
Fターム[3C047GG02]の内容
研削機械のドレッシング及び付属装置 (4,541) | 冷却液、研削液の供給 (977) | ノズル部 (142) | ノズルの形状 (23)
Fターム[3C047GG02]に分類される特許
1 - 20 / 23
切削装置
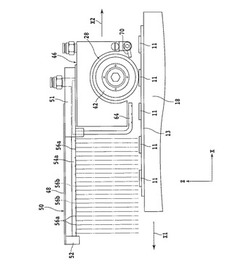
【課題】被加工物上面が乾燥することを防止して被加工物上に切削屑が固着することを防止可能な切削装置を提供する。
【解決手段】チャックテーブル18と、スピンドルと、被加工物11を切削する切削ブレード28と、該スピンドルを回転可能に支持するスピンドルハウジングと、切削ブレード28を覆うブレードカバー46と、を含む切削手段と、該チャックテーブル18と該切削手段とを相対移動させる加工送り手段と、該チャックテーブル18と該切削手段とを該加工送り方向に直交する割り出し送り方向に相対移動させる割り出し送り手段と、を具備し、該ブレードカバー46は、加工進行方向先頭側に配設されて該切削ブレード28に向かって切削液を供給する切削液ノズル70と、該ブレードカバー28から加工進行方向後ろ側に伸長するように配設されて、被加工物11を洗浄する洗浄液からなる洗浄液カーテンを形成する洗浄液カーテン形成手段50と、を有する。
(もっと読む)
カップ形砥石を用いた研削盤における給液構造

【課題】カップ形砥石の砥粒面と被加工物の摺接部である加工点へ研削液を効率よく供給し、加工点に給液された研削液を周辺に飛散させずに回収することができる給液構造を提供する。
【解決手段】カップ形砥石20の全周を覆うように筒状のカバー30が設けられ、カップ形砥石20の台金21には、中央壁部22のスピンドル10側の面に設けた受液部25から中央壁部22を貫通し、周壁23の内側に開口した複数の給液穴26が形成され、カバー30は、台金21の周壁23及び砥粒層24の外周を小間隙Sを介して取り囲む円筒状周壁31を有し、カップ形砥石20の回転により研削液を小間隙S内を通してカバーの内側方向に移動させるポンプ手段27,32が設けられている。
(もっと読む)
スロット状ノズルを持つ研削装置
【課題】高速研削装置を提供する。
【解決手段】周囲研削面を持つ研削ホイールと、研削ホイールを軸線を中心として取り付け且つ回転するための機械装置と、クーラント流体を研削面に正割をなして差し向けるように形成されたスロット状ノズルを含むクーラント供給システムとを含む高速研削装置を提供する。スロット状ノズルの出口は、細長い軸線及び短い軸線を有し、細長い軸線は研削ホイールの軸線に対して傾斜している。
(もっと読む)
ワイヤソーの加工液ノズル
【課題】構造が簡単で製造コストを低減することができる加工液ノズルを提供する。
【解決手段】ワイヤソーの加工部の上方に加工液ノズル14をワイヤの配列方向に沿って延長配置して、その加工液ノズル14からワイヤ上に加工液を供給する。加工液ノズル14には、加工液供給部に連結され、下部に自身の延長方向に沿って供給口20aを設けた供給管20と、その供給管20内を上部室20Aと下部室20Bとに区画するように供給管20内に設けられ、自身の延長方向に沿って複数の透孔22aを配列した区画板22とを備える。
(もっと読む)
研磨装置および半導体装置の製造方法
【課題】研磨不良の発生を抑制した研磨装置を提供する。
【解決手段】この研磨装置は、下記のようなスラリー配管300と、純水供給部320と、を備えている。スラリー配管300は、鉛直下向きに延伸した出口部302と、出口部302から鉛直上向きに延伸した先で、鉛直下向きに屈曲する第1屈曲部304と、第1屈曲部304から鉛直下向きに延伸した先で、少なくとも水平よりも高い方向に屈曲する第2屈曲部306と、を備えている。また、純水供給部320は、スラリー配管300の外部から、出口部302に向けて純水を供給する。
(もっと読む)
歯車研削盤
【課題】吐出する研削油を低減できる歯車研削盤を提供する。
【解決手段】歯車研削盤は、歯車となるワークを研削する砥石と、砥石を回転駆動する研削スピンドルと、ワークを載置するワークテーブルと、ワークの研削中に、研削油を吐出するクーラントパイプと、を含み、クーラントパイプの先端が研削中の砥石及びワークに向けて配置され、先端の幅又は研削油を吐出する研削油吐出口の幅は、ワークの中心軸を通るワーク幅よりも狭い。
