
Fターム[2F065BB11]の内容
光学的手段による測長装置 (194,290) | 対象物−形態;性質 (11,481) | 長尺体 (707)
Fターム[2F065BB11]の下位に属するFターム
Fターム[2F065BB11]に分類される特許
61 - 80 / 97
レールの水平移動量計測装置
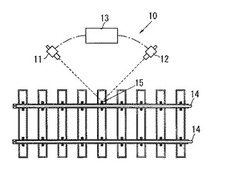
【課題】工事施工範囲の全体を広く監視するだけでなく、集中的に工事施工個所及びその近傍のトラブルをも列車を止めることなく、工事期間中、常時、見張れる(計測できる)ようにしたレールの水平移動計測装置を提供する。
【解決手段】 本願計測装置10は、鉄道レールの側面に付したターゲットを中心に一定の夾角を介して視準できる2台の撮像装置11、12を配置し、かつ、各撮像装置によって得たそれぞれの画像のターゲット像の定点からの移動量と、前記撮像装置の配置角度とによりターゲットの前後方向の移動量を求める画像処理装置13を設けてなり、鉄道レール下を横断するトンネル工事や近接工事等において生ずることのある地盤変動その他の原因による既設鉄道レールの通り狂いを的確に計測できるように構成した。
(もっと読む)
物体の位置及び定位検出システム

【課題】高価なハードウェアを必要とせずに機能する物体の位置及び定位検出システムを提供する。
【解決手段】物体の位置及び定位検出システム、特に視認された3次元の動きを記述できるシステムが提供される。1例では、同心リングをもつ球体のパターンを形成するマーカーが1または複数のデジタルカメラを用いて撮像され、その像がパターンを形成するマーカーが取り付けられる物体の位置及び定位を決定するために処理される。本システムで使用される光学追跡方法により運動を6自由度で決定することができる。適切なディスプレイに接続して、投影器、会話型のホワイトボードまたは類似の応用が実現可能である。
(もっと読む)
熱間材の光学式幅測定方法
【課題】 丸棒熱間材の幅測定を精度良く行う。
【解決手段】 熱間材Mcに対しこれを横断する方向でCCDカメラ1,2でその輝度分布を測定し、測定装置3では、上記輝度分布の少なくとも両端領域を除いた中間領域で輝度分布の最大値を検出して、当該最大値が第1設定値になるように検出感度を調節し、感度調節後の輝度分布が第1設定値よりも低く設定した第2設定値を超える範囲に基づいて熱間材の幅を算出する。
(もっと読む)
長尺工具エッジの曲率半径の計測装置および長尺工具エッジの曲率半径の計測方法
【課題】長尺工具エッジの曲率半径の測定を高速かつ高精度に行うことのできる計測装置および計測方法を提供する。
【解決手段】長尺工具エッジ11をその長手方向に直交して臨むようにラインカメラ20が設置される。ラインカメラ20を長尺工具の長手方向と平行に駆動するX軸移動ステージ52と長尺工具エッジ11にラインカメラ20の焦点を合わせるためのY軸移動ステージ53を有するカメラステージ50がある。カメラステージ50上にラインカメラ20を載架する。
(もっと読む)
物体傾き検出装置
【課題】
撮像画像中に天井面や上り坂における道路標示等が撮像されている場合にそれらを的確に検出可能な物体傾き検出装置を提供する。
【解決手段】物体傾き検出装置1は、自車両前方を撮像して画素ごとに輝度値pnijを有する一対の画像を出力する撮像手段2と、撮像された一対の画像の画素の輝度値pnijに基づいて少なくとも一方の画像Tの各画素について実空間における距離Lijを算出する画像処理手段6と、距離Lijの情報に基づいて、道路面より上方に存在するとともに同一立体物を撮像したと見なせる画素をグループ化することで一方の画像T上に立体物Sを検出する立体物検出手段93と、検出された立体物Sに該当する距離データLijの変化量を計算することで、撮像手段2の撮像方向に対する検出された立体物Sの高さ方向の傾きeを算出する傾き算出手段94とを備える。
