
Fターム[3B150NA47]の内容
Fターム[3B150NA47]に分類される特許
1 - 20 / 73
ミシンの上糸テンション計測装置
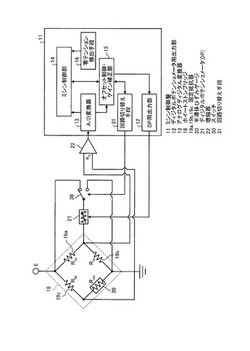
【課題】ひずみゲージの抵抗値のばらつきや、温度変化、縫製速度の変化、絶縁抵抗の変化によらず、高精度にミシンの上糸テンションを計測することができるミシンの上糸テンション計測装置を得ること。
【解決手段】一辺に半導体歪みゲージ20を含むホイートストンブリッジ18における固定抵抗器19cにDP21を並列接続。ミシン制御部14は、縫製時に増幅器22が出力する計測テンションのオフセット量が許容範囲外であるとき、オフセット制御・ゲイン補正部15にオフセット調整指示を出し、零テンション検出手段16が検出指定する上糸の零テンションの期間を知らせる。オフセット制御・ゲイン補正部15は、上糸の零テンションの期間において、オフセット量を許容範囲内に収める抵抗値を算出してDP21に更新設定し、半導体歪みゲージ20の初期抵抗値を求めて増幅器22のゲイン補正を行う。
(もっと読む)
縫目のほつれ止め方法、縫目のほつれ止め装置及び縫目構造

【課題】二重環縫いの縫目に特有のほつれの発生を、針糸及びルーパ糸の付与張力の影響を受けずに有効に防止することができる新たなほつれ止め方法、ほつれ止め装置、及びこれらの方法及び装置によって形成される縫目構造を提供する。
【解決手段】針落ち位置A,Aの後側に糸掛けフック3及びルーパ糸保持体6を配し、該糸掛けフック3及びルーパ糸保持体6を揺動して、夫々の先端のフック部3b及び糸受け部6aをルーパ1に接近させ、フック部3bによりルーパ1が捉えた針糸ループを保持し、側に位置する針糸ループを、針落ち位置Aよりもルーパ1の進出端側に位置させ、糸受け部6aによりルーパ1から縫製生地に延びるルーパ糸を針落ち位置Aよりも前側に位置させて少なくとも1針分の縫製動作を行わせる。
(もっと読む)
ミシン
【課題】手縫い風縫目を縫製対象物に良好に形成することができるミシンを提供すること。
【解決手段】糸調子調整手段と、移送手段とを備え、上糸とは異なる色の下糸を用いて、上糸と下糸とが交絡する縫目を縫製対象物に形成するミシンにおいて、糸調子調整手段及び移送手段が制御され、上糸と下糸との交絡点が縫製対象物の上面よりも下部にある縫目のみを含む第1縫目と、上糸の張力によって交絡点及び下糸が縫製対象物の上面に引き出された縫目を含み、下糸が第1方向に引き出された部分である第1部分と、下糸が第2方向に引き出され且つ少なくとも一部が第1部分と重なる部分である第2部分とが複数組含まれる縫目である第2縫目とが、縫製対象物に交互に配置される(S70,S80、S90)。
(もっと読む)
ミシン及びミシンの制御方法
【課題】縫製作業を開始することなく上糸に付加する張力の確認を行うことができるミシン及びミシンの制御装置を提供する。
【解決手段】CPUは、足踏みペダルの位置が踏み返し位置(Pb1)以上踏み返された位置である駆動領域に属するか否かを判断する(S90)。踏み返し位置(Pb1)は、縫製動作のために作業者が足踏みペダルを中立位置(Pn)から踏み込み位置(Pf2)へ操作する方向と異なる方向に設けた位置である。駆動領域に属する場合、CPUは、布押え部材の押え位置への移動を禁止し(S170)、糸調子ソレノイドをONにして上糸に張力を付加する(S180)。作業者は、上糸張力を確認することができる。
(もっと読む)
ミシンの糸供給器
【課題】縫い始めの余分な糸の長さを短くできる、コストを節減したミシンの糸供給器を提供する。
【解決手段】ミシンの糸供給器上には、動力ユニット70を設置し、糸通過軸ユニット30を押して動かし、撥板40の動作を連動し、撥板40が糸挟持ユニット20に分け入り開かせる時、支点と糸掛け板60との間の糸は最も短くなり、また最もスムーズとなり、撥板40が糸挟持ユニット20から退出すると、糸挟持ユニット20はミシン糸1を緊密に挟持し、動力ユニット70は糸通過軸ユニット30を継続して押し、ミシン糸1の張りを締め、支点と糸掛け板60との間の糸は長くなり、糸挟持ユニット20はミシン糸を緊密に挟持する。
