
Fターム[3C046FF39]の内容
バイト、中ぐり工具、ホルダ及びタレット (11,352) | チップ (9,253) | チップの材質 (1,522) | 結合相成分 (776) | Co系 (131)
Fターム[3C046FF39]に分類される特許
1 - 20 / 131
靭性と耐摩耗性に優れたダイヤモンド被覆超硬合金製切削工具
【課題】CFRP等の難削材の高速切削加工において、すぐれた靭性を備え、すぐれた耐摩耗性を発揮するダイヤモンド被覆超硬合金製切削工具を提供する。
【解決手段】Coを3〜15質量%含有するWC基超硬合金を基体とするダイヤモンド被覆超硬合金製切削工具において、該WC基超硬合金基体の表面から、その内部へ表面から10μmの縦断面領域にわたるCoの結晶構造を電子線後方散乱回折装置で測定した場合、Coの総占有面積に占める六方晶(hcp)構造のCoの占有面積割合が、0.2〜0.8の範囲内であり、また、好ましくは、ダイヤモンド膜の平均圧縮残留応力値が、2.2〜3GPaの範囲内であり、また膜厚をDとし、刃先稜線部の断面におけるダイヤモンド膜の圧縮残留応力が、膜厚の中央位置の圧縮残留応力をSmとした時に、界面から0.25Dの部分でSmの1.2〜2.0倍の範囲であり、界面から0.75Dの部分でSmの0.5〜0.8倍の範囲であるダイヤモンド被覆超硬合金製切削工具。
(もっと読む)
切削工具
【課題】 高い靭性と耐熱衝撃性を有するサーメット焼結体からなる切削工具を提供する。
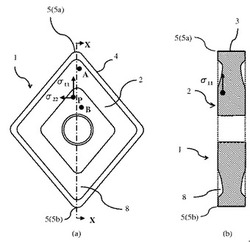
【解決手段】 Tiを主成分とする炭化物、窒化物および炭窒化物の1種以上からなる硬質相11と、CoおよびNiの少なくとも1種からなる結合相14とを含有するサーメット焼結体で構成され、硬質相11は、第1硬質相12と第2硬質相13とからなるとともに、切刃4直下の逃げ面3のサーメット焼結体6の表面において2D法で残留応力を測定した際、第2硬質相13のすくい面2に平行でかつ逃げ面3の面内方向(σ11方向)についての残留応力σ11〔2sf〕が圧縮応力で200MPa以上であり、切刃4直下の逃げ面3のサーメット焼結体6の表面から400μm以上の厚さを研磨した研磨面において2D法で残留応力を測定した際、σ11方向についての残留応力σ11〔2if〕が圧縮応力で150MPa以上であって残留応力σ11〔2sf〕よりも絶対値が小さいチップ1である。
(もっと読む)
焼結体、焼結体の製造方法および切削工具

【課題】高い硬度と高い靭性を有する焼結体を提供する。
【解決手段】本発明に係る焼結体は、工具用の焼結体であって、酸窒化アルミニウムと、第5族元素〜第10族元素の遷移金属、該遷移金属の窒化物、炭化物、およびホウ化物から選択される少なくとも1種を含む結合材と、ウィスカーと、を含み、焼結体における酸窒化アルミニウムの含有量が20体積%以上80体積%以下である、焼結体である。
(もっと読む)
超硬合金
【課題】工具素材に適した超硬合金であって、偏摩耗を低減して、工具寿命の延命に寄与することができる超硬合金を提供する。
【解決手段】炭化タングステン(WC)の粒子間がコバルト(Co)を主体とする結合相により結合された超硬合金であって、WC粒子は、平均粒径が0.1μm以上0.5μm以下、結合相は、Coを5質量%以上12質量%以下含有する。結合相は、平均厚みが0.14μm以下であり、かつ結合相全体に対して、結合相の厚みが0.5μm以上である割合が0.15%以下である。本発明超硬合金は、超微粒のWC粒子(図1(I)において灰色部分)間に結合相(同黒色部分)が薄くかつ均一的に存在し、結合相がミクロに凝集したり、偏在したりしていない。このような組織を有する超硬合金をマイクロドリルに利用すると、偏摩耗を抑制できて、長期に亘り位置精度に優れる加工が行える。
(もっと読む)
摩擦を低減させた超硬合金
【課題】 工具として使用した際に生じる摩耗、被加工材による超硬工具への焼付き、加工負荷による超硬工具の破損など軽減し、超硬工具寿命を改善した超硬合金を提供する。
【解決手段】 鉄系金属を主成分とする結合相を3〜30重量%と炭化タングステン
