
Fターム[2F063DA04]の内容
電気磁気的手段を用いた長さ、角度等の測定 (19,512) | 測定方法 (3,108) | 測定内容を機械変位に変換して測定 (51)
Fターム[2F063DA04]に分類される特許
41 - 51 / 51
位置検出装置及びこれを備えたEGRセンサ
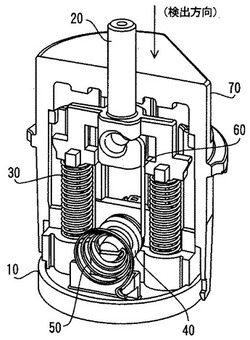
【課題】装置を組み立てる際の作業性に優れた位置検出装置及びこれを備えたEGRセンサを提供すること。
【解決手段】軸線方向に直線運動可能な操作軸20と、操作軸20の直線運動を回転運動に変換して回転するロータ40と、ロータ40の回転量を検出する磁気検出回路と、操作軸20を装置外側方向に付勢するコイルスプリング30を収納すると共に、当該コイルスプリング30の付勢力による操作軸20の移動を一定位置で規制するケース10と、を具備することを特徴とする。
(もっと読む)
溶接装置および溶接方法

【課題】 ポロシティの発生を防止しつつ、深い溶け込み溶接を達成できる溶接装置を提供する。
【解決手段】 重ね合わされた金属材100間の隙間量tを測定する電流供給装置30、制御装置40および力測定部50と、測定した隙間量tが適正値になるように、隙間量tを増大または低減して、隙間量tを矯正する加圧部60およびコイル62と、隙間量tが矯正された金属材100上にレーザ光を集光して照射するレーザ光照射部20と、を有する溶接装置10。
(もっと読む)
オービタル切削工具によって加工された複合材料加工体孔の深さ測定方法および深さ測定装置
【課題】切削工具における切削ヘッドの軸方向切削端部と、加工体の第1表面との間の最初に接触する位置を正確に決定し、切削ヘッドの放射方向切削端部が、加工体の反対側にある第2表面を完全に貫通したときの位置を正確に決定する。
【解決手段】切削工具(14)に、低レベルの電位を印加する。また、切削工具を加工体の第1外側表面(W1)と最初に接触させることで、接地された前記加工体(W)を通じて電気回路を閉じたときに、切削工具の第1ゼロ基準位置を決定し、切削工具(14)の切削ヘッド(57)が、加工体の反対側の第2表面を貫通した時に、第2基準位置を決定する。第1ゼロ基準位置から第2基準位置に切削工具が軸方向に前進した全体長さから、加工体を突き抜けてしまっている切削ヘッド(57)の予め決められた軸方向の長さ(L)を差し引くことで、孔の深さ(d)を決定する。 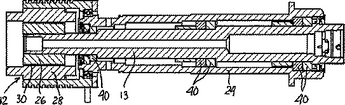 (もっと読む)
(もっと読む)
卵内物質の高さ測定装置
【課題】 卵の品質(鮮度)を判定するために用いられる、例えば、濃厚卵白や卵黄等の卵内物質の高さを特段の熟練を要することなく、定量的に、かつ、高精度に測定することのできる卵内物質の高さ測定装置を提供する。
【解決手段】 割卵体2を保持する上面Sが略水平に形成された載置台3と、第1電極11および第2電極12からなる2本の接触子を先端部に備える測定用プローブ1と、前記測定用プローブ1の接触子が前記載置台3上の割卵体2と接触したことを検出し、該接触検出信号を出力する接触検出手段6と、前記接触検出手段6から接触検出信号が出力された時の、載置台3の上面Sと測定用プローブ1の接触子の先端部との距離hを測定するハイトゲージ4とで構成されている。
(もっと読む)
スロットル制御方法及び装置
乗物のエンジン用電子式燃料制御システムに信号を伝達するためのスロットル制御装置は、電磁場発生器と、電磁場と近接して位置決めされた第1及び第2の電磁場センサとを含む。電磁場及び第1及び第2のセンサは互いに対して操作され、センサは、相対的な操作に対して応答する。センサは、前記相対的な操作を表す信号を独立して伝達するように形成されている。 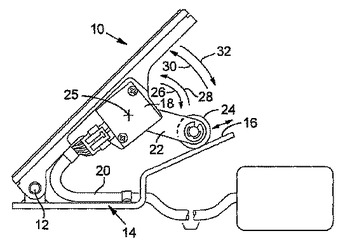 (もっと読む)
(もっと読む)
回転角度検出装置
【課題】製造コストを低減することができる回転角度検出装置を提供する。
