
Fターム[3C043BA11]の内容
Fターム[3C043BA11]に分類される特許
1 - 20 / 48
圧粉磁心及びその製造方法、並びにコイル部品
【課題】量産コストを低減させることができる圧粉磁心の製造方法を提供する。
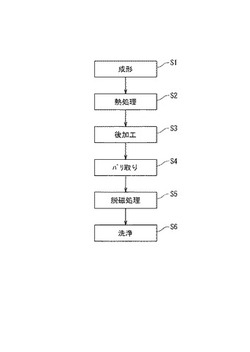
【解決手段】絶縁被覆処理された純鉄粉又は鉄を主成分とする鉄系合金粉末を金型を用いて加圧成形して圧粉磁心を得る工程S1、得られた圧粉磁心に熱処理を施す工程S2、及び熱処理された圧粉磁心の少なくとも一部に研削砥石を用いた後加工を施す工程S3を含んでいる。前記後加工を施す工程において、圧粉磁心及び研削砥石を自転させつつ研削加工を施すことで圧粉磁心の加工面に生じる加工跡を等方性にする。
(もっと読む)
研削ホイール、および、両頭研削加工方法

【課題】チップの摩耗が進展した場合でも、ウェーハの品質を維持可能な研削ホイールを提供する。
【解決手段】研削ホイール3は、略板状のホイールベース91と、ホイールベース91の一面から環状に突出するように設けられ、ウェーハに押し当てられる砥石32と、を備え、砥石32は、環状の外周方向に沿って設けられた複数のチップ322を有し、隣り合うチップ322の間隔寸法は、チップ322の先端側よりも基端側の方が大きくなるように設定されている。
(もっと読む)
研削盤
【課題】ワークテーブルに回転支持されたワークを、コラムに設けられた砥石車により研削加工する立型研削盤において、高精度な研削加工を実施することができる配置構成を備えた研削盤を提供する。
【解決手段】砥石車3を回転支持する砥石台10の旋回ユニット11の旋回テーブル21に対する配置構成は、砥石台10に回転可能に軸承される砥石車3の砥石軸20が旋回テーブル21の旋回軸21aに対してワークWを回転支持するワークテーブル1側となるように配置されている。これにより、旋回テーブル21とワークWの干渉がなくなり、旋回テーブル21をワークWから上下方向に離隔させる必要がなく、砥石軸20の長さを小さく設定することができる。
(もっと読む)
片面研削方法および装置
【課題】縦長のワークについて、ワーク高さを均一に加工するとともに、その一平坦面を中凸面形状に研削加工することができる片面研削技術を提供する。
【解決手段】回転する砥石車1の平坦な研削砥石面1aと、砥石車1に対向して固定的に配置した押えガイド2の研削案内面2aとから形成された研削部GPに、ワークWを通し送りしながらその底面Wbを片面研削する。押えガイド2の研削案内面2aは、ワークWの研削代分hを研削する研削砥石面1aの部位に対向して配置される切込み傾斜案内面5と、切込み傾斜案内面5に連続して設けられる研削砥石面1aと平行な平坦案内面6と、平坦案内面6に連続して設けられる切込み傾斜案内面5と逆の傾斜とされた逃し傾斜案内面7とを備えてなる。
(もっと読む)
研削盤
【課題】難削材基板の研削時に基板を高精度で研削すると共に、高い剛性を有する。
【解決手段】研削盤(10)は、多角形をなすよう配列された少なくとも三つのリニアガイド(31〜33)と、これらリニアガイドに沿って摺動可能に取付けられたサドル(34)と、サドルの下端に取付けられていて、サドルの摺動方向回りに回転可能な研削ホイール(36)と、研削ホイールに対面して配置されていて、基板(W)を保持しつつ回転可能なチャック(29)と、を具備し、研削ホイールが基板を研削する研削部位(B)がリニアガイドにより形成される多角形の重心に対応する位置に配置されている。さらに、研削ホイールをチャックに向かって送込む研削送り部(37、38)を具備し、研削ホイールを送込む送込み方向は、研削ホイールが基板を研削する研削部位と重心とを結ぶ直線上に在るのが好ましい。