(以下WC)から成る硬質相を有する超硬合金において、該結合金属中に希土類(Sc
,Yを含む)の酸化物の1種類以上を含む酸化物が分散されており、該酸化物が全体に対して0.01重量%以上含有することを特徴とする。
(もっと読む)
刃先交換型切削チップおよびそれを用いた切削加工方法、ならびに刃先交換型切削チップの製造方法
【課題】切削性能、耐熱亀裂性、および寸法精度に優れた刃先交換型切削チップを提供する。
【解決手段】本発明の刃先交換型切削チップは、少なくとも基材を含むものであって、該基材は、8.5〜12.5質量%の鉄系金属と、0.28〜1.13質量%のTaと、不可避不純物とを含み、かつ残部がWCである超硬合金からなり、該超硬合金の組織中のWC粒子は、0.8〜2μmの平均粒子径であり、基材の抗磁力をHC(kA/m)とし、基材に含まれるCoの質量%をMCo(質量%)とすると、下記式(I)を満たし、かつ超硬合金の組織中にTaを主成分とする相が析出していないことを特徴とする。
−1.2×MCo+31.7≧HC≧−1.2×MCo+27.2 ・・・(I)
(もっと読む)
切削工具
【課題】 高速かつ断続切削加工においても長寿命な切削工具を提供する。
【解決手段】 WCを80〜94質量%、Coを5〜15質量%、Tiを炭化物換算量で0.1〜5質量%、Nbを炭化物換算量で0.1〜10質量%、TiおよびNbを除く周期表第4、5および6族金属の群から選ばれる少なくとも1種の炭化物(WCを除く)、窒化物および炭窒化物のうちの少なくとも1種を0〜10質量%の割合で含有して、WC相と、B1型固溶相と、前記Coを主体とする結合相とからなり、かつ前記B1型固溶相は単一構造からなるとともに前記Tiと前記Nbの濃度が最高となる位置が異なる超硬合金からなる切削工具である。
(もっと読む)
超硬合金
【課題】従来よりも硬質相粒子の粒度分布の偏りが小さい超硬合金を提供する。
【解決手段】WC粒子を主体とする硬質相がCoを主体とする結合相により結合されてなる超硬合金である。この超硬合金の硬質相を構成するWC粒子の平均粒径が0.4μm未満であり、かつ、WC粒子径の均一性を表す指標である分散度数が0.55以下である。ここで、分散度数は、WC粒子の粒度分布の半値幅(累計頻度75%のときの円相当直径−累計頻度25%のときの円相当直径)を、WC粒子の平均粒径(50%粒径)で除した値である。このような超硬合金は、従来よりも優れた耐摩耗性・耐欠損性を有しているので、種々の加工工具に好適に利用できる。
(もっと読む)
超硬合金の製造方法
【課題】従来よりも硬質相粒子の粒度分布の偏りが小さい超硬合金を製造するための超硬合金の製造方法を提供する。
【解決手段】超硬合金の硬質相となるWC粉末(硬質相原料粉末)のスラリーを用意する。次いで、スラリー中のWC粉末を解砕する解砕工程と、WC粉末および結合相となる結合相原料粉末を混合する混合工程とを独立した工程として実施する。その際、解砕工程および混合工程の少なくとも一方で、アトライターや衝突型ジェットミルなどのエネルギーの高い撹拌方法を用いないようにする。そうすることで、撹拌時にWC粒子が過剰に粉砕されることを抑制し、WC粒子の粒度分布が偏らないようにすることで、超硬合金における硬質相粒子の粒径のバラツキを抑制する。
(もっと読む)
サーメット
【課題】別途金属層の被覆作業が不要の上、金属との接合強度に優れるサーメットを提供する。
【解決手段】サーメット1は、Tiを主成分とする硬質相20と、NiおよびCoを含む金属結合相21とを具える。硬質相20が金属結合相21iに結合されてなる基部2と、基部2の表面に金属結合相21iの一部である金属結合相21oで構成される金属層3とを具える。金属層3は、CoよりもNiの含有量が多い。基部2の厚み方向の中央部における金属結合相21iは、NiよりもCoの含有量が多い。そうすることで、別途金属層の被覆作業が不要の上、金属との接合強度に優れるサーメットとすることができる。
(もっと読む)
鋼の高速断続切削において優れた耐欠損性を発揮する表面被覆WC基超硬合金製切削工具
【課題】鋼の高速断続切削において優れた耐欠損性、耐熱塑性変形性、耐摩耗性を発揮する表面被覆WC基超硬合金製切削工具を提供する。
