
Fターム[3C034AA13]の内容
研削盤の構成部分、駆動、検出、制御 (11,657) | 用途 (2,428) | 特殊物品の研削 (544)
Fターム[3C034AA13]に分類される特許
81 - 100 / 544
切削加工装置
【課題】ワークの切削時とフランジの端面修正時とでワーク保持用の保持部材とフランジ端面修正治具とを置き換える必要がない切削加工装置を提供する。
【解決手段】ワークを保持する保持テーブル20と保持テーブル20を回転させる回転支持部と回転支持部を囲む支持部カバー23とを有する保持手段2と、保持テーブル20に保持されたワークを切削加工する切削ブレードと切削ブレードを回転させるスピンドルとスピンドルの先端に切削ブレードを端面で挟持して固定するフランジとを有する切削手段とを備えた切削加工装置において、保持テーブル20に隣接して支持部カバー23にサブテーブル4を配設し、サブテーブル4は、切削ブレードをドレスするドレスボード7と、フランジの端面を研削する研削砥石82と研削砥石82を支持する砥石支持部材81とを有する端面修正治具8とを選択的に吸引保持する。
(もっと読む)
切削装置

【課題】装着フランジへの切削ブレードの着脱性を損なうことなく、2枚の切削ブレード間隔を短縮することが可能な構造の切削手段を備えた切削装置を提供すること。
【解決手段】外周に雄ネジの形成されたボス部およびボス部と一体的に形成され環状受面444を有す環状受部を含む装着フランジ44と、装着フランジ44の環状受面444に当接して装着される環状の切削ブレード41と、中心部に形成された装着フランジ44のボス部に挿入される挿入穴と、挿入穴を囲繞して形成された環状凹部452と、を有する固定フランジ45と、中心部に形成された装着フランジ44のボス部の雄ネジに螺合する雌ネジ穴と、外周に形成された把持するための外周把持部と、固定フランジ45の環状凹部452の内周面に嵌合する環状凸部462と、環状凸部462の外周に装着された環状弾性部材と、を有する固定ナット46と、から構成されることを特徴とする。
(もっと読む)
研削装置
【課題】簡易な装置構成にして製造コストを低減させることができると共に、保持手段に対して半導体ウェーハを所望の向きおよび位置に位置付けた状態で搬入することができる研削装置を提供すること。
【解決手段】仮置きテーブル35からチャックテーブル3に半導体ウェーハWを搬入するウェーハ供給部16と、仮置きテーブル35上において半導体ウェーハWの全体を撮像する撮像部36と、撮像された半導体ウェーハWの画像データに基づいて、半導体ウェーハWの中心位置およびオリエンテーションフラット66の形成位置を算出する算出部とを備え、ウェーハ供給部16が、半導体ウェーハWの中心位置に基づいて、半導体ウェーハWの中心をチャックテーブル3の中心に位置付け、チャックテーブル3が、オリエンテーションフラット66の形成位置に基づいて、半導体ウェーハWの向きをチャックテーブル3の向きに合わせる構成とした。
(もっと読む)
磁気記録媒体用ガラス基板及びその製造方法
【課題】本発明は、平行度に優れる磁気記録媒体用ガラス基板の提供を目的とする。また、平行度に優れる磁気記録媒体用ガラス基板を高い生産性で研磨するガラス基板の研磨方法、および該研磨方法を有する磁気記録媒体用ガラス基板の製造方法の提供を目的とする。
【解決手段】本発明は、磁気記録媒体用ガラス基板の両主平面を研磨する研磨工程において、ガラス基板の両主平面を同時に研磨したときの両面研磨装置の上定盤の内周端側で測定した表面温度tp1と外周端側で測定した表面温度tp2との差Δtp(tp1−tp2)の絶対値が3℃以下であることを特徴とする磁気記録媒体用ガラス基板の製造方法を提供する。
(もっと読む)
研磨装置
【課題】逆オスカー型の研磨装置において、上定盤の外部のカラーフィルタ上に研磨液を滴下させて研磨を行っても、研磨量の制御が容易で、安定した研磨のできる研磨装置を提供する。
