
Fターム[3C034BB81]の内容
研削盤の構成部分、駆動、検出、制御 (11,657) | 構造 (3,536) | ワーク供給排除機構 (257)
Fターム[3C034BB81]の下位に属するFターム
曲線状の搬送をするもの (42)
直線状の搬送をするもの (73)
移し換え動作によるもの (60)
搬送路上で移動中に研削するもの (58)
Fターム[3C034BB81]に分類される特許
1 - 20 / 24
切削装置
切削装置
【課題】切削装置の仮置き手段の箇所において、被加工物が保持された環状フレームを確実にセンシングし、環状フレームの存在を確実に認識できる切削装置を提供する。
【解決手段】仮置き手段は、被加工物ユニットを挟持する一対のガイドレールと、ガイドレールを挟んだ上下方向で対面し、2本の該ガイドレールの間を光線が通過するように配置された発光素子と受光素子からなる光学センサを備え、ガイドレールの長手方向の所定範囲に被加工物ユニットがあるときに、光学センサの光線を該被加工物ユニットが遮断することで、被加工物ユニットが所定範囲にあることが検知される。
(もっと読む)
全自動式マイクロドリルの研磨装置及びその研磨方法

【課題】設備の設置コストを下げ、且つマイクロドリル研磨時の効率及び品質を有効に向上させる全自動式マイクロドリルの研磨装置及びその研磨方法を提供する。
【解決手段】全自動式マイクロドリルの研磨装置及びその研磨方法として、その装置は機台、ブラシ装置、取出しモジュール、挟持モジュール、第1検査モジュール、第2検査モジュール及び研磨モジュールを含む。これらによって、研磨及び検査前のマイクロドリルを該挟持モジュールへ移動し、移動過程で同時に塵除去を行い、続いて第1次検査を行う。合格と判定したものは該研磨モジュールで第1次研磨を行い、不合格のものは不良品区へ送る。第1次研磨が完了した該マイクロドリルは第2次検査へ進み、良品は該放出区へ送り、不良品は前述ステップを繰り返してから第2次研磨へ進み、良品を該放出区へ送り出す。それでも尚、不良品の場合は該不良品区へ移動させ、自動化マイクロドリルの研磨を実現し、その効率と品質を大幅に向上させる。
(もっと読む)
連続鋳造製品を研削するための装置
【課題】スラブをその都度所要の位置に運動させ、研削加工の間、この位置に安定した状態で保持することが簡単に可能となるようにする。
【解決手段】連続鋳造製品を研削するための装置が、保持装置8を有しており、該保持装置8が、連続鋳造製品1を互いに異なる2つの位置I,IIで緊締し、互いに反対の側に位置する2つの辺2,3,4,5の研削プロセスの間、ある時は鉛直な位置に保持し、またある時は水平な位置に保持するために形成されており、互いに異なる2つの位置I,IIが、連続鋳造製品1の長手方向軸線Lを中心として90゜だけ互いに回動させられている。
(もっと読む)
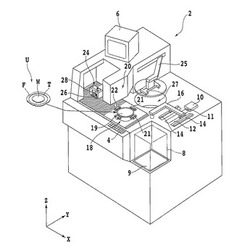
加工装置
【課題】 サイズの大きな被加工物のハンドリングを容易にする加工装置を提供することである。
【解決手段】 被加工物を保持するチャックテーブルと、該チャックテーブルに保持された被加工物に加工を施す加工手段と、該チャックテーブルに搬送する被加工物を収容する被加工物収容ユニットと、該チャックテーブルと該被加工物収容ユニットとの間で被加工物を搬送する搬送手段と、を備えた加工装置であって、該被加工物収容ユニットは、移動手段と載置面と連結面を有し、加工装置に取り外し可能に連結されるワゴン本体と、該ワゴン本体の該載置面上に載置され、被加工物を収容する収容部を内部に有する被加工物収容ボックスとを具備し、該移動手段で該ワゴン本体を移動して該連結面で加工装置に連結し、該被加工物収容ボックス内に収容された被加工物を該搬送手段で該チャックテーブルに搬送することを特徴とする。
(もっと読む)
研削装置
【課題】ワークが横滑りすることを抑制すること。