【解決手段】結合相成分としてCoを4〜12質量%含有し、硬質相成分としてTi、Ta、Nb、Wのうち2種以上の成分からなる複合炭窒化物のうちの1種を5〜30質量%を含有し、残部WCからなるWC超硬合金を工具基体とする表面被覆WC基超硬合金製切削工具において、工具基体表面から5〜30μmの深さ領域では結合相成分が富化され、結合相中にはRe含有量3〜20質量%のReが固溶し、さらに、硬質相を構成するWCおよび複合炭窒化物粒内の界面近傍に、平均Re含有量が0.2〜7質量%のRe富化領域が形成されている。
(もっと読む)
耐熱合金の切削加工で優れた耐欠損性を発揮するWC基超硬合金製切削工具および表面被覆WC基超硬合金製切削工具
【課題】Ni基合金、Co基合金等の耐熱合金の転削加工において、長期の使用にわたって、すぐれた耐欠損性を発揮する切削工具を提供する。
【解決手段】WC基超硬合金製切削工具において、結合相成分であるCoの含有量は4〜12質量%、結合相中のRe含有量は3〜20質量%であり、硬質相のWC粒内界面近傍にはReの富化領域が形成され、該富化領域は、WC粒子の表面から、その粒径の1〜10%の深さ領域にわたって形成され、かつ、該領域における平均Re含有量は0.2〜7質量%であって、また、必要に応じて、超硬合金の成分として、VC、Cr3C2、TiC、TaC、NbCを含有させ、あるいは、切削工具表面に硬質被覆層を蒸着形成する。
(もっと読む)
高速断続切削加工ですぐれた耐チッピング性と耐摩耗性を発揮するWC基超硬合金製切削工具
【課題】鋳鉄等の高速断続切削加工において、長期の使用にわたって、すぐれた耐チッピング性と耐摩耗性を発揮する切削工具を提供する。
【解決手段】質量%で、Co:4〜12%、Os:0.4〜3.0%、WC:残部の配合組成の圧粉体(あるいは、さらにVC、Cr3C2、TiC、TaC、NbCのうちの1種以上を合計で0.1〜2質量%含有)を焼結してなるWC基超硬合金焼結体からなるWC基超硬合金製切削工具において、WC基超硬合金焼結体は、その硬質相中に、平均Os含有量が0.5〜2.0質量%のOs富化領域を含み、また、その結合相として、Os含有量4〜30質量%のCo−W−Os相を含むことによって、すぐれた高温硬さ、破壊靭性値を備え、鋳鉄等の高速断続切削加工において、すぐれた耐チッピング性と耐摩耗性を発揮するWC基超硬合金製切削工具あるいは表面被覆WC基超硬合金製切削工具。
(もっと読む)
超硬合金およびその製造方法
【課題】耐熱亀裂性と高強度とを兼備する高強度超硬合金を提供する。
【解決手段】本発明の超硬合金は、WCを主成分として含むものであって、12質量%以上14質量%以下のCoと、0.3質量%以上0.6質量%以下のCrとを含み、15kA/m以上25kA/m以下の抗磁力Hcを有し、かつ長さ20mm×幅4mm×厚み2mmの形状とした場合に、10mmのスパンで曲げ試験を行なったときの抗折力が3.5GPa以上であることを特徴とする。
(もっと読む)
炭化タングステン基超硬合金製切削インサートおよびその製造方法
【課題】長寿命で異常損傷が少なく、良好な仕上げ面を得ることができるWC基超硬合金製切削インサートおよびその製造方法を提供する。
【解決手段】結合相成分としてCoを含むWC基超硬合金製切削インサートにおいて、逃げ面とホーニング部との交差稜線から、すくい面の内側に向けて少なくとも2mm以内の範囲内における、焼結肌にウエットブラスト処理を施したチップブレーカ部の表面領域について、結合層Coのhcp変態率を0.3以上とし、かつ表面粗さRaを0.2μm以下とし、さらにインサート表面のWC硬質相の残留応力を圧縮で850MPa以上とすることにより、湿式切削や断続切削等、熱衝撃が切れ刃に作用する切削条件においても、亀裂発生・進展の防止、耐欠損性の向上、被削材の仕上げ面精度の向上を図る。
(もっと読む)
炭化タングステン基超硬合金製切削インサートおよびその製造方法
【課題】長寿命で異常損傷が少なく、良好な仕上げ面を得ることができるWC基超硬合金製切削インサートおよびその製造方法を提供する。