【解決手段】上定盤33に対向する下定盤1への荷重の分布を上定盤の外周部のみとするために、上定盤は上定盤上層33aと上定盤下層33bで構成し、上定盤の下面を中凹状50にする調整機構として押込みボルト31を上定盤上層33aの中心部qを除く内面部rから外周部tに向かって複数個設けたこと。上定盤43を厚さ方向を2分するスリット44を中心部を除く内面部から外周部に向かって設け、押込みボルト41を上定盤上半部43aの中心部を除く内面部から外周部に向かって複数個設けたこと。
(もっと読む)
研削方法
【課題】 表面に突起を有する被加工物を破損することなく研削可能な研削方法を提供することである。
【解決手段】 表面に突起物が形成された被加工物の裏面を研削する研削方法であって、円形凹部と該円形凹部を囲繞する環状凸部とを備えた保持治具を準備する保持治具準備ステップと、該保持治具の該円形凹部内に、表面に突起物が形成された被加工物の裏面を露出させて被加工物を配設する配設ステップと、該配設ステップの前又は後に、該円形凹部内に液状硬化剤を注入する液状硬化剤注入ステップと、該円形凹部内に被加工物が配設されて該液状硬化剤が注入された状態で、該液状硬化剤を硬化させて被加工物を固定する固定ステップと、該固定ステップを実施した後、研削手段で被加工物の裏面と該保持治具の該環状凸部とを研削する研削ステップと、を具備したことを特徴とする。
(もっと読む)
枠材および枠材を有する保持具
【課題】被研磨物の端部形状を改善し安定した研磨加工を行うことができる枠材を提供する。
【解決手段】保持具10は、テンプレート5とポリウレタンシート2とを備えている。テンプレート5は、複数に分割された分割枠材51が一方の側面で貫通穴6の内周面を形成するように連結されている。分割枠材51の両端部にそれぞれ凹部5aが形成され、分割枠材51間の連結部Sの内周側に凹部5bが形成されている。連結部材7aが隣り合う分割枠材51の凹部5aの両方に嵌合され、突起tがテンプレート5の内側へ向けて突出する軟質部材7bが隣り合う分割枠材の凹部5bの両方に嵌合されている。連結部材7aで複数の分割枠材51が連結され、軟質部材7bの突起tにより被研磨物と分割枠材51とが直接接触することが抑制される。
(もっと読む)
研削された被加工物の厚み計測方法および研削装置
【課題】研削された被加工物の厚みのバラツキに起因する品質の良否を判定する管理データを得ることができる研削された被加工物の厚み計測方法および研削装置を提供する。
【解決手段】被加工物を保持したチャックテーブルを回転しつつ研削手段によって研削された被加工物の厚みを、厚み計測手段によって計測する研削された被加工物の厚み計測方法であって、チャックテーブルを回転し、厚み計測手段に対してチャックテーブルに保持された被加工物を回転中心から外周または外周から回転中心に向けて移動順次相対移動しつつ被加工物の厚みを計測することにより、同心円状の領域の厚みデータを計測する。
(もっと読む)
ソフトカバー書籍用研磨機
【課題】書籍・本の表裏紙の装丁が比較的に軟らかい、いわゆるソフトカバー本における小口部、天部、地部等を研磨し、体裁を整えるにつき、これを連続的に大量処理する。
【解決手段】投入口2と排出口5との間で隣接配置した研磨機構30の前方位置で間欠進退する搬送機構20によって平積み状の1処理群の書籍Bを間欠搬送する。搬送機構20の間欠停止時に搬送機構20上の書籍Bを、その未研磨部を研磨機構30側に向けて、搬送機構20の搬送方向に直交する方向に沿って順次に送り込み、研磨帯37にて擦過させ、その間、搬送機構20を後退させる。後退位置で待機している搬送機構20上の次段側位置に研磨後の書籍Bを戻し、搬送機構20を再び前進させる搬送中に書籍Bを転回させ、その転回後に書籍Bを次段側の研磨機構30に送り込むことを繰り返して、書籍Bの小口部、天部、地部を順次に研磨させる。
(もっと読む)
研削装置
【課題】複数のオリエンテーションフラットが形成されている異形状のウェーハを適切に保持してスピン洗浄することができる研削装置を提供する。
