
Fターム[2F069LL00]の内容
測定手段を特定しない測長装置 (16,435) | フィーラー;スピンドル (335)
Fターム[2F069LL00]の下位に属するFターム
フィーラー、スピンドル端子の形状 (220)
フィーラー、スピンドルの保持、支持 (51)
フィーラーの交換に関するもの (18)
フィーラーの復帰手段 (3)
フィーラーの当接方向について言及するもの (11)
Fターム[2F069LL00]に分類される特許
21 - 32 / 32
測定プローブ用の信号送信装置
タッチトリガー、または、アナログプローブなどの測定プローブ(12、110、250)が説明され、それは、振れ可能なスタイラス部(14)と、スタイラスの振れデータを遠隔プローブインターフェイス(20、104、254)に送信するための無線通信ユニット(18)とを含む。無線通信ユニット(18)は、スタイラスの振れデータ,および,プローブのアイデンティティコードを含むデジタルデータのパケットを送信するように配置される。無線通信ユニット(18)により、利用者によって前記プローブのアイデンティティコードが、設定可能とされる。測定プローブ(12、110、250)は、無線周波数(RF)のスペクトラム拡散リンク(106)で、関連するプローブインターフェイス(20、104、254)と通信し得る。  (もっと読む)
(もっと読む)
形状計測方法およびそのシステム

【課題】計測時間の短縮化を図ることを可能にするとともに、測定対象物の色や傾斜による制約を排除することのできる形状計測方法およびそのシステムを提供する。
【解決手段】撮像手段により測定対象物を撮影して得られた撮像データと上記測定対象物のCADデータとを比較照合することにより、上記測定対象物の位置・姿勢を推定して上記測定対象物の位置・姿勢推定データを取得し、上記取得した位置・姿勢推定データに基づいて、上記測定対象物における計測点間では接触式プローブを高速で移動させ、上記測定対象物が存在すると推定される位置の近傍に上記接触式プローブが到達すると減速を開始し、上記接触式プローブを低速で上記測定対象物に接触させ、上記接触式プローブが上記測定対象物に接触すると上記接触式プローブを停止させて計測を開始するようにした。
(もっと読む)
非接触式三次元形状計測方法及び計測機

【課題】接触式三次元形状計測機の3軸移動機構等を非接触式として利用できることに着眼して、非接触式位置センサを代わりに取付けて転用による非接触式三次元形状計測方法を提供する。
【解決手段】接触式三次元形状計測機の本来接触式プローブが取付けられるべきヘッド6の原点位置に対する非接触式位置センサ29の原点位置の原点較正データを予め作成しておき、駆動手段7x,7y,7zを駆動制御するように3軸移動機構8の移動範囲の移動始端位置及び移動終端位置を逐次指令し、ヘッド6の移動走査過程において非接触式位置センサ29に対して所定の繰返し周期でトリガー指令を行い、移動始端位置及び移動終端位置並びに繰返し周期ごとの移動位置で規定されるヘッド6の原点位置を原点較正データに対応して較正して非接触式位置センサ8の原点位置を求めて、この原点位置における非接触式位置センサ8の非接触検知位置データにより計測対象物である車両ボデー9の三次元形状データを作成する。
(もっと読む)
3次元形状測定装置及び方法
【課題】被測定物の3次元形状を高精度に測定することが可能となる3次元形状測定装置及び方法の提供。
【解決手段】一対のプローブ20a,20bを、その先端同士が所定の間隔を開けて一直線状に対向するように配置し、被測定物1を、被測定物1の表面側及び裏面側がそれぞれ一対のプローブに対向するように位置させた後に、一対のプローブ20a,20bのお互いの位置関係を変更することなく、該一対のプローブ間における被測定物1の相対的な位置をスライド移動させて、一方のプローブにより被測定物1表面の3次元形状を測定し、次いで、他方のプローブにより被測定物1裏面の3次元形状を測定する。
(もっと読む)
表面粗さ/形状測定装置
【課題】 測定子の移動が自動で行える表面粗さ/形状測定装置の実現。
【解決手段】 被測定物の表面位置の高さを検出する測定子6と、測定子を被測定物に対して相対的に移動する測定子移動機構とを備え、測定子を被測定物の表面に対して相対的に移動した時の被測定物の表面位置の高さの変化を検出することにより、被測定物の表面の粗さ又は形状を測定する表面粗さ/形状測定装置であって、測定子を、現在位置から、被測定物表面の指示された表面位置の高さを検出する測定指示位置に移動するのに必要な移動情報を生成する移動情報生成部16と、移動情報生成部の生成した移動情報に基づいて、測定子を被測定物に対して相対的に移動する移動制御部20とを備える。
(もっと読む)
加工対象物の表面を走査するための方法
測定システムは関節式プローブヘッドに取り付けられた表面検出器を有し、プローブヘッドはさらに座標位置決め装置に取り付けられる。表面検出器は、表面を走査するため、座標位置決め装置およびプローブヘッドの少なくとも一方を少なくとも1つの軸線に関して駆動することにより、表面に対して動かされる。この表面検出器は表面からのその距離を測定し、プローブヘッドは、表面検出器の相対位置を実時間にて表面から予め設定された範囲内まで制御するため、表面検出器が少なくとも1つの軸線を中心として回転するように駆動される。  (もっと読む)
