を実現する。
【解決手段】上段に容積式自動計量部100が位置し、その直下となる下段に重量式自動計量部200が位置する。重量式自動計量部200の直下に搬送容器400の搬送ライン300が通過する。容積計量された魚が重量計量チャンバー201に落下投入される間は、重量計量チャンバーの荷重がロードセル202に掛からないように重量計量チャンバーをアクチュエータ204で押し上げる。アクチュエータ204は、重量計量チャンバーへの魚の落下投入が終えた直後に下降して、重量計量チャンバーの荷重がロードセル202に掛かかる位置で、重量計量チャンバーの被支持部から離れる。
(もっと読む)
傾動式秤量装置

【課題】容器を傾斜させ、又は水平な姿勢にして支持し容器に投入される内容物を秤量することのできる傾動式秤量装置を提供する。
【解決手段】傾動式秤量装置17は、水平姿勢をとる容器1の一端5から下面9の長手方向の途中までを受け止める固定受材19と、水平姿勢をとる容器1の他端7から下面9の長手方向の途中までを固定受材19と同じ高さで受け止める可動受材21と、可動受材21を傾斜させる傾斜手段23と、固定受材19の下方に延出する保持部材25と、容器に投入される内容物27の重さを計量する秤量手段29とを備える。
(もっと読む)
計量装置
【課題】被計量物の計量速度および計量精度が従来例よりも向上する計量装置を提供する。
【解決手段】計量装置100は、被計量物の目標重量未満の被計量物が供給されることにより、被計量物が計量されるとともに計量後の被計量物が排出される大投入計量ホッパ21と、大投入計量ホッパ21の上方の計量ホッパ本体20に配されたカットゲート15A、15Bと、カットゲート15A、15Bの上方の計量ホッパ本体20内のコーンバルブ80と、を備え、カットゲート15A、15Bを閉め、コーンバルブ80を開くことにより、コーンバルブ80とカットゲート15A、15Bとの間の計量ホッパ本体20内をボリューム計量部20Aに用い、ボリューム計量部20Aに被計量物の充填が行われ、カットゲート15A、15Bを開き、コーンバルブ80を閉めることにより、ボリューム計量部20A内の被計量物の大投入計量ホッパ21へのボリューム投入が行われる。
(もっと読む)
ポリシリコン砕片を配量し包装するための方法および装置ならびに配量および包装ユニット
【課題】公知先行技術における問題を解決する。
【解決手段】ポリシリコン破片を配量し包装するための方法において、ポリシリコン破片の製品流を、搬送トラフを介して搬送し、少なくとも1つの篩を用いて粗い破片と微細な破片とに分離し、配量秤量機を用いて秤量し、目標重量にまで配量し、排出トラフを介して導出し、包装ユニットへと搬送し、該包装ユニットにおいて、ポリシリコン破片を第1のプラスチックバッグに充填し、該第1のプラスチックバッグを閉鎖し、ポリシリコン破片を有する該プラスチックバッグを、成形機を用いて成形した別のプラスチックバッグ内に包装し、次いで該別のプラチックバッグを溶接し、少なくとも1つの篩と、配量秤量機とが、表面に少なくとも部分的に硬質合金を有しており、プラスチックバッグを成形する成形機が、耐摩耗性のコーティングを有している。
(もっと読む)
定量供給装置
【課題】 予め設定された目標重量値分の被計量物を供給する定量供給装置において、高精度な定量供給を実現しつつ、当該定量供給のさらなる高速化を図る。
【解決手段】 本発明によれば、大供給段階および漸減段階という2つの段階に分けて、被計量物の供給が行われる。特に、漸減段階においては、大供給段階におけるゲート開度G1から、これよりも小さい最終ゲート開度G2にまで、当該ゲート開度Gxが連続的に漸減される。さらに、漸減段階の前半部分では、時間txに対するゲート開度Gxの変化率dGx/dtxの絶対値|dGx/dtx|が漸増し、後半部分では、当該絶対値|dGx/dtx|が漸減する。そして、重量測定値Wxが目標重量値Wtよりも落差量Wd分だけ小さい供給停止重量値Wcと一致(Wx≧Wc)すると、その時点t4で、ゲート開度GxがGx=0とされる。また、同時点t4では、dGx/dtx=0である。
(もっと読む)
原料秤量制御装置
【課題】 排出する原料の重量を測定するロードセル等の秤量機2を有する秤量槽1、原料の排出速度を制御するフィーダ等の定量排出装置3、および原料の受け入れ停止の指令と定量排出装置3の運転を行うコントローラ100により構成され、原料受け入から原料排出までの動作を一連のサイクルで動作する原料秤量制御装置で、従来は、原料受け入れ中は後工程への原料排出要求があっても秤量完了まで後工程を待たせる必要があった。
