
Fターム[2F068SS02]の内容
音響的手段による測長装置 (5,715) | 対象物への処理、操作 (44) | 清浄化;洗浄 (9)
Fターム[2F068SS02]に分類される特許
1 - 9 / 9
熱交換チューブの肉厚測定方法及び熱交換チューブの肉厚測定用治具
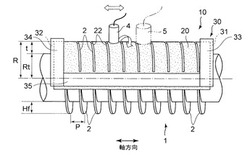
【課題】反射エコーを安定して取得可能な熱交換チューブの肉厚測定方法及び熱交換チューブの肉厚測定用治具を提供する。
【解決手段】肉厚測定用治具10は、ゲル状弾性体20と、ゲル状弾性体20を円弧状に屈曲した状態で保持するホルダ30とを備えている。ゲル状弾性体20は、フィン2のピッチ間隔Pの長さと同じ間隔のスリット22を有している。また、ゲル状弾性体20の厚さtは、フィン2の径方向の高さHfよりも長く形成されている。肉厚測定用治具10を熱交換チューブ1の外周に取り付けてゲル状弾性体20を熱交換チューブ1の外周面に密着させる。そして、超音波プローブ4をゲル状弾性体20の外周面に密着させて、フィン2間の熱交換チューブ1の肉厚を測定する。
(もっと読む)
直線状配管の配管検査装置

【課題】高速に直線状の配管の肉厚を測定することが可能な直線状配管の配管検査装置を提供する。
【解決手段】直線状配管の配管検査装置1は、本体部33と、配管101内の内周面101aに圧接し、本体部33の回転を抑制する回転抑制装置37と、配管101内の内周面101aに圧接し、本体部33を配管101内の軸方向に移動させる移動装置35と、本体部33の軸方向位置に配設され、かつ、本体部33の中心軸を中心として回転可能な測定部11と、を有し、測定部11は、配管の状態を検査可能である。
(もっと読む)
配管肉厚測定装置
【課題】ボイラを構成している配管群のように配管群が密集して配置された環境の中で、被検管となる或配管のベンド部の配管肉厚測定を行うことができる配管肉厚測定装置を提供する。
【解決手段】配管肉厚測定装置10は、Z軸方向(第1方向)に長尺な操作棒11と、操作棒11の先端部11aに結合部13を介して連結された測定ヘッド12とを備えている。測定ヘッド12は、Y軸方向(第2方向)に沿って肉厚の測定対象である配管の外面に当接する当接面141a,141b(当接部位)を各々有しX軸方向(第3方向)に離間している一対の位置決め部材14と、一対の位置決め部材14のX軸方向間に位置している超音波探触子21を一体的に備えている。そして、測定ヘッド12は、超音波探触子21の超音波発振方向99がZ軸方向と略平行となる姿勢からZ軸方向と略直交する姿勢まで、X軸方向に延びる第1軸49回りに回動可能である。
(もっと読む)
配管肉厚測定装置
【課題】 ボイラの過熱器管等のように、密集した状態で配される管群に対して簡便な操作で、迅速かつ適切に配管肉厚測定を行うことができる配管肉厚測定装置を提供する。
【解決手段】 配管肉厚測定装置10Aは、アーム部材11の先端11aに設けられ、アーム部材11の長手方向に直交する横方向に沿って配置する肉厚測定部12および位置決め部材14とを備えている。位置決め部材14は例えばVブロックであり、V字状の当接面141a,141bに配管を当接させた状態では、肉厚測定部12が備える超音波探触子21が、アクチュエータ22の動作によって配管の外面の法線方向に沿って進出し、配管に適切な方向および好適な押圧力で当接する。
(もっと読む)
位置検知システムおよび位置検知方法
【課題】船体の外板におけるロボットの位置を精度良く検知できる位置検知技術を提供する。
【解決手段】ロボットの位置検知システムは、船体外板80の異なる位置に取り付けられ船体外板80に伝播させる音波を発信する2つの音源部31、32と、ロボット2Aに設けられ船体外板80を伝播した音波を受信する音波受信部25とを備えている。そして、この位置検知システムでは、各音源部31、32から発信された音波が船体外板80を伝播して音波受信部25で受信されるまでの各伝播時間と、船体外板80における各音源部31、32の位置情報とに基づき、ロボット2Aの位置を検知する。その結果、船体外板80におけるロボット2Aの位置を精度良く検知できる。