(もっと読む)
ミシンの糸調子装置
【課題】糸調子皿への押圧開放時における上糸張力を安定することができるミシンの糸調子装置を提供する。
【解決手段】糸調子軸18の割り溝185に嵌合する板棒部材29内に、第一糸調子皿22を後方に向けて付勢するバネ295を配置する。バネ295で第一糸調子皿22を後方に向けて付勢することにより、糸切り時又は縫製終了時に駆動ソレノイド30が駆動棒25を開放した際に、第一糸調子皿22と第二糸調子皿23とを離間する。
(もっと読む)
ミシン
【課題】縫製中でも自在に糸張力を補正する。
【解決手段】縫い針を上下動させる針上下動機構と、縫い針に対して被縫製物を相対的に位置決めする位置決め機構と、糸張力を縫い糸に付与する糸調子装置と、縫製データに基づいて位置決め、糸張力付与及び縫製速度の制御を行う動作制御手段1000とを備え、縫製データ71aに基づく縫製の実行中に当該データに定められた糸張力に対して縫製パターンの全針に及ぶ補正データの入力を受け付ける糸張力補正手段74を備え、動作制御手段は、糸切りを伴うことなく、入力直後の縫い目から補正データに応じた糸張力で縫製を行うことを特徴とする。
(もっと読む)
ミシンの糸調子装置
【課題】上糸に付与する張力を安定させることのできるミシンの糸調子装置を提供する。
【解決手段】糸調子装置は、第二糸調子皿23の前端部への移動を規制する固定部24を、糸調子軸18の螺子形成軸部184に固定する。螺子形成軸部184は、軸心に沿って割り溝185を形成してある。割り溝185は、板棒部材29の挿入部291を嵌合する。六角ナット241、六角ナット242を螺子形成軸部184に固定するとき、螺子形成軸部184に力が加わっても、糸調子装置は、螺子形成軸部184が変形するのを防ぐことができる。螺子形成軸部184が変形するのを防ぐことができるので、六角ナット241、六角ナット242は緩むことがない。よって、糸調子装置は、第二糸調子皿23の位置を確実に規制でき、第一糸調子皿22と第二糸調子皿23とが上糸9に付与する張力を安定化することができる。
(もっと読む)
ミシン
【課題】適正な上糸供給を行って縫い品質を向上する。
【解決手段】針棒12の針上下動機構と、針棒の上下動に同期して往復動作を行う天秤14と、上糸たぐり部材41により糸たぐりを行うを上糸たぐり機構40と、針棒に同期して被縫製物を任意の移動量で移動する布送り機構50と、縫製時に予め設定された移動量で被縫製物の移動を行うように布移動モータ52,53を制御する動作制御手段70と、上糸たぐり量を定めた縫製パターンデータを記憶するデータメモリとを備え、糸たぐり機構は、上糸たぐり部材の移動を行う糸たぐりモータ44を備え、動作制御手段は、縫製パターンデータに従って縫製中に任意の設定量で上糸たぐり部材が移動するように糸たぐりモータの制御を行う。
(もっと読む)
糸調子判定装置及び糸調子判定プログラム
【課題】糸調子の判定を人の主観によらずに自動で行うものにあって、糸調子の判定の正確性を十分に高いものとする。
【解決手段】糸調子判定装置21を、パーソナルコンピュータからなる判定装置本体22に、第1及び第2の2個のカメラ23及び24を接続して構成する。判定装置本体22の演算処理回路は、糸調子判定プログラムの実行により、ユーザがミシンにおいて試し縫いを行なった加工布Wの縫目の糸調子の判定処理を次のように行う。即ち、まずカメラ23,24により、加工布Wの表面側及び裏面側の双方から撮影された縫目の画像データを夫々取込み、それら画像データから、交絡点Sに現れた反対側の糸の領域を抽出する。抽出した糸の領域の面積I、Jを算出し、算出した面積I,Jを比較することにより、糸調子を判定し、その判定結果を表示装置32に表示する。
(もっと読む)
ミシン及び糸調子調整プログラム
【課題】糸調子の判定及び調整を自動で行うことが可能なものにあって、糸調子の判定の正確性を十分に高いものとし、糸調子の調整を良好に行う。