(もっと読む)
表面形状測定装置
【課題】屋外での固体微粒子等の測定対象物の表面形状の測定に適し、測定時間を著しく短縮できると共にコンパクトで且つ振動により測定精度が低下することない表面形状測定装置を提供することを目的とする。
【解決手段】本発明の表面形状測定装置1は、測定対象物A,Bが載置される載置面3を有する載置部2と、載置面3に対向してマトリックス状に配設され載置面3に向かって各々進退自在に配設された複数のプローブ支持部4と、各々のプローブ支持部4の先端部に配設されたプローブ5と、各々のプローブ5の変位を個別に検出する変位検出部6と、を備えた構成を有する。
(もっと読む)
関節装置
測定装置のための関節機構(22、410)を移動させる方法が開示されており、相対的な移動を可能とする関節機構を形成する二つの物体(14、16、410a,410b)を解放し、所望の位置に到達するまで二つの物体のうちの一方を他方に対し移動させ、おそらく、固定工程の一部として相対的に固定されるように二つの物体を再拘束する方法において、所望される位置で再拘束される以前に相対的な移動が、特定の条件のもとで起きることを特徴とする。その特定の条件は、同一方向からの移動、および、停止、減速などを含み、また、所望される位置に隣接した位置でその条件を維持する。また、ポテンショメーターおよび測定装置用コントローラ(11)により制御される測定装置用の関節機構(22、410)を位置決めする方法も開示されている。  (もっと読む)
(もっと読む)
肉厚測定データ管理方法と超音波肉厚測定装置及びプラント
【課題】
本発明の目的は、発電プラントの配管等の肉厚測定時に、肉厚データを測定し取得する際、測定点の位置情報、属性情報、過去の測定情報が、新たに測定した肉厚データと共に一元化され記憶装置内に取り込み格納され、容易に確認できる肉厚測定データの管理方法と肉厚測定装置及びタグ登録情報読み取り装置を提供することにある。
【解決手段】
本発明は、肉厚測定対象物の肉厚を超音波肉厚測定装置によって測定する肉厚測定データの管理方法において、前記測定対象物の測定点近傍の表面上に無線周波タグが貼付られ、該タグは測定対象点の個別管理番号、過去の肉厚測定データ及び測定位置座標の属性情報が登録されていることを特徴とする。
(もっと読む)
センタリング装置
本発明によってはセンタリング装置、特に探査測定装置(1)のためのセンタリング装置(11)が提案されている。このセンタリング装置は装置軸線(7)を規定する装置保持体(3)と、シャフト軸線(43)を規定する保持シャフト(41)と、装置保持体をシャフト軸線に対し平行な装置軸線でシャフト軸線に対し半径方向に移動可能ではあるがしかし固定可能に保持シャフトに保持するセンタリング保持装置とを有している。センタリング保持装置(45)はシャフト軸線(43)と装置軸線(7)を中心として分配された、前記軸線(7,43)に沿って延びる1つの平行四辺形リンク領域(59)又は複数の平行四辺形リンク領域を有する平行四辺形案内装置として構成されている。このような平行四辺形案内装置は保持シャフト(41)及び/又は装置保持体(3)に一体に統合されて成形されることができる。これは製作費用を低下させる。平行四辺形案内装置の周方向に分配された調節ねじ(69)はシャフト軸線(43)を装置軸線(7)に対して調整することを可能にする。  (もっと読む)
(もっと読む)
表面測定用プローブの使用法
測定用プローブが取り付けられる機械を用いて人工物を計測する方法。この方法は、以下のステップ、人工物の表面上の1つ以上の地点の近似的な位置を決定するステップと、この近似的な位置を用いてプローブおよび人工物のうちの少なくとも一方をそのプローブおよび人工物における所望の1つ以上の相対位置に移動させるステップと、該位置において人工物の表面上の地点の1つ以上の表面計測値を取得するステップであって、1つ以上の表面計測値が取得される間、そのプローブと人工物との間の相対移動がないステップと、その計測値からのデータを用いて、動誤差が実質的に低減されるその表面上の1つ以上の地点の位置を決定するステップと、を有する。 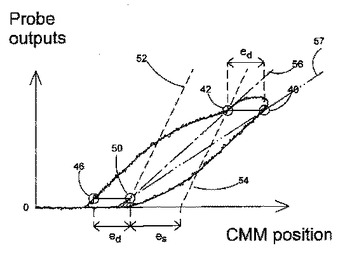 (もっと読む)
(もっと読む)
検出ホイール
本発明は、内燃機関のクランクシャフトの回転速度及び/又は回転角度を測定する装置に使用する検出ホイールに関する。前記検出ホイールは、外周に配置され、前記歯部の幅、ならびに歯部間の隙間を画定するフロントリッジ及びリヤリッジをそれぞれ包含する複数の歯部を具備する。歯部のそれぞれのフロントリッジ及びリヤリッジは、実質上同一の角度距離だけ互いに間隔を空けて配置される。限定数の異なる歯幅は、前記ホイールの外周に配置される。本発明は、ホイールの外周に分布した少なくとも3つの連続歯部の幅の順序が決定されることを特徴とする。  (もっと読む)
(もっと読む)
21 - 32 / 32
[ Back to top ]