(もっと読む)
搬送機構
【課題】研削の際に高速回転されるホイールマウント及び研削ホイールの結合部から研削液が漏出することなく、そしてまた結合部の腐食が回避される研削装置を供給する。
【解決手段】回転スピンドル32と、ホイールマウント34と、基台40と、砥石42から構成されホイールマウント34の下面34bに装着される研削ホイール36とを含む研削手段を備える。ホイールマウント34の下面外周部には、研削ホイール36の基台40の上面44aが当接される上面被装着面と基台40の内周面44cが嵌合される内周面被装着面とが形成されている。ホイールマウント34には砥石42に研削液を供給する研削液供給路58が形成され、研削液供給路58から流出した研削液を砥石42に導く研削液案内路48を規定するための円環形状の研削液案内路規定部材50が、ホイールマウント34の下面34bで且つ内周面被装着面の内周側に配設されている。
(もっと読む)
加工装置
【課題】ワークとこのワークを加工する加工工具とが接触する位置に効率良く加工液を供給すること。
【解決手段】ある実施の形態における加工装置は、ワークWに接触してワークWを研削加工する研削工具9と、研削工具9を下側先端部に装着し、鉛直方向を回転中心として回転可能に支持する回転軸72とを有する加工機構を備える。また、加工装置は、ワークWと研削工具9との接触位置に加工液を供給する加工液供給ノズル10を備える。回転軸72は、軸心位置を鉛直方向に貫通する貫通孔を有し、加工液供給ノズル10は、貫通孔721に挿通されて回転軸72と接触しないように固定された貫通管部11と、加工液を噴出する噴出口123が形成され、貫通管部11の下側先端部に装着された噴出部12とを有する。
(もっと読む)
研削装置
【課題】 ホイールマウントに研削屑が固着することのない研削装置を提供することである。
【解決手段】 被加工物を保持するチャックテーブルと、該チャックテーブルに保持された被加工物を研削する研削砥石が環状に配設された研削ホイールを回転可能に支持する研削手段と、被加工物と該研削砥石とに研削水を供給する研削水供給手段とを備えた研削装置であって、該研削手段は、回転駆動されるスピンドルの先端に固定された該研削ホイールが着脱自在に装着されるホイールマウントを含み、該研削ホイールが着脱自在に装着される該ホイールマウントの装着面にはDLCがコーティングされていることを特徴とする。
(もっと読む)
研削装置及び該研削装置を使用したウエーハの研削方法
【課題】 最短の研削加工時間でウエーハ裏面の研削が完了可能な研削装置及び研削方法を提供することである。
【解決手段】 ウエーハの研削方法であって、粗研削用の研削砥石での研削時間をx、仕上げ研削用の研削砥石での研削時間をxより短いyとしたとき、第1研削ユニットで(x+y)/2で求められる時間粗研削加工を実施する。次いで、第1研削ユニットで研削後のウエーハを第2研削ユニットの粗研削用の研削砥石を使用して、x−(x+y)/2で求められる時間粗研削加工を実施する。その後、第2研削ユニットの仕上げ研削用の研削砥石を使用して、yの時間仕上げ研削加工を実施する。
(もっと読む)
ウエハ研磨装置
【課題】ホイールチップの高さ調節を通じてホイールチップの交換周期を最大化し、ホイールチップの交換回数を最小化するウエハ研磨装置を提供する。
【解決手段】メインモータにより回転するスピンドルシャフト130と、前記スピンドルシャフト130と軸方向に結合されて回転自在なホイールシャンク140と、前記スピンドルシャフト130とギアにより結合されて回転するムービングシャフト160と、前記ムービングシャフト160と結合され、前記ホイールシャンク140に支持されることによってウエハを研磨するように構成配置されるホイールチップ110とを有する。
