
Fターム[3C036LL05]の内容
Fターム[3C036LL05]に分類される特許
21 - 40 / 62
ボーリング加工方法及びボーリング加工装置
【課題】シリンダボアの円筒度を高めることのできるボーリング加工方法を提供する。
【解決手段】シリンダブロック1の各シリンダボア2の下端部に熱伝導性部材9をそれぞれ取り付けた状態で、シリンダブロック1のシリンダーヘッド取り付け面側Hからオイルパン取り付け面側Kに向かってボア内壁面2aを切削加工した後、オイルパン取り付け面側Kからシリンダーヘッド取り付け面側Hに向かってボア内壁面2aを切削加工する。中仕上げ加工後にオイルパン取り付け面側Kに蓄熱された切削熱を熱伝導性部材9によって放熱させ、シリンダボア内付近の温度分布を均一なものとする。
(もっと読む)
集塵装置付き穿孔工具

【課題】
モータの回転力を先端工具に伝達するための伝達駆動部を効果的に冷却する。
【解決手段】
モータ18と、先端工具8を回転させる伝達駆動部と、これらを収容する本体ハウジング2と、被削材から生じる粉塵を集塵する集塵装置10を有する穿孔工具1において、集塵のための空気流を発生させる集塵ファン14と、集塵された粉塵混じりの空気を濾過するフィルタ手段35を有し、フィルタ手段35を通過した空気の一部又は全部を本体ハウジング内の伝達駆動部に送出(矢印17)することにより、伝達駆動部を冷却するように構成した。本体ハウジング2には、内部の空気を排出するための排出口を設け、伝達駆動部に送出された空気を排出口を通して外部に排出する。モータ18の回転軸には集塵ファンと同軸上に冷却ファン19を設け、冷却ファン19によって集塵ファン14による空気流とは独立した空気流を発生させてモータ18を冷却する。
(もっと読む)
ハンドドリル用ドリルビット冷却器
【課題】 ハンドドリルの重量を大幅に増加させず、その携行性や操作性を損ねることなく装着可能であり、しかも穿孔作業中のドリルビットに、冷却液を自在に供給することができ、ドリルビットの延命化を図り、より経済的に利用可能とする新たなドリルビット用冷却技術を提供する。
【解決手段】 基端にシャンク21、先端にビット装着部22を形成した延長軸2を有し、その周囲に該ビット装着部22に装着したときのドリルビット7に向けて冷却液8を噴射可能な姿勢とした冷却ノズル34と、ポンプ機構30とを有する液体ポンプ3、および、所定量の冷却液8を貯留可能で、該液体ポンプ3に冷却液8を供給自在に接続可能とした給液タンク4を、双方同士を一体化可能な連結機構5を設けて、当該延長軸2軸心方向に沿って縦列、同心串刺し状に装着するよう、組み合わせてなるハンドドリル用ドリルビット冷却器1である。
(もっと読む)
深穴切削装置
【課題】切屑を強力に排出できて、切屑の排出能力を高め、小径深穴切削加工の性能を高めることができる深穴切削装置を提供する。
【解決手段】アウターチューブ2とインナーチューブ3との間に切削油供給路4を形成すると共にインナーチューブ3の内部を切削油排出路10とする二重管からなるボーリングバー1の先端側にドリルヘッド5を装着し、インナーチューブ3の後端側にスリット20を開口して切削油排出路10と切削油供給路4とを連通させ、ボーリングバー1の前部側にオイルプレッシャーヘッド6を設けて、加工された穴12とボーリングバー1との間から切削油を切刃8側に供給するようにし、ボーリングバー1の後端側に切削油給排ケーシング7を設けて、その給油口18より切削油を記切削油供給路4に供給すると共にその切削油の一部をスリット20から切削油排出路10に流入させることによって、その切削油排出路10内が負圧となるようにする。
(もっと読む)
深穴加工装置
【課題】加工状態に応じて異常を検出することが可能な、深穴加工装置を提供する。