【解決手段】縫目形成直後の加工布の縫目を、上面(表面)側から撮影する第1のカメラ39を頭部5に設けると共に、加工布の縫目を下面(裏面)側から撮影する第2のカメラ40をミシンベッド2に設ける。ミシン本体1の制御装置は、糸調子調整プログラムの実行により、加工布の縫目の糸調子の判定及び自動調整の処理を次のように行う。カメラ39,40により、加工布の表面側及び裏面側の双方から撮影された縫目の画像データを夫々取込み、それら画像データから交絡点に現れた反対側の糸の領域を抽出する。抽出した糸の領域の面積を算出し、糸調子率を判定する。その判定結果に基づいて、糸調子調整機構の糸調子調整用パルスモータを制御する。
(もっと読む)
刺繍用ミシン
【課題】複数のヘッド毎に針棒、天秤、布押え等の機械要素をそれぞれ個別に駆動するための個別のモータを具備する刺繍用ミシンにおいて、モータの回転速度の変化や回転方向の変化が頻繁になっても応答性に支障がなく、また、上糸に対するテンションの大きさを制御し、特に、天秤が下降する際に上糸に付与されるテンションの大きさを制御することができる刺繍用ミシンを提供する。
【解決手段】針棒、天秤、布押えの各機械要素は、位置偏差算出工程(S21)、速度偏差算出工程(S24)、トルク偏差算出工程(S31)を経て各モータを制御するが、天秤については、天秤上死点から針棒下死点までの特定期間においては、天秤用モータの角度に応じて予め定められたトルクデータとモータに供給される電流値に基づくトルクの値とからトルク偏差(第2トルク偏差)の値を算出し、第2トルク偏差の値に従い天秤用モータを制御する。
(もっと読む)
ミシン及び糸張力設定プログラム
【課題】加工布における実際の針落ち点を作業者が容易に認識しながら糸張力を設定することができるミシン及び糸張力設定プログラムを提供する。
【解決手段】作業者は、縫製パターンのうち、糸張力値の設定又は変更を行う任意の指定位置を、操作パネルを操作することで指定する(S22、S25:YES)。作業者が指定位置を指定すると、ミシンは、針棒の下端部に装着する縫針が挿通する針落ち地点に指定位置を位置させるように、加工布を保持している布押え装置の送り板を移送する(S32)。作業者は、針落ち地点に位置している指定位置を実際に視認しながら、糸調子装置が付与する糸張力の値を設定又は変更する。
(もっと読む)
ミシンの制御装置
【課題】ミシン1台又は同一作業の複数のミシンにおいて複数の設定項目に対するパラメータの設定を容易にし、その内容を容易に管理することが可能なミシンの制御装置を提供する。
【解決手段】設定されたパラメータに基づいて制御を行う制御手段6とを備え設定手段11により設定し得る複数の設定項目に対する各パラメータの全ての組み合せに対して、それぞれ対応する固有のコードが定義されたデータテーブルが記憶された記憶手段8と、固有のコードを表示する表示手段10と、各パラメータが設定された際に、データテーブルを参照して、設定された各パラメータの組み合わせに対応する固有のコードを表示手段に表示する表示制御手段6と、固有のコードを入力する入力手段11とを備え、入力手段により固有のコードが入力された際にデータテーブルを参照して入力された固有のコードに対応する各パラメータを特定して駆動部の制御を行うことを特徴とする。
(もっと読む)
根巻きボタン付けミシン
【課題】ボタン付け・根巻きのそれぞれの工程に対応して、糸繰り出し量を適切にコントロール可能な根巻きボタン付けミシンを提供する。
【解決手段】ボタンを被縫製物に縫い付けるボタン付け工程と、ボタン付け工程によって縫い付けられたボタンと被縫製物との間の縫製糸を補強する根巻き工程とを1サイクルとしてボタン付けを行い、少なくともボタン付け工程と根巻き工程の最後には糸切りを行う根巻きボタン付けミシン10において、通電される電流量によって繰り出す糸の繰り出し量を変更可能な糸繰り出し手段(糸繰り出し装置30)と、糸切り後、前記糸繰り出し手段を駆動して繰り出す糸の繰り出し量を、次の工程に応じて設定する繰り出し量制御手段(マイコン50)とを備える。
(もっと読む)
ミシン
【課題】縫製データの入力を簡単に行えるようにする。