(もっと読む)
研削装置
【課題】単一の研削装置によって、ワークを移し替えることなく、荒加工と仕上げ加工とを行う。
【解決手段】回転駆動装置のヘッド部20を構成する回転軸22には、先端側に第1の回転砥石24が、基端側に第2の回転砥石25が設けられ、第1の回転砥石24の砥石24aは比較的粗い砥粒から構成され、第2の回転砥石25の砥石25aは微細な砥粒から構成されており、第1の回転砥石24は小径のもので、第2の回転砥石25は大径となっている。ワーク1は回転テーブル10に載置されており、この回転テーブル10とヘッド部20とを相対移動させることによって、ワーク1の表面1aを第1の回転砥石24による荒加工と、第2の回転砥石25による仕上げ加工とが行われる。
(もっと読む)
研削ホイールと研削ホイールの保持具とその冷却方法と冷却装置
【課題】 ワークの研削面を冷却液によるウオータールーム雰囲気を形成し、研削効率を飛躍的に向上させた研削ホイールとその冷却方法と冷却装置等を提供する。
【解決手段】 両縁フランジ1Fを備えた環状基台1と、上記環状基台の外周面1Bに装着された環状砥石2とからなる研削ホイール10にして、上記環状基台1と回転主軸5の外周壁5Aとに連絡孔Hが穿かれ、上記回転主軸の軸芯に穿かれた通路孔(通路)Aから高圧冷却液Kを環状砥石2の内周面2Aに供給可能に構成させたものである。
(もっと読む)
砥石及びこれを用いた研削装置
【課題】簡単な構造で外周部のダレの発生を防止することができる砥石及びこれを用いた研削装置を提供する。
【解決手段】片側に被研削物を研削する研削面2を有する円環状の砥石1であって、前記研削面2の内周部4における前記被研削物と当接する研削面積が、前記研削面2の外周部5における研削面積よりも狭い。これにより、内周部4の単位面積当たりの仕事量を増加させるので、両頭平面研削装置に適用した場合に、外周部5と内周部4の摩耗を均一にすることができる。
(もっと読む)
突起欠陥修正装置
【課題】突起欠陥部の過研磨を防止すると共に欠陥修正のタクトを短縮する。
【解決手段】平坦な基板5表面に形成された微細パターンの突起欠陥部7を研磨して修正する突起欠陥修正装置であって、前記基板5表面に対向して平滑面2aを有する研磨板2と、前記研磨板2を前記基板5表面から所定距離だけ離隔した状態で前記基板5に対して相対的にスライド移動させる移動機構3と、を備え、前記研磨板2に移動方向と交差して設けた切削部17により、前記研磨板2の相対移動に伴って前記突起欠陥部7を切削するものである。
(もっと読む)
表面処理装置,その搬送コンベア及び搬送コンベアベルト
【課題】簡単な装置構成で、処理対象の表裏両面のバリ取りやドロス除去などの表面処理を行うことができる表面処理装置を提供する。
【解決手段】表面処理装置10は、複数の下部駆動ローラ12及び上部駆動ローラ14と、一対の上部回転ブラシ16A及び16B,一対の下部回転ブラシ22A及び22B,複数の跳ね上げ防止ブロック30により構成されている。下部駆動ローラ12と上部駆動ローラ14は、回転ブラシ16A,16B,22A,22Bの入口部及び出口部において、搬送面と略直交する方向で相対しており、その駆動力によってワークWを搬送する。前記入口部及び出口部の下部駆動ローラ12及び上部駆動ローラ14と、前記上部回転ブラシ16A及び16B,下部回転ブラシ22A及び22Bの間に前記跳ね上げ防止ブロック30を配置することで、ワークWの跳ね上げ防止と回転ブラシへの案内を行う。
(もっと読む)
加工装置
【課題】支柱部を適切な位置に配置することにより、装置サイズを小型化することができる加工装置を提供すること。