【解決手段】ステアリングシャフト12と一体的に回転する主動歯車14には同一の軸を中心として回転する歯数の異なる第1及び第2の主動歯車部61,62を設けるようにした。一方、第1及び第2の従動歯車15,16の歯数をそれぞれ同じとし、それら第1及び第2の従動歯車15,16を第1及び第2の主動歯車部61,62にそれぞれ噛合させるようにした。このため例えば歯数の異なる二種類の従動歯車をそれぞれ同一の主動歯車に噛合させることで減速比を異ならせるようにした場合と異なり、単一種類の主動歯車14と単一種類の第1及び第2の従動歯車15,16を用意すればよいので、回転角度検出装置11の製造コストを低減することができる。また、第1及び第2の従動歯車15,16の主動歯車14に対する組み付け間違いもない。
(もっと読む)
接触角検出型触覚センサ及びこれを用いた制御方法
【課題】対象物からの力がいずれの方向より作用したものかを検出することが可能な接触角検出型触覚センサを提供する。
【解決手段】接触角検出型触覚センサ10が矢印方向Aに移動して対象物Jに接近すると、回転体11の触覚センサ13の縁が対象物Jに接触する。そして、接触角検出型触覚センサ10の矢印方向Aへの移動が継続されると、対象物Jと接触している回転体11の触覚センサ13の縁に力が作用し、回転体11の回転中心周りにモーメントが発生して、回転体11が矢印方向Bに回転し、触覚センサ13の感圧センサ16全体が対象物Jに接触して、回転体11の回転が停止する。この結果、触覚センサ13の感圧センサ16が対象物Jに安定的に接触し、触覚センサ13の検出面に対する法線方向と対象物Jの表面に対する法線方向が一致する。このとき、回転角度検出回路26は、回転体11の回転方向及び回転角度を検出する。
(もっと読む)
構造物の変位測定装置
【課題】 近接工事による構造物の変位を測定する装置において、基準線の揺れによる影響を無視できるようにした安価な構造物の変位測定装置を提供する。
【解決手段】 構造物7が工事の影響を受ける範囲を挟んだ外側に設定された固定点の間に張架する線材2と、工事の影響を受ける範囲内の変位測定点に対応する線材に取り付けた測定対象体3と、測定対象体3と構造物7の位置の変化を測定する構造物7に固定した変位計測センサ4a、4bと、前記測定対象体3の揺れを減衰させる減衰装置5とを備えた。
(もっと読む)
軸受の異常検出装置
【課題】 必要とする歪みを精度よく検出するとともに検出の感度を向上させ、かつ耐久性を向上させ併せて再使用を可能として経済性を向上させる。
【解決手段】 一対の歪みゲージ27,28の検出部27a,28aが互いに直交し検出部27a,28a全体がエポキシ系樹脂29に覆われて台座26上に取り付けられている。台座26は非鉄金属でヤング率が比較的低いアルミニウムによって形成され、下面が軸受の被検出箇所に接着剤によって取り付けられている。
(もっと読む)
トロリ線の摩耗検出方法
【課題】 安価なトロリ線を使用し、時間帯によらず実施可能なトロリ線の摩耗検出方法を提供する。
【解決手段】 架線されているトロリ線1に歪みゲージ2を取り付けておき、測定される歪みεに基づいて算出されるトロリ線1の断面積Sによりトロリ線1の摩耗を検出する。歪みεと既知の縦弾性係数Eとから応力σを算出し、応力σと既知の架線張力Fとから断面積Sを算出することができる。
(もっと読む)
長体複合センサ
【課題】長体の局所的な変形により生じる見かけの曲げひずみを排除すると共に、三次元空間の状態量を合理的に再現するのに必要な情報を得ることができるようにする。
【解決手段】肉厚1〜2mmのアルミ管またはステンレス管1の表面を切削し、ひずみゲージ2を貼り付ける位置(周方向4箇所、軸方向50cm間隔)のアルミ管1の肉厚部を切削して中立面を露出させ、ひずみゲージ2を軸方向に平行及び軸に対して直角方向及び斜め(45度)の方向に感度を持つように貼り付け、エポキシ樹脂で切削部を充填し、アルミ管1表面を滑らかな状態に成形した。ひずみゲージが長体の表面に露出していないため、外力がひずみゲージに直接作用することがなく、見かけの曲げひずみを拾うことがないため、高い精度の長体センサが得られる。
(もっと読む)
41 - 51 / 51
[ Back to top ]