【解決手段】支持部材120のワークWが載置される領域内には、吸入口121を点対称位置として円形状の複数の穴部124が形成されている。このような支持部材120の構成によれば、支持部材120に形成された複数の穴部124が、支持部材120上面とワークWの下面との間に挟まれる空気を支持部材120の下面側に逃すので、支持部材120上面にワークWを載置するために支持部材120上面の数ミリ上からワークWを落とした際、支持部材120上面でワークが大きく横滑りし、ワークWを適切に支持できなくなることを抑制できる。
(もっと読む)
ダイシング装置及びダイシング方法
【課題】コンパクトな構成で稼動効率を向上させることができるダイシング装置及びダイシング方法を提供する。
【解決手段】加工前のワークWがストックされるワーク供給待機部40と、加工後のワークWをストックするワーク回収待機部50とが、加工部30を挟んで設置される。加工前のワークWは、ダイシングフィルムTが貼付された面をワークテーブル側に向けて、垂直に起立した姿勢でワーク供給待機部40にストックされる。また、加工後のワークWは、ダイシングフィルムTが貼付面をワークテーブル側に向けて、垂直に起立した姿勢でワーク回収待機部50にストックされる。ワーク供給待機部40にストックされたワークWは、ワーク供給装置60によってワークテーブル20に供給される。また、加工後のワークWは、ワーク回収装置70によってワークテーブル20から回収され、ワーク回収待機部50に移載される。
(もっと読む)
研削装置
【課題】より省スペース化を図り、大型の板状物を研削・研磨可能な装置を提供する。
【解決手段】保持面50aを有する搬送機構5がワークを保持機構2に搬送する前に、位置合わせ機構7においてワークが所定位置に位置合わせされる研削装置において、位置合わせ機構7は、垂直方向の一面700を有する板部材70と、板部材70から突出し一面700に沿うワークの外周縁に突き当てる少なくとも3個以上の突き当て部材702と、突き当て部材702を垂直面内においてワークの外周縁に当接させて互いが接近及び離反する方向に移動させる突き当て部材移動部と、搬送機構5の保持面50aと板部材70の一面700にワークが挟まれた状態で突き当て部材移動部702を駆動して突き当て部材702をワークの外周縁に突き当てることによってワークの位置合わせを行う制御部9とを有し、ワークを縦置きして位置合わせを行う機構としてワークが大型化しても装置が大型化することを抑制する。
(もっと読む)
加工装置
【課題】より省スペースな装置でワークの搬送による破損リスクが低減された加工装置を提供する。
【解決手段】保持テーブル7の第一の保持面70aに保持されたワークWを加工する加工装置において、ワークWを保持した状態で保持テーブル7に載置される板状のワーク支持部材8と、そのワーク支持部材8を保持テーブル7に対して搬入搬出する搬送機構11とを有し、ワーク支持部材8には、保持テーブル7の第一の保持面70aに負圧によって保持される被保持面82と被保持面82の反対面でありワークを保持する第二の保持面83が形成され、搬送機構11は、第二の保持面83に載置されたワークWを囲んで密閉空間116を形成する密閉部110と、密閉空間116に気体を送り込み大気圧より高圧にする気体流入部111と、ワーク支持部材8を保持する保持部114と、密閉部110と気体流入部111と保持部114とを鉛直方向及び水平方向に移動させる移動部115とを有する。
(もっと読む)
スラブ研削装置およびスラブ研削方法
【課題】スラブ研削装置3が、スラブ1を幅方向に移動させる際に、搬送ローラ2を疵つけてしまうのを防止できるスラブ研削装置およびスラブ研削方法を提供する。