(もっと読む)
逐次多点式真直度測定法および測定装置
【課題】
大型液晶用マスク基板、大型機械加工面、大型定盤基準面などの長尺での真直度測定では、超精密駆動基準軸や超精密水準器、レーザー反射式コリメータなどが使用されている。
特に、大型マスク基板での1mを越す長尺測定では超精密駆動基準軸は高価格であり、水準器やコリメータでは被測定物との接触が問題となる。そこで、低価格で非接触式の高精度測定システムが求められている。
【解決手段】
本発明は、従来の遂次3点測定法の欠点である多数点測定での累積誤差の増大、測定ピッチの制限を改良した。遂次3点測定での累積誤差は測定点数の2乗に比例している。本発明では長尺の全長を数ブロックに分割し、ブロック間を3個のセンサー21,22,23による従来の3点法で計測し、ブロック内は4個目のセンサー24で同時信号処理にて測定し、累積誤差の大幅な軽減化と測定ピッチの任意化が可能となった。
(もっと読む)
画像処理方法、画像処理装置および画像処理プログラム
【課題】画像相関法による変位、変形、歪みを測定する画像処理方法、画像処理装置および画像処理プログラムの提供。
【解決手段】対象物Tの変化前後の画像データ取得過程と微小領域4の大きさと解析点3の移動量解析範囲5回転角解析範囲6および歪み解析範囲7の数値データのパラメータ取得過程と微小領域4をアフィン変換によりマスク8を生成する回転処理過程と各マスク8を走査しながら変化後画像データ2との相関値を計算する第一相関値算出過程と、最大相関値となる位置および角度を検出する位置角度検出過程と、最大相関値を示すマスク8をアフィン変換により伸縮させた二次マスク9を生成する伸縮処理過程と各二次マスク9と変化後画像データ2との第二相関値算出過程と最大相関値となる伸縮率を検出する伸縮率検出過程と最大相関値を与える位置、角度および伸縮率から解析点の移動量、回転角および歪みを決定する状態決定過程からなる画像処理方法。
(もっと読む)
位置計測装置、方法及びプログラム、並びに移動量検出装置、方法及びプログラム
【課題】計算コストをかけることなく、複数の画像から対象物の相対位置を正確に計測する。
【解決手段】撮像部11は、視点1、視点2、視点3で車両前方を撮像して、それぞれの位置において車両前方画像を生成する。縦エッジ線検出部12は、各画像から縦エッジ線を検出し、各縦エッジ線のX座標を表す水平位置uを検出する。対応縦エッジ線決定部13は、縦エッジ線検出部12で検出された視点1〜3における各車両前方画像間で対応する縦エッジ線を決定する。位置関係計算部16は、対応縦エッジ線決定部13で決定された対応する縦エッジ線についての水平位置ui、a、焦点距離fに基づいて、視点3に対する縦エッジ線piの位置を計算する。
(もっと読む)
溝型鋼寸法演算方法および装置
【課題】フランジ厚(F厚)、ウェブ厚(W厚)、幅、高さ、直角度、反りを高精度にかつ高速に測定し、演算する溝型鋼寸法演算方法および装置を提供することを目的とする。
【解決手段】上下左右に傾斜させた状態で配置されたレーザ距離計を走査して溝型鋼の断面形状や寸法を測定および演算する溝型鋼寸法演算方法であって、前記レーザ距離計の距離データ、傾斜角、および走査中の位置データから前記溝型鋼の断面形状を求め、この断面形状に基づき前記溝型鋼の各部寸法を演算する。
(もっと読む)
定着装置、画像形成装置
【課題】複写機等の電子写真を用いた画像形成方法による定着装置、画像形成装置における、省エネルギー化と、画像の光沢ムラ防止を図る。