【解決手段】ミシンモータ2a、位置決めモータ76a,77a及び縫製に関係する動作を実行するアクチュエータ42,80a,81aと、所定情報の表示を行う表示手段74bと、縫製データ71aに基づいてミシンモータ、位置決めモータ及びアクチュエータの動作制御を行う動作制御手段1000と、を備えるミシンにおいて、縫製データに基づいて縫製動作を再現する動作確認モードを実行する動作制御を行う確認動作制御手段1000と、動作確認モードにおいて針数ごとに順番に動作を再現する過程で、いずれかの針数に設定された項目に対して、項目の設定内容の確認メッセージを表示手段に表示させるか、又は、項目に伴って実行されるべき他の項目の設定が同じ針数に存在しない場合に追加を促す確認メッセージを表示手段に表示させる確認表示制御手段とを備えている。
(もっと読む)
ミシン
【課題】従来のダイヤル操作による調節を生かして調節量の大小に関係なく操作性の低下を防止し、かつ、糸の張力をデジタル的に調節すること。
【解決手段】ミシンフレーム10に設けられ、糸Tに張力を付与する糸調子装置40と、糸調子装置により糸に付与される張力の調節操作を行う調節機構50と、調節機構による調節量に基づいて糸調子装置の駆動を制御する制御手段70と、糸調子装置により付与される張力を表示する表示装置60と、を備えるミシン1において、調節機構は、クリック付きのロータリーエンコーダ51と、ロータリーエンコーダの軸部52に固定され、回転操作により糸調子装置により糸に付与される張力を調節するためのダイヤル53と、を備え、制御手段は、ダイヤルの回転操作により、ロータリーエンコーダから出力される軸部の回転角度に応じたパルス数に基づいて糸調子装置の駆動量を制御する。
(もっと読む)
ミシン
【課題】糸調子皿により糸に付与する張力に応じて、糸取りばねにより糸に付与する張力を調節すること。
【解決手段】天秤を往復運動させて縫い針への糸の供給量を調節しつつ、第1アクチュエータ(41)の駆動により糸に付与する糸張力を調節可能なミシン(1)において、糸調子軸(49)を回動させて、糸取りばね(50)の取付角度を調節する第2アクチュエータ(83)と、第2アクチュエータの駆動を糸調子軸に伝達する伝達機構(80)と、糸張力を入力する入力手段(60)と、入力された糸張力に基づき、駆動軸の移動量及び糸調子軸の取付角度を記憶する記憶手段(70)と、糸張力の入力があった場合に、記憶手段から読み出した駆動軸の移動量及び糸調子軸の取付角度に応じて第1アクチュエータ及び第2アクチュエータを駆動させる制御手段(70)と、を備える。
(もっと読む)
ボタン穴かがり縫いミシン
【課題】被縫製物の厚さに合わせて適切な切断圧力で被縫製物を切断すること。
【解決手段】メス30とメス受け50とを有し、これらによって被縫製物Cにボタン穴を形成するボタン穴かがり縫いミシン1は、メス又はメス受けを原点位置と切断終了位置との間で往復移動させるパルスモータと、パルスモータの駆動を制御する制御手段と、パルスモータの実際の回転パルスを検出するエンコーダと、制御手段からパルスモータに出力される駆動パルスと、エンコーダで検出されたパルスモータの実際の検出パルスとの位置偏差を算出する位置偏差算出手段と、駆動パルスと実際の検出パルスとの許容限界を記憶する偏差記憶手段と、を備え、制御手段は、偏差算出手段により算出された偏差が許容限界を超えた場合に、メス又はメス受けが切断終了位置に到達するまでの間、位置偏差が減少するように駆動パルスを補正してパルスモータに出力する。
(もっと読む)
ミシン
【課題】設定縫い速度での各アクチュエータの動作確認を可能とする。
【解決手段】ミシンモータ2aにより針上下動を行う針上下動機構と、位置決めモータ76a,77aにより布移動を行う位置決め機構と、縫製に関係する動作を実行するアクチュエータ42,79a,80a,81aと、縫製データ71aに基づいてミシンモータ、位置決めモータ及びアクチュエータの動作制御を行う動作制御手段1000とを備えるミシンにおいて、縫製データに定められた縫い速度に従って回転するミシンモータ又はこれにより駆動される主軸の回転同期信号を仮想的に再現し、ミシンモータを駆動させることなく、仮想的な回転同期信号に同期しながら前記縫製データに基づく位置決め機構及びアクチュエータの動作を実行させる確認動作制御手段1000を備えている。
(もっと読む)
1 - 20 / 73
[ Back to top ]