【解決手段】搬送ローラ2にて搬送してきたスラブ1を、搬送ローラ2の間に、スラブ1の長手方向に二つ配置された、スラブ1を垂直方向に昇降可能な昇降機構30により、二つの昇降機構30上に配置した、スラブ1の幅方向に移動可能な、二つの台車331を介して持ち上げ、スラブ1の長手方向に二つ配置したセンサ5から制御装置10に送られる、スラブ1の側端面までの距離についての情報に基づき、二つの台車331で相互に独立して、スラブ1を、研削に都合の良い位置Xまで移動させ、しかる後、研削機4にて研削する。
(もっと読む)
研削盤
【課題】 ワークを研削するサイクルタイムを安定させるとともに装置全体を小型に構成することが可能な研削盤を提供する。
【解決手段】 互いの間の加工位置S1に供給されるワークWを回転させる退避ロール151及び支持ロール152と、上面部でワークを供給位置S2から加工位置まで案内するとともに先端部でワークに当接してワークを加工位置に保持するシュー153と、退避ロールが回転可能に接続され、ワークから離間する退避位置まで退避ロールを移動させる退避手段140と、供給位置から加工位置までワークを押圧して移動させる押圧部材154と、退避ロールを退避させる駆動力と押圧部材を往復運動させる駆動力を生じる供給排出モータ112とを備える研削盤であって、供給排出モータの駆動力を退避手段に伝達させる第一の伝達手段120と、供給排出モータの駆動力を押圧部材に伝達させる第二の伝達手段130とをさらに備える。
(もっと読む)
基板切断装置
【課題】生産性を向上することが可能な基板切断装置を提供する。
【解決手段】基板1を水平面に対して直立状に吸着保持する2つのチャックテーブル2,2を備え、前記チャックテーブル2に吸着保持した基板を切断する切断ポジションと、前記チャックテーブル2に基板の搬入及び/又は個片の搬出を行う受け渡しポジションを、鉛直方向の軸線回りに所定間隔をあけて配設し、前記2つのチャックテーブル2,2を回動手段4に付設すると共に、当該回動手段4を前記鉛直方向の軸線回りに回動させて各チャックテーブル2,2を一体的に前記切断ポジションと受け渡しポジションに移動可能に構成した。
(もっと読む)
ボールの仕上げ加工装置
【課題】横軸型加工装置に竪型加工装置の利点を取り入れ、安定的に大容量加工が可能で、しかも精度がよく、キズの出ない加工装置を提供する。
【解決手段】円盤の一部に切り欠き部3を有し、片側にボールが転がる溝を同心円状に複数有する砥石が装着された固定盤1と、この盤の溝側に対向し、ボールが転がる同心円状溝を固定盤と同数有する砥石が装着された回転盤2からなり、固定盤と回転盤の対向溝に被加工物であるボールが圧力を掛けられて保持されるボール加工装置において、固定、回転盤砥石の装着面を水平方向より5乃至45度傾斜せしめた。
(もっと読む)
ウエーハの加工装置
【課題】ウエーハ保持手段からウエーハを搬送する際にウエーハの加工面に接触することなく搬送することができるウエーハの加工装置を提供する。
【解決手段】ウエーハを保持するウエーハ保持手段と、ウエーハ保持手段に保持されたウエーハを加工する加工手段と、加工手段によって加工されたウエーハをウエーハ保持手段から搬送する搬送手段とを具備するウエーハの加工装置であって、ウエーハ保持手段はウエーハを保持する保持面を備え支持ベースに着脱可能に支持されるウエーハ保持プレートを備えており、搬送手段はウエーハ保持プレートを保持するプレート保持部材を備えている。
(もっと読む)
ガラスレンズの回転式自動研磨装置
【課題】作業空間を効率よく活用し、製作時間を短縮させ、生産性、製品精密度及び表面粗度は向上させながら加工誤差は低下させ、製品の品質を向上させ、設備コストと人件費及び維持補修コストを節減するガラスレンズの回転式自動研磨装置を提供する。
【解決手段】ガラスレンズ素材の供給及び加工品の排出、研削、精削、精磨、洗浄及び曲率測定、超精磨、研磨及び超研磨の八つの工程を単一装置で実行することができるように、上部回転ロータリー式主軸22のアーム21、21’に八つのレンズホルダーH、H’を装着し、下部の一側にX−Y軸トランスファー15と回転チャッキング部14を設置し、時計方向に研削、精削、精磨用の歯工具を設置し、洗浄及び曲率測定用計測器及び超精磨、研磨及び超研磨歯工具を順次設置することで、主軸22のアーム21、21’が回転しながら自動でガラスレンズを球面に加工することができるようにする。