【解決手段】複数のオリエンテーションフラット2が形成された円板状のウェーハ1を研削した後に、該ウェーハ1を搬出手段70によりスピンナ洗浄手段80の洗浄テーブル82に載せてスピン洗浄するにあたり、洗浄テーブル82に対しウェーハ1の重心位置GOと洗浄テーブル82の回転中心82Zとが一致するようにウェーハ1を洗浄テーブル82に載置し、スピン洗浄時にウェーハ1のバランスが崩れることなく適切に保持できるようにする。
(もっと読む)
研磨方法
【課題】ワークの厚みを目標仕上げ厚みに高精度に研磨すること。
【解決手段】ワークの露出した被研磨面からワークの厚みを測定し(ステップS1)、ワークの被研磨面の全面に研磨パッドを押し当てて所定時間ワークの被研磨面を研磨し(ステップS2)、被研磨面の一部が露出した状態でワークの露出した被研磨面からワークの厚みを測定し(ステップS3)、ステップS1の処理によって得られたワークの厚みとステップS3の処理によって得られたワークの厚みとによって研磨量を算出すると共に、ステップS1の処理における研磨時間に基づいて研磨の経過時間に対するワークの厚み変化を求め(ステップS4)、ステップS4の処理で求めた研磨の経過時間に対するワークの厚み変化と目標仕上げ厚みとに基づいて研磨時間を設定してワークの被研磨面の全面にステップS1と同等の圧力で研磨パッドを押し当ててワークの被研磨面を研磨する(ステップS5)。
(もっと読む)
研削装置
【課題】接触式検出部による検出結果と非接触式検出部による検出結果との変化傾向を比較することで、適切な加工タイミングで接触式の厚み検出から非接触式の厚み検出に切り替えることができる研削装置を提供すること。
【解決手段】半導体ウェーハWの上面に接触して厚み検出する接触式検出部71と、半導体ウェーハWに非接触で厚み検出する非接触式検出部75と、接触式検出部71の検出結果に基づく研削加工から非接触式検出部75の研削結果に基づく研削加工に切り替える切り替え制御部79とを有し、切り替え制御部79が、接触式検出部71の検出値の変化傾向を示す平均変化量の許容範囲内に、非接触式検出部75の検出値の変化傾向を示す平均変化量が含まれる加工タイミングで、接触式検出部71の検出結果に基づく研削加工から非接触式検出部75の研削結果に基づく研削加工に切り替える構成とした。
(もっと読む)
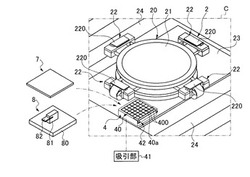
切削装置
【課題】切削ブレードを支持するフランジの端面を適切かつ自動的に研削して端面修正作業を行う。
【解決手段】被加工物を保持する保持テーブルに研削砥石73を有する端面修正治具7を位置決めして配設し、切削手段のフランジ341の端面341aと研削砥石73との少なくともX方向及びZ方向の相対位置を記憶部11が記憶し、制御部10による制御の下で、端面341aと研削砥石73との少なくともX方向及びZ方向の位置関係を調整した後に、端面341aと研削砥石73とをY方向に接近させて端面341aと研削砥石73との接触を該検出部が検出することによってY方向の端面修正開始位置を決定することにより、自動で適切な端面修正作業を遂行することができる。
(もっと読む)
切削加工装置
【課題】加工効率を低下させることなく高精度にワークに形成される溝の深さを制御できる切削加工装置を提供する。
【解決手段】分割予定ラインLに形成された加工溝9の断面形状をワークWの外周側面側から撮像する撮像手段8を備え、撮像手段8で撮像した加工溝9の断面形状から取得したワークWへの切削ブレード30の切り込み量に基づいて、後に加工する分割予定ラインへの切り込み量を制御することにより、所望深さの加工溝を高精度に形成する。また、一本の分割予定ラインLを加工して加工溝9を形成した後、後の分割予定ラインの切削開始位置に切削ブレード30を位置づけるまでの間に加工溝の深さを認識して切削ブレードの切り込み量を調整しなおすことができるため、加工効率を低下させることがない。
(もっと読む)
加工装置
【課題】 被加工物を位置決めしてチャックテーブル上に容易に搭載可能な加工装置を提供することである。