(もっと読む)
水晶振動子製造システム、成膜装置、水晶振動子製造方法および成膜方法
【課題】中間膜の形成、洗浄、感応膜の形成、洗浄を繰り返して水晶振動子を製造する際に、洗浄処理での異常の有無を容易に検出する。
【解決手段】水晶振動子製造システム1は、水晶振動子の電極上に中間膜を形成する中間膜形成部41、水晶振動子を洗浄する洗浄部42,44、並びに、中間膜上にアルコール検出用の主感応膜を形成する主感応膜形成部43を備え、中間膜の形成、洗浄、主感応膜の形成、洗浄が順に繰り返される。中間膜形成部41および主感応膜形成部43では、膜の形成の開始時および終了時に水晶振動子の発振周波数が取得され、上記処理の繰り返しにおいて、一方の形成部での膜の形成の終了時における発振周波数と、他方の形成部での当該膜に積層される他の膜の形成の開始時における発振周波数とを比較することにより、当該膜の形成後、当該他の膜の形成前の洗浄処理における膜の変化が検出され、洗浄処理での異常の有無が容易に検出される。
(もっと読む)
管厚測定装置及び方法
【課題】小径配管の肉厚を管の内部から測定する管厚測定装置及び方法を提供する。
【解決手段】伸縮ポールとその先端に取り付けられた測定部と前記測定部に潤滑油を供給する潤滑系とエアーを供給するエアー配管系を有し、前記測定部は伸縮ポールのポール軸と直角に配置される2枚の平行な板状部材間に、超音波厚み計センサーとエアーでロッドを駆動するエアーシリンダーとガイドロールを有し、前記エアーシリンダーはロッドの軸線上に伸縮ポールのポール軸の軸線が垂直に位置し、且つロッドが板状部材と平行となるように取り付けられ、ロッドの先端に、潤滑油を供給する配管を取り付けたセンサーホルダーを介して、前記超音波厚み計センサーを取り付けるとともに、ガイドロールのロール軸を、ロッドの左右対称となる位置で且つガイドロールのロール外周面がエアーシリンダーの後方において前記板状部材の外側に張り出すように、前記板状部材間に直角に配置する。
(もっと読む)
包装テープ上の糊パターンの監視
【課題】
タバコ加工産業の包装テープの上−特に包装テープの縁部領域内−の糊量もしくは糊サイズを検出するための並びに糊付け部の監視をするための更なる可能性を提供する。
【解決手段】
包装テープ(15)に超音波の作用を与えるための少なくとも2つの超音波発生源(13)と、包装テープ(15)を貫通する超音波信号を受信するための少なくとも2つの超音波センサ受信ユニット(14)とを有する超音波測定システム(10)が設けられている、タバコ加工産業の包装テープ(15)に塗布される糊量もしくは糊サイズを検出及び/又は監視するための装置において、それぞれ少なくとも2つの超音波発生源(13)間及び/又は少なくとも2つの超音波センサ受信ユニット(14)間に、仕切り壁(21,31)が配設されていることを特徴とする装置と、タバコ加工産業の機械とを提供する。
(もっと読む)
膜厚測定方法,膜厚測定装置及び蒸着装置
【課題】 膜厚測定装置において,膜厚の厚みに関わらず膜厚を測定することが可能とする。
【解決手段】 交流電源3からの電力の供給によって励振するピエゾ素子4が支持部2に取り付けられている。ピエゾ素子4には,測定部6を有するカンチレバー5の一端部が固定される。カンチレバー5内には,ピエゾ抵抗素子7とヒータ8が内蔵されている。ピエゾ素子4を励振させ,測定部6表面に形成される膜の膜厚の増大によって変化するカンチレバー5の共振周波数を信号処理装置11によって観測する。記憶装置13には,カンチレバー5に形成される膜の膜厚とカンチレバー5の共振周波数との関係のデータが予め記憶されており,このデータと観測した共振周波数とを演算装置14によって比較照合することで,測定部6の膜厚や膜厚形成レートを測定できる。
(もっと読む)
1 - 9 / 9
[ Back to top ]