(もっと読む)
ターンテーブルを有する加工装置
【課題】ターンテーブルを有する加工装置の小型化を図ることを目的とする。
【解決手段】ターンテーブルベース60が、ターンテーブル20の外周部20bを回動可能に支持する外周支持部61と、ターンテーブル20の回転中心を回転可能に支持する中心支持部62とを備え、チャックテーブル18,19に連結される複数のケーブル100の延在部100Aが外周支持部61の内側に形成されたケーブル収納室67に収納されるようにした。
(もっと読む)
ワーク加工装置
【課題】ワークを複数枚収容したカセットを効率的に投入できるようにして滞りなくワークを加工するようなワーク加工装置を提供する。
【解決手段】ワーク供給装置13から空のカセット50が空カセット搬送装置14へ搬出された後にバッファコンベヤ12からワーク供給装置13へ直ちにカセット50が供給されるワーク加工装置1とした。また、カセット供給コンベヤ11は、バッファコンベヤ12の直前に複数のカセット50を待機させるとともに、バッファコンベヤ12からカセット50が搬出された後に直ちにバッファコンベヤ12へカセット50を供給するワーク加工装置1とした。
(もっと読む)
シャフト加工装置
【課題】加工精度と加工効率を同時に向上させることができるシャフト加工装置を提供する。
【解決手段】ベルト56が各ローラ50により回転駆動されると、ベルト56がピニオンシャフト1の切欠き部3の角部Cに対して摺動する。これにより、セット治具本体24に保持されたピニオンシャフト1の切欠き部3の角部CがR形状に加工される。このように、従来のように作業者が手作業で加工するのではなく、ベルト56により機械的(自動的)にピニオンシャフト1を加工するため、切欠き部3の角部Cの加工精度を高めかつ安定させることができるとともに、角部Cの加工効率を高めることができる。
(もっと読む)
投入装置、処理装置および投入装置の制御方法
【課題】被処理材の長さが変わっても、単位時間当りの被処理材の供給量をほぼ一定に保つことができるような投入装置を提供する。
【解決手段】投入装置は、投入機構部2と移動機構部(カム6)と制御部とを備える。投入機構部2は、キャリアプレート1のポケット穴3が形成された表面に対向するように配置され、かつ、ポケット穴3の移動方向に沿う方向に移動可能である。また、投入機構部2は、被処理材4を保持するとともに被処理材4をキャリアプレート1の表面側に押出すことが可能である。移動機構部は、投入機構部2を、キャリアプレート1のポケット穴3の移動方向に沿う方向に移動させる。制御部は、投入機構部2において保持された被処理材4がキャリアプレート1のポケット穴3と対向した状態を維持したまま、ポケット穴3の移動方向に沿う方向に投入機構部2を移動させるように、移動機構部を制御する。
(もっと読む)
研削盤
【課題】より効率良くポスト計測を行うことができ、加工時間の短縮、加工効率の向上等を実現可能な研削盤を提供する。
【解決手段】X軸方向に移動可能な切込台3と、該切込台3上でZ軸方向に移動可能なテーブル6と、該テーブル6に固定され、ワーク8を回転可能に支持可能な主軸台7と、ワーク8を研削する斜行砥石台4と、ワーク8を把持可能なローダハンド13a、13bを備えた機内ローダ装置5と、ワーク8の研削部を測定する計測装置14とを有する内面研削盤1において、計測装置14を、ローダハンド13bに研削加工済のワーク8を把持させた状態で、該研削加工済のワーク8の研削部を測定可能に設けた。また、計測装置14において、測定子を備えた測定ヘッドを、測定を行う測定位置と機内ローダ装置5の旋回動作の邪魔とならない退避位置との間で移動自在に設けた。
(もっと読む)
1 - 20 / 24
[ Back to top ]