【解決手段】結合相としてCoを含むWC基超硬合金製切削インサートにおいて、逃げ面とホーニング部との交差稜線からすくい面の内側に向けて少なくとも2mm以内における、焼結肌にウエットブラスト処理を施したチップブレーカ部の表面領域について、Coのhcp変態率を0.3以上、表面粗さRaを0.2μm以下とし、かつ少なくとも取り付け用貫通穴の内面の支持具接触面のCoのhcp変態率を0.1未満、表面粗さRaを0.2μm超とし、さらにインサート表面のWC硬質相の残留応力を圧縮で850MPa以上とすることにより、湿式切削や断続切削等、熱衝撃、機械的衝撃が切れ刃に作用する切削条件においても、亀裂発生・進展の防止、耐欠損性の向上、被削材の仕上げ面精度の向上を図る。
(もっと読む)
表面被覆WC基超硬合金製インサート
【課題】切刃に衝撃的かつ断続的高負荷が作用する鋼や鋳鉄の断続重切削加工において、すぐれた耐チッピング性と耐熱塑性変形性を発揮する表面被覆超硬合金製インサートを提供する。
【解決手段】WC粉末、Co粉末を含むとともに、(a)Zr化合物粉末、Nb化合物粉末およびTa化合物粉末、(b)NbとTaの複合化合物粉末とZr化合物粉末、(c)NbとTaとZrの複合化合物粉末、(d)NbとZrの複合化合物粉末とTa化合物粉末、(e)TaとZrの複合化合物粉末とNb化合物粉末、上記(a)〜(e)の少なくともいずれかを必須の粉末成分とする配合原料を成形、焼結したWC超硬合金の基体に硬質被覆層を蒸着する。基体表面に形成したCo富化表面領域のCo含有量を超硬合金内部のCo含有量の1.30〜2.10(質量比)、かつCo富化表面領域のNb及びTaの合計含有量を同領域のCo含有量の0.025〜0.085(質量比)とする。
(もっと読む)
サーメット
【課題】耐欠損性に優れると共に、被削材の加工面の品位に優れた切削加工が可能な切削工具の材料に適したサーメット、及び被覆サーメット工具を提供する。
【解決手段】周期律表4,5,6族金属の炭窒化物などの化合物からなる硬質相が鉄族金属を主成分とする結合相により結合されてなるサーメットである。硬質相として、組成や形態が異なる4種の粒子を具えることでこのサーメットは、高い耐摩耗性を有しながら、耐欠損性及び耐溶着性にも優れ、かつ良好な加工面品位が得られる。第1硬質相1は、Ti(C,N)の単相粒子、第2硬質相2は、Ti(C,N)からなる芯部2aと、芯部2aの全体を覆う周辺部2bとを有する有芯粒子、第3硬質相3は、Ti,Wを含む複合炭窒化物固溶体から構成され、芯部3aのW濃度が周辺部3bよりも高い有芯粒子、第4硬質相4は、Ti,Wを含む複合炭窒化物固溶体からなる単相粒子である。
(もっと読む)
超硬工具の製造方法
【課題】超硬合金からなり、温度特性をさらに向上させた工具を得ることができる超硬工具の製造方法を提供することにある。
【解決手段】タングステンカーバイトとバインダーを所定の割合で混合し、これに溶剤を添加し、混練した後、スプレードライヤ処理により乾燥・造粒し、得られた原料粉末を加圧成形し焼結して超硬工具を製造する超硬工具の製造方法であって、前記タングステンカーバイトとして、直径が1μm〜3μmである粉末を用い、前記バインダーとして、比表面積が30m2/g〜60m2/gであるコバルトからなる粉末を用いるようにした。
(もっと読む)
耐熱合金の切削加工で優れた耐欠損性を発揮するWC基超硬合金製切削工具および表面被覆WC基超硬合金製切削工具
【課題】Ni基合金、Co基合金等の耐熱合金の転削加工において、長期の使用にわたって、すぐれた耐欠損性を発揮する切削工具を提供する。
【解決手段】WC基超硬合金製切削工具において、結合相成分であるCoの含有量は4〜12質量%であり、また、結合相中には3〜20質量%のReが固溶し、硬質相のWC粒子表面にはReの拡散薄層が形成され、該拡散薄層は、WC粒子の表面から、その粒径の1〜10%の深さ領域にわたって形成され、かつ、該領域における固溶Re含有量は0.2〜7質量%であって、また、必要に応じて、超硬合金の成分として、VC、Cr3C2、TiC、TaC、NbCを含有させ、あるいは、切削工具表面に硬質被覆層を蒸着形成する。
(もっと読む)
1 - 20 / 131
[ Back to top ]