【解決手段】本発明は、ワークに深穴を形成する深穴加工装置であって、先端に切刃が取り付けられた管状工具と、管状工具を軸周りに回転する回転駆動ユニットと、回転駆動ユニットを進退させる進退ユニットと、管状工具の切刃に向けて切削油を供給する油供給ユニットと、油供給ユニットから供給される切削油の油路に設けられ、切削油の圧力を計測する圧力計測部と、正常加工時における前記管状工具のワークへの加工深さと、当該各加工深さにおける圧力計測部で計測される圧力との関係を示すデータ、及び当該データに基づいて規定された各加工深さにおける異常圧力を記憶する記憶部と、圧力計測部によって計測された圧力が異常圧力に達したとき、回転駆動ユニット及び進退ユニットの駆動を制御する制御部と、を備えている。
(もっと読む)
電動工具
【課題】 安価、かつ、強度及び熱に対する耐久性を有する電動工具を提供する。
【解決手段】 電動工具1は、ハウジング94と、ハウジング94に回転可能に支持されたファン92と、ハウジング8に支持される壁部8と、壁部8に支持される発熱部71と、を有しており、壁部8には発熱部71の一部を露出させる露出穴83が形成され、露出穴83から露出した発熱部71の一部は、ファン92のファン流に曝されている。
(もっと読む)
微量給油装置
【課題】ノズル口と切刃との接触離れ、ノズルの位置調節の手間をなくし、ノズルと立体加工物との干渉域を最小限にし、多量注油による切削液の除去手間をなくした給油ノズルにより、主軸下部が露出した縦型卓上タップ盤、ボール盤に装着できる微量給油装置を提供する。
【解決手段】給油ノズル7の内に挿入したワイヤー14により、稼動中でもタップ切刃4の上部に接触状態を常に自己保持し、弾性力により常にタップ切刃方向に自己付勢している形状自在な給油ノズルは、タップ切刃の上下動と同調する主軸2に固定することで、ノズル口15の接触離れと位置調節の手間がなくなり、立体加工物16との干渉域は最小限となり、タップ切刃に対し、ノズル口は前後上下のずれを防止し、切刃方向にノズルを保持する為のノズル留め具13は接触と付勢の効果をより確実にし、自重で滴下する切削液17は微量な為に除去手間が無くなり、安価な微量給油装置が実現できる。
(もっと読む)
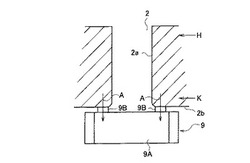
電動ドリルのガイドアタッチメントおよびこれを備えた穿孔装置
【課題】単純な構造で、穿孔深さを無段階に調整することができる電動ドリルのガイドアタッチメントおよびこれを備えた穿孔装置を提供する。
【解決手段】電動ドリル2に装着され、穿孔をガイドする電動ドリル2のガイドアタッチメント3であって、電動ドリル2に装着されるガイドホルダ6と、中心部にドリルビット11が挿通される挿通孔を有し、穿孔対象部の穿孔穴形成部に突き当てられる当接部材7と、前端部で当接部材を支持するガイドロッドと後端部でガイドホルダに支持されたガイド筒とを、入れ子式で連結した一対のスライドガイド8と、一方のスライドガイドのガイド筒93に螺合し、当接部材7に突き当たって穿孔穴の穿孔深さを規制する調整雌ネジ部材98と、前記調整雌ネジ部材98の後側に位置する弛み止めナット99と、を備えたものである。
(もっと読む)
ドリルビットの簡易冷却装置
【課題】持ち運びが容易であり、少量の水で何回も冷却のために繰り返し使うことができ、穿孔作業時に冷却用の水を垂れ流すこともない、簡易冷却装置。
【解決手段】ベースプレートにビット挿通孔2を、その上下部に連通孔3、4をそれぞれ貫通形成し、上記連通孔3、4の上下部には切削粉を含むノロ18を回収する回収部15を備えた冷却水用容器5、6を設け、上部連通孔13と上部容器5の底部、下部連通孔14と下部容器6の上部とをそれぞれ連通させるとともに、上記上部容器5内の冷却水が上部連通孔13を通りベースプレートの背面側からビット挿通孔2を経て下部連通孔14に流れ込むようにした案内部8を設けた。
(もっと読む)
電動工具
【課題】冷却システムをもつ電気ドリルを提供する。
【解決手段】電気ドリルは取手(10)及び本体(30)を有する。取手にはバッテリ(12)及びスイッチ(14)が設けられ、本体は殻(32)と殻に固定されたモータ(34)とモータ軸又はシャフトに固定された羽根車(36)とを備える。殻には羽根車に対応する位置に複数の空気出口(32a)が設けられ、羽根車はモータ軸と共に回転しモータ冷却空気流を発生する。バッテリエンクロージャーには複数の貫通穴(12a)が設けられ、取手及び本体の内部には空気流チャンネル(18)が形成され、その貫通穴を通して環境に接続される。空気流チャンネルには熱消散装置(16)が配置されスイッチに接触する。冷却空気流の一部分がモータに到達する前に空気流チャンネルを通過しバッテリを冷却する。空気流の一部分がモータを冷却する前にバッテリ及びスイッチを冷却し、バッテリ及びスイッチが過熱して使用寿命を短縮するのを防止する。