【解決手段】略矩形状の配置面31aを有する基台31と、配置面31aに配置され、回転可能に配設されたターンテーブル37と、ターンテーブル37に回転可能に配置され、半導体ウェーハWを保持する保持面54aを有するチャックテーブル51と、保持面54aに保持された半導体ウェーハWを加工する加工ユニット33、34、35と、保持面54aに向けて加工ユニット33、34、35を進退可能に支持すると共に、配置面31aの角側においてターンテーブル37に近接配置された側方支柱部42、43、44とを備えた。
(もっと読む)
研削装置
【課題】 研削砥石のドレッシングの回数を減らすことができるとともにウエーハにスクラッチを生じさせることの無い研削装置を提供することである。
【解決手段】 被加工物を保持するチャックテーブルと、該チャックテーブルに保持された被加工物を研削する研削ホイールを回転可能に支持した研削手段とを備えた研削装置であって、該研削ホイールは、スピンドルの先端に連結されたホイールマウントに装着されるマウント装着部を有する環状基台と、該環状基台の自由端部にリング状に配設された複数の研削砥石とから構成され、該環状基台の該マウント装着部から該自由端部に至る外周側面及び内周側面を洗浄する洗浄手段が配設されていることを特徴とする。
(もっと読む)
平坦なワークピースの両面用研削加工装置
本発明は、平坦なワークピースの両面研削加工のための装置に関し、これは上方および下方の加工ディスクを有し、これらはそれぞれ研削層を有する加工面を有し、加工面が相互の間に加工間隙を形成し、この中でワークピースが研削されることが可能であり、加工ディスクの少なくとも1つが駆動機構により回転可能に駆動されことができ、さらにワークピースを加工間隙内で案内するための装置を有している。本発明に係り、加工ディスクの少なくとも1つにバリ取り手段が配置され、これが装置内におけるワークピースの加工時にワークピースのバリ取りを行うよう設計されている。 (もっと読む)
ウエーハの研削方法及び研削ホイール
【課題】研削速度を速めることができ、生産性の向上を図ることのできるウエーハの研削方法を提供する。
【解決手段】回転可能なチャックテーブル54と、ウエーハ11を研削する回転可能な研削ホイールを有する研削手段と、保持面に対して垂直方向に研削送りする研削送り手段とを備えた研削装置であって、前記研削ホイールは、ホイール基台と、基台の自由端面に環状に配列された第1の研削砥石80と、該第1の研削砥石80の半径方向内側で該第1の研削砥石80と半径方向の間隔が研削すべきウエーハ11の半径よりも短い間隔を有し、該第1の研削砥石80と同心円状に配列された第2の研削砥石82とを含み、ウエーハの11回転中心P1に該第1の研削砥石80が通過するように該研削ホイールを位置付け、該チャックテーブル54を回転するとともに該研削ホイールを回転させて、該第1の研削砥石80と該第2の研削砥石82とによってウエーハを研削する。
(もっと読む)
精密研削装置
【課題】 ナノ精度の高精密研削装置の提供。
【解決手段】 磁気軸受と静圧水軸受により軸受けされる回転/直動可能な砥石軸13、前記砥石軸を回転/直動させる回転/直動複合アクチュエータ16,18、前記砥石軸の移動距離を測定する位置測定手段85、および、前記砥石軸13を固定するコラム7を砥石軸方向に直線移動させる駆動手段9を備える研削ステージTSと、前記砥石軸に軸承される砥石14の研削加工面に対して被研削物表面を直角方向に保持する回転保持具20、および、静圧水軸受で軸受けされた前記回転保持具の主軸を回転駆動させる回転駆動手段を備えるワークステージWS、とを供える研削装置1。
(もっと読む)
1 - 20 / 48
[ Back to top ]