【解決手段】 被加工物を保持する保持面を有し作業者が被加工物を載置するチャックテーブルと、該チャックテーブルで保持された被加工物へ加工を施す加工手段とを備えた加工装置であって、該チャックテーブルの該保持面に対面して配設された光源と、該光源と該チャックテーブルとの間に配設され被加工物位置合わせ用パターンを有するフィルタとを少なくとも含むパターン投影手段を具備したことを特徴とする。
(もっと読む)
レンズ加工装置
【課題】ワークの大きさや形状等に制限を受けることなく、しかも機械サイズをコンパクトにすることが出来るレンズ加工装置を提供する。
【解決手段】ホイールヘッド7に円弧状の研削面を備えた砥石等の研削工具8を着脱可能に装着した少なくとも一軸以上のスピンドル9と、該スピンドル9と同一軸線上にレンズ素材Wを着脱可能に装着するワークホルダ10を備えた回転アダプター11a及び、ワーク軸11を保持するワーク軸ベース部材12とが設けられ、このレンズ加工室3a,3bの背面側には、前記ワーク軸ベース部材を旋回させると同時に左右に揺動運動させる旋回・揺動駆動装置及びワーク軸ベース部材を上下運動させる上下駆動装置とが設置される。レンズ加工装置1は、前記ワークホルダ10に装着したレンズ素材Wを研削面に対して揺動運動,旋回運動,上下運動をさせながら一定の押圧力で押圧させて所定の曲率の曲面加工を行うものである。
(もっと読む)
加工装置
【課題】 被加工物を位置決めしてチャックテーブル上に容易に載置可能な加工装置を提供することである。
【解決手段】 被加工物を保持する保持面を有するチャックテーブルと、該チャックテーブルで保持された被加工物に加工を施す加工手段とを備えた加工装置であって、被加工物の上面を撮像する撮像手段と、該チャックテーブル上の被加工物を選択的に保持して該チャックテーブルから離脱させる該撮像手段に配設された仮保持手段と、該チャックテーブルと該撮像手段とを該保持面に平行な2方向へ相対移動させる移動手段とを具備し、該仮保持手段で被加工物を仮保持している間に、該移動手段を駆動して被加工物の中心を該チャックテーブルの中心に一致させた後被加工物を該チャックテーブル上に載置することを特徴とする。
(もっと読む)
研削装置の運転方法
【課題】 自動研削プログラムの実行を中止した場合に、短時間で効率良くウエーハをカセット内に戻せる研削装置の運転方法を提供することである。
【解決手段】 研削装置の運転方法であって、自動研削プログラム実行中に制御手段が自動研削プログラムを中止する信号を受信すると、第1のカセットから新たにウエーハを搬送することを中止するとともに、第1のカセットから搬送されたウエーハに研削加工が実施されているか否かを判断する。研削加工が実施されていると判断した場合には、ウエーハを自動研削プログラムと同じ経路で移動して第2のカセットに収容し、研削加工が実施されていないと判断した場合には、ウエーハを自動研削プログラムと逆の経路で移動して第1のカセットに収容する。
(もっと読む)
研磨装置
【課題】本発明は、従来にない作用効果を発揮する画期的な研磨装置を提供することを目的とする。
【解決手段】被研磨物保持体1に保持された湾曲状の被研磨部2aを有する被研磨物2を揺動させながら研磨部3に当接させて該湾曲状の被研磨部2を研磨する研磨装置であって、前記被研磨物保持体1を揺動せしめる第一駆動源4の回転駆動軸5を該被研磨物保持体1に連設して該第一駆動源4の回転駆動を該被研磨物保持体1に伝達する第一動力伝達部7を有するものである。
(もっと読む)
仕上研削装置および仕上研削方法
【課題】後工程におけるラップ仕上における取り代を少なくして、ラップ仕上に要する時間およびスラリー使用量を抑える。さらに、研削砥石の寿命を長くする。
【解決手段】粗研削された基板(W)の表面を仕上研削する仕上研削装置(2)は、基板を研削する研削砥石(12)を備えていて回転可能な研削部(10)と、研削部の研削砥石に対面して配置されていて、基板を保持しつつ回転可能なチャック(20)と、研削部をその回転軸に沿ってチャックに向かって送込む研削送り部(15)と、研削送り部が前記研削部を送込む送り量に応じて、前記研削砥石に対する前記基板の研削比を変更する研削比変更部(30、35)とを含む。
(もっと読む)
81 - 100 / 544
[ Back to top ]