(もっと読む)
深穴切削装置制御システム
【課題】クーラントの供給圧を監視し、深穴切削装置に異常が発生した場合に、確実に深穴切削装置の深穴切削を停止させることで、小径の深穴切削においても深穴切削装置を使用することで作業能率を向上させることができるシステムを提供することを目的としている。
【解決手段】深穴切削装置制御システムは、被削材Wを加工する深穴切削装置1と、該深穴切削装置1にクーラントCを供給するポンプ機構2と、該ポンプ機構2から供給されるクーラントCの供給圧を監視する圧力センサー4と、前記深穴切削装置1が被削材Wを加工する際に、前記圧力センサー4で監視したクーラントCの供給圧の圧力値が幾らであれば異常値でないかをあらかじめ設定させ、該設定させた値を前記圧力センサー4で監視したクーラントCの供給圧の圧力値が超えた場合に前記深穴切削装置1に異常が発生したとして被削材Wの加工を停止させる異常信号を生成する制御装置7とを備えてなるものとしている。
(もっと読む)
流体供給装置
【課題】供給する流体によってドリルに付く切り屑を除去することができる流体供給装置を提供する。
【解決手段】被加工物に穴開け加工を行なうドリル31の先端部31aへ向けて切削油を噴出するために、切削油を流す流路7を有しているノズル2を備えている。ノズル2には、ドリル31を挿通させる工具孔4が中央部に設けられ、前記流路7が円周状に設けられている。流路7は、工具孔4の周りに噴出口10を有し、噴出口10に向かって径方向内側へと傾斜している。流路7は、噴出口10へ向かう方向が長手方向となる溝6を周方向に複数有している。溝6の断面は円弧状である。
(もっと読む)
鋳造品の鋳抜穴加工方法
【課題】突発的なカジリ不良が発生することを防止し、ドリルの破損を防止する鋳造品の鋳抜穴加工方法の提供。
【解決手段】鋳造品の鋳抜穴加工方法では、先ず、円柱状部103Aの樹脂部103Cの部分を基端開口部20Aに当接させ、他方の鋳抜穴20を閉塞空間とする閉塞空間画成工程を行う。次に、鋳造品1の一方の鋳抜穴10の基端開口部10Aからバニシングドリル101を挿入する。次に、一方の鋳抜穴10の先端10B部分においてバニシングドリル101と隔壁1Aとの間に、切削油供給穴101aを通して切削油2を供給しながら、バニシングドリル101により隔壁1Aを切削していく。そして、隔壁1Aが破られた瞬間に、切削油供給穴101aを通して供給された切削油2が他方の鋳抜穴20からなる閉塞空間内に流入し充満する。
(もっと読む)
穴開け加工ユニット
【課題】従来より部品数が少なくシンプルな構成であると共に、分解・組み立て作業が容易でメンテナンス性の向上を図ることができる穴開け加工ユニットの提供。
【解決手段】本体ハウジング内のボールネジの軸回転によって、これに螺合するナット部を有するスクリュサポータに固定された中空ラムとスピンドルが前進後退する穴開け加工ユニットにおいて、本体ハウジングは、中空ラムを突出させる開口と対向する後面に主軸モータを挿脱可能に突出状態で嵌装させる第2の開口を有し、スクリュサポータには、スピンドルに回転出力を伝達するために中空ラム内に貫通配置された回転軸に主軸モータを連結する連結部を備え、主軸モータに該連結部に着脱可能に嵌合する嵌合部を備えた。
(もっと読む)
給油装置付き穿孔装置
【解決課題】給油タンクを、周囲のものとぶつかリにくい位置に設定するとともに、取り外しが容易に行えるようにする。
【課題を解決するための手段】
被加工物に固定される固定用部材(12)と、固定用部材から上方に延びるコラム(14)と、コラムに沿って摺動可能とされた筒状摺動体(16)と、筒状摺動体の上に設定された工具本体(18)と、工具本体と固定用部材との間に設定され、筒状摺動体に取り外し可能に固定された給油タンク(20)とを有する。工具本体には、固定用部材に向けて設定された切削油入口(109)を有する切削油供給路が設けられ、該給油タンクには、上向きにされた切削油出口が設けられる。工具本体をコラム上で上方に変位させ、該給油タンクを、その下側から近づけることにより、給油タンクの切削油出口が工具本体の切削油入口に接続される。