【解決手段】 コントローラ100は、定量排出装置3に運転指令と原料排出速度指令を出力する定量排出制御部102と、原料受け入れ停止信号を出力する原料受け入れ停止指令部101を有しており、さらに原料受け入れ停止指令部101は秤量値を排出量積算値で補正する秤量補正部103と、原料秤量値が補正した秤量値となったときを秤量完了として、原料受け入れ停止信号を出力する秤量完了判定部を有しており、
秤量槽1への原料受入中に原料を排出していても秤量値までの秤量を可能とする。
(もっと読む)
計量給液システム
【課題】液源と給液先とを直接に管路接続し得る重量秤量式の計量給液システムを提供する。
【解決手段】給液指令に応じて計量手段4,5の計測情報に基づき設定量Wsの液体A,Bを受液路6を通じ液源1から計量容器3に自動的に受液する制御手段5を設け、この制御手段は、設定量Wsの液体A,Bを計量容器3に受液した後、液送用気体Nを計量容器3に導入することで、計量容器3内の受液液体の全量を導入液送用圧気体A,Bによる圧送により給液路7を通じて給液先2a〜2dへ自動的に供給する構成する。また、この制御手段5は、計量容器3への液送用気体Nの導入時間Tbを給液対象に選択された給液先2a〜2dまでの給液経路長さに応じて変更する構成にする。
(もっと読む)
線状物品の計量装置
【課題】全体の構造を簡単にして製造コストを低減しながら、線状物品の重量をより高い精度で計量する。計量された線状物品を計量器から簡単かつ速やかに取り出しする。
【解決手段】線状物品の計量装置は、複数本の線状物品1を逆U字状態に載せて供給する供給コンベア2と、供給コンベア2から供給される線状物品1の重量を計量する計量器3とを備える。計量器3は、供給コンベア2から供給される線状物品1の移送方向に向かって下り勾配に傾斜して先端部にストッパ4aを設けている受け竿4と、受け竿4に上端部を連結して下方に伸びるように配設している連結ロッド5と、連結ロッド5の下端部に連結されて、受け竿4に供給される線状物品1の重量を検出するロードセル6とを備える。計量装置は、連結ロッド5で受け竿4をロードセル6から上方に離して配設して、受け竿4の先端部の下方に、受け竿4に供給される線状物品1の取り出し隙間7を設けている。
(もっと読む)
食品計量装置およびボール食品充填装置
【課題】
稼動速度によらず、計量を円滑に行うことができる食品計量装置およびこれを備えたボール食品充填装置を提供する。
【解決手段】
ボール食品を蓄積し蓄積した複数のボール食品を落下させる供給装置11と、供給装置から落下する複数のボール食品を、送り出し口を『閉』として受け取り、送り出し口を『開』として送り出す計量ホッパー12と、計量ホッパーが受け取った複数のボール食品を、送り出し口が『開』とされる前に計量する計量装置13と、計量ホッパーから送り出される複数のボール食品を袋内に収容する収容装置14と、複数のボール食品の落下から計量ホッパーの送り出し口の『閉』までを第1角とし、第1角から計量ホッパーの送り出し口の『開』までを第2角として、供給装置と計量ホッパーと計量装置とをサイクル制御するバリカム15とを備える。
(もっと読む)
秤量方法、秤量装置及び試料分析前処理装置
【課題】秤量の前処理精度の向上を可能とし、また試料の舞い上がりを防止して作業環境の向上を可能にする。
【解決手段】この秤量装置44は、試料容器47を所定角度に傾け回転させて試料を抽出容器48に供給する試料供給手段と、抽出容器48に試料を供給して計測する計測手段と、計測情報に基づき予め設定された試料の秤量値になるように試料供給手段を制御する制御手段44cと、を備え、試料供給手段により試料容器48を所定角度に傾け回転させ、試料容器47に収納されている試料を計測手段にセットした抽出容器48に供給し、計測情報に基づき予め設定された試料の秤量値になるように試料供給手段を制御する。
(もっと読む)
容器受渡し機構およびこれを備えた計量装置
【課題】 磁石によって容器を保持する各ユニット間において、容器の受渡しをスムーズに行うことが可能な容器受渡し機構およびこれを備えた計量装置を提供する。
【解決手段】 計量装置10は、受渡し部16aにおいて、つば部分C1に接触して容器Cを支持する第1支持部としての円弧部分44、受渡し部16a側に容器Cを引き付ける第1磁石としての磁石45を有している。容器Cの受渡し位置においては、受渡し位置に固定配置された磁力低減部材51が、旋回移動してきた容器Cのつば部分C2と受渡し部16aの磁石45との間の隙間に入り込むことで、磁石45からつば部分C2への磁力を低減する。
(もっと読む)
1 - 11 / 11
[ Back to top ]