【解決手段】無端状の定着ベルト23と加圧ベルト25の間に記録紙28を挟んで搬送し、その表面のトナー像を加熱、放熱させた後に定着ベルトからトナー面を分離する。定着ベルト23からの分離時にトナー像は凝固しているため、100℃程度で溶融するトナーを用いても定着ベルト23側に低粘度トナーがオフセットすることが防止され、低温度定着が容易になる。このため良好な省エネルギー定着システムが得られることになる。このようなシステムにおいて懸架された一対のベルト23、25に一定の張力をかけ、記録紙28の挟持を密着状態に保つ。ベルト23、25の面のうねりは光反射型センサ31、32で検出し、テンション調整によりうねりを無くす。
(もっと読む)
ビード形状検出方法及び装置
【課題】ビードの立上りがなだらかでビードの高さが低くても、光切断法やレーザ距離計等の光学的手段で得た鋼管の断面プロフィールから、従来よりも精度よくビード形状を検出できるようにする。
【解決手段】溶接鋼管の溶接部に線状光又は走査した点状光を照射し、溶接部表面に照射された線状光又は点状光の像を撮像して、光学的手段により溶接鋼管の断面プロフィールを検出するビード形状検出方法において、断面プロフィールからピーク探索により仮のビード頂点の座標を算出した後、ビード頂点を含む一定の幅の範囲を第1の関数で近似し、仮のビード頂点を基準に一定の距離だけ離れた位置を開始点として外側の一定の幅を第2の関数で近似し、第1の関数と第2の関数の交点をビードの止端点として算出した後、ビード形状を算出する。
(もっと読む)
運動する帯状物のマークを検出する方法
【課題】帯状物において普遍的でないマークが存在したり、複数種のマークが存在したりする場合にも確実に動作するマーク検出方法を提供する。
【解決手段】位置に依存する重み関数を適用することにより、位置値から、現時点で求められた位置値が妥当であるか否かを表す妥当性信号を形成および出力する。
(もっと読む)
配管内検査システム
【課題】 配管内部を視覚的に確認可能とする。
【解決手段】 配管内部検査システムは、洗浄対象配管100内部の洗浄水で流されるカプセル300、洗浄対象配管100に設けられた複数の座110に挿入されたリーダ310、情報処理装置、を有する。カプセル300内部には、洗浄対象配管100内部を連続的に撮影する撮影装置、撮影装置からの画像データ及びその撮影時刻が蓄えられるメモリ、電源装置、洗浄対象配管100内の各リーダ310と通信するRFIDタグ、が封入されている。洗浄対象配管100内をカプセル300が進行する間、撮影装置は、洗浄対象配管100内を逐次撮影し、撮影画像及び撮影時刻をメモリに格納する。各リーダ310は、カプセル300が通過するごとに、RFIDタグのタグID及びカプセル通過時刻を保存する。情報処理装置は、撮影装置による配管内部画像を表示しながら、撮影時刻と、各リーダ310で記録されたカプセル通過時刻との対応により、表示中の配管内部画像の撮影位置を求める。
(もっと読む)
管及び棒の真直度の測定方法並びに装置
圧延機の運転により生じる直線状金属材料(10)の真直度の自動測定の方法と装置を提供する。
直線状金属材料(10)が圧延機(12)から出てくると、センサー100が、材料(10)の一区分(10n)にわたる個々の長手方向箇所における材料(10)を対象とする一連の画像の対又は一連の距離測定結果の対を取得する。処理システムは、前記データの対を用いて、前記材料(10)の一区分(10n)について一組の重心(C)を求める。仮想軸(VA)は前記区分(10n)を対象とする重心(C)群間において同定され、処理システムは区分(10n)の範囲内における材料(10)の凹みの大きさを同定するために、区分(10n)内の残りの各重心(C)の仮想軸(VA)からの偏差の大きさを測定すると共に、仮想軸(VA)の軸回りの凹みの角度方向の大きさを同定する。  (もっと読む)
(もっと読む)
パンタグラフのすり板検査装置
【課題】
従来のパンタグラフのすり板検査では、検査に必要なカメラを架線上でかつレールの上方に配置し撮像していたが、この方法ではカメラ設置時や調整時に危険作業を伴うため手軽に行うことが難しかった。