(もっと読む)
穴明け装置
【課題】設置スペースの拡大や装置コストの高騰を回避しつつ、十分な穴明け加工精度を確保し得る穴明け装置を提供する。
【解決手段】モータ17、モータ17によって回転駆動されるスピンドル18、およびスピンドル18によって回転駆動されるドリル20がキャビネット2内にそれぞれ配設されて、キャビネット2内においてドリル20による穴明け加工をプリント基板10に対して実行可能に構成されると共に、モータ17およびスピンドル18に対して冷却用媒体を供給して冷却する冷却機4を備えた穴明け装置1であって、キャビネット2内に配設されると共に冷却機4から供給される冷却用媒体を入力してキャビネット2内を冷却する熱交換器5aを備えている。
(もっと読む)
深穴加工方法および装置
【課題】クーラントの飛散を防止するとともに、切り屑を効率よく排出することを可能にする深穴加工方法を提供する。
【解決手段】外部標準圧クーラント供給回路25からクーラントをワークWに向けて噴出しながら、深穴加工開始位置まで主軸を送り、深穴加工を開始後、外部標準クーラント供給回路25を閉じ、主軸標準圧クーラント供給回路23を開き、クーラントを供給しながら所定の中間深さまで深穴を加工し、中間深さまで加工した時点で、主軸標準圧クーラント供給回路23を閉じ、高圧クーラント供給回路30を開いて高圧のクーラントを供給しながら、最終深さまで深穴を加工する。
(もっと読む)
切削加工方法及び装置並びにその方法を用いて加工した基板
【課題】各種切削加工における切削速度及び切削品質の向上を図った切削加工方法を提供する。
【解決手段】ルーター加工機等の工作機械の切削工具に超音波振動を印加して切削効率を高める切削加工方法及び装置に関する。超音波振動の印加手段としてレーザー光を用い、これを切削工具の適宜位置に照射して超音波振動を切削工具12に印加する。切削工具12として先端と外周に切削刃が設けられた軸回転切削工具を用い、レーザー光をその切削工具12の外側から、切削工具の軸方向と直交する(中心角が90度の)4つの方向から印加するレーザー光照射手段3を設ける。4つの方向から周方向に所定時間間隔で照射開始タイミングをずらして順次照射することによって、切削工具12に周方向の超音波振動が発生する。切削加工部位又はその近傍に冷却エアーを噴射する冷却エアー噴射手段5を付加する。
(もっと読む)
切削工具及び切削方法
【課題】ミスト吐出スイッチをオンと同時にオイルミストを加工点に供給でき、切削加工におけるサイクルタイムを短縮できる切削工具を提供する。
【解決手段】回転する工具本体4の外周面4aに固定された切れ刃7、8で被削物を切削する加工点に向かってオイルミストを吹き付けながら切削を行う切削工具1において、工具本体4の外周面4aに形成された噴出口11、12へとオイルミストを供給するオイルミスト供給路9と、このオイルミスト供給路9を流れる前記オイルミストにエアーを供給してミスト流れが螺旋状を描くようにするエアー供給路10と、を前記工具本体4の内部に設けた。エアー供給分岐路10Bは、オイルミスト供給路9の接線方向からエアーを供給するエアー供給分岐路10B1〜10B4を複数有する。
(もっと読む)
深穴加工装置
【課題】 深穴加工装置を用いてワークに深穴を加工する際に、ワークの加工部と加工具の間に切屑が詰まることなく、深穴の加工を円滑に行うことができる深穴加工装置の提供。
【解決手段】 気体と潤滑油を混合させて発生されたミストをワーク100の加工部と加工具との接触部に供給するミスト供給路85と、気体をミスト供給路に供給する気体供給路82とを有することにより、気体供給路82から供給される気体によりミスト供給路85のミストをワークの加工部と加工具との接触部まで確実に送出する。
(もっと読む)
21 - 40 / 62
[ Back to top ]