【解決手段】
パンタグラフ2を映す凹面鏡12と凹面鏡12に映ったパンタグラフ2の像を映すカメラ14を架線4やレール3a,3bから離れた位置に設置し、パンタグラフ2をカメラ14で凹面鏡12を介して撮像するようにした。
(もっと読む)
断面形状の測定方法及びその装置
【課題】 被測定物の断面形状を、光切断法を用いて精度よく測定する方法とその装置を提供する。
【解決手段】 搬送装置20により所定の速度で搬送される被測定物1にレーザ11から平面光Iを照射し、上記被測定物1の反射部1Rからの反射光Rを二次元カメラ12で撮影し、演算装置14にて、上記撮影された上記被測定物1の複数箇所の画像データを合成するとともに、この合成された画像と搬送速度検出手段13からの速度信号とに基づいて、当該被測定物1の断面形状を算出するようにした。
(もっと読む)
鋼材の形状認識方法及び装置
【課題】 スチフナ等の鋼材の形状を迅速かつ正確に認識できることを目的とする。
【解決手段】 専用パレット18上に重ね合わせて載置された複数のスチフナ10に対してそれらの上方四方向に設置されたハロゲンランプ21で順に照射し、専用パレットの略中央の上方に設置されたCMOSカメラ20が撮影して4枚の撮影画像を取得する工程と、4枚の撮影画像を1枚の画像に合成する工程と、1枚の合成画像の歪を補正し、歪み補正された画像を生成する工程と、歪み補正された画像と専用パレット上に載置されるスチフナの予め登録された複数のマスタ画像とのマッチング処理を行い最上段の鋼材を仮特定する工程と、仮特定された鋼材にマーキングされている文字を文字認識し、仮特定された鋼材の名称と形状を認識する工程と、名称と形状が認識された鋼材が最上段の鋼材であるどうかを判定する工程とを有している。
(もっと読む)
短冊状ゴム部材の長さ管理方法
【課題】 長さ寸法が許容範囲を越えた短冊状ゴム部材の、ドラムへの供給、ひいては、そのゴム部材の不測の使用を予め十分に防止することで、発生する無駄を極力小さく抑えるとともに、タイヤ品質の低下のおそれを有効に取り除く。
【解決手段】 所定の長さに切断された未加硫の短冊状ゴム部材5を、搬送手段2によりそれの長さ方向へ直線状に移送してドラム1の周面上に貼着させるに当り、搬送手段2上の、移送中の短冊状ゴム部材5の長さを、搬送手段2に関連させて設けたセンサ6で、そのゴム部材5の先端および後端のそれぞれの通過を検知することに基いて測定し、その測定長さが短冊状ゴム部材5の長さの許容値を越える場合に搬送手段2を停止させる。
(もっと読む)
接触式検査装置
【課題】 高速かつ低コストで全数インライン検査に適した接触式検査装置を提供する。
【解決手段】 光照射手段100と、この光照射手段100からの光Lが内部に入射される透明板110と、全反射現象乱れ検出手段120とを備え、透明板110を構成する面のうち少なくとも1つの面が、その内部に入射された光Lを全反射し、かつ、外表面側に被検査物が接触される第1反射面111であり、全反射現象乱れ検出手段120は、第1反射面111における光の全反射現象の乱れを検出する接触式検査装置。
(もっと読む)
継目無鋼管の外径測定方法
【課題】本発明は、測定時の温度が種々変化しても、信頼性の高い測定値が得られる継目無鋼管の外径測定方法を提供することを目的としている。
【解決手段】製造ライン上を軸方向に走行する継目無鋼管から一定距離だけ離隔して、該鋼管に凸面鏡とCCDカメラとを対峙させ、該CCDカメラで鋼管を撮影すると共に、そのカメラ内に一列に配列した受光素子が受けた光の信号レベルに閾値を設定し、該閾値に相当する受光素子の位置を鋼管の外径として測定する継目無鋼管の外径測定方法を改善した。その内容は、前記閾値を、前記継目無鋼管の測定時温度に応じて変更するものである。
(もっと読む)
61 - 80 / 97
[ Back to top ]