(もっと読む)
研磨液供給装置
【課題】研磨砥粒を固まらせることなく研磨液を研磨装置の研磨パッドに供給することができる研磨液供給装置を提供する。
【解決手段】底壁と天井壁および側壁とを有する研磨液収容タンクと、研磨液収容タンク内に収容された研磨液を研磨装置に供給する研磨液送給手段とを具備する研磨液供給装置であって、研磨液収容タンクを構成する少なくとも壁の内面に付着した研磨液を洗い流す洗浄水を噴射する洗浄手段を具備している。
(もっと読む)
クーラント供給装置
【課題】外径研磨と内径研磨のいずれの場合にもクーラント供給が可能であり、クーラント供給装置の取換えが不要なクーラント供給装置を提供する。
【解決手段】クーラント供給装置1は、ワークWの内周面P1および外周面P2の研磨を行う砥石SにクーラントLを供給する。クーラント供給装置1は、第1アーム2と、第2アーム3とを備えている。第1アーム2には、内径研磨用噴射口8が形成されている。第2アーム3には、外径研磨用噴射口13が形成されている。
(もっと読む)
ウエハ製造方法およびウエハ製造装置
【課題】全ての原石の切断面に研磨砥液を十分に行き渡らせることにより、原石を精度良く切断することができるウエハ製造方法およびウエハ製造装置を提供する。
【解決手段】X方向(第1方向)に並んだ複数の原石10を、X方向に走行するワイヤで切断することにより、各原石10から同時にウエハを切り出すウエハ製造方法であって、各原石10のX方向の両外側においてワイヤ22に研磨砥液35を吐出しつつ、ワイヤ22で各原石10を切断することを特徴とする。
(もっと読む)
ワイヤソー
【課題】表面張力による加工液の内側への収束を防止し、溝ローラ間に形成されるワイヤ列のワイヤに均一に加工液を供給できるワイヤソーを提供する。
【解決手段】複数の溝ローラ間にワイヤ列が形成されたワイヤソーのワイヤ列のワイヤ4の上位に、このワイヤ列のワイヤ4と直行する方向に加工液13を供給する加工液供給ノズル8が設けられている。この加工液供給ノズル8の下面には円弧形状でスリット状の加工液吐出口12が形成されており、加工液13を吐出した際に加工液吐出口12の両端部分で加工液13が鉛直下方に向けて供給される。
(もっと読む)
マグネシウム合金板の研磨方法およびマグネシウム合金板
【課題】マグネシウム合金板の表面を平滑に湿式研磨した場合に、その表面に研磨焼けが生じにくく、縞模様が目立たないようにすることができるマグネシウム合金板の研磨方法およびその研磨方法によって作製されたマグネシウム合金板を提供する。
【解決手段】マグネシウム合金板の研磨方法は、搬送されるマグネシウム合金板Pの表面を、研磨液13の使用下で研磨ベルト1A(研磨材)により研磨する研磨工程を具える。そして、研磨液13は、研磨ベルト1Aの幅方向の局所に噴射されることなく、マグネシウム合金板Pの上に噴射される。そうすることで、研磨液13をマグネシウム合金板Pの表面幅方向全体に均一に広げられ、マグネシウム合金板Pの幅方向に対して、研磨液13の濡れ状態に局所的な差が生じることを緩和することができる。
(もっと読む)
加工装置
【課題】ワークとこのワークを加工する加工工具とが接触する位置に効率良く加工液を供給すること。
【解決手段】ある実施の形態における加工装置は、ワークWに接触してワークWを研削加工する研削工具9と、研削工具9を下側先端部に装着し、鉛直方向を回転中心として回転可能に支持する回転軸72とを有する加工機構を備える。また、加工装置は、ワークWと研削工具9との接触位置に加工液を供給する加工液供給ノズル10を備える。回転軸72は、軸心位置を鉛直方向に貫通する貫通孔を有し、加工液供給ノズル10は、貫通孔721に挿通されて回転軸72と接触しないように固定された貫通管部11と、加工液を噴出する噴出口123が形成され、貫通管部11の下側先端部に装着された噴出部12とを有する。
(もっと読む)
加工装置
【課題】砥石に向けて切削水を吐出するノズルの位置調節を高精度な位置調節機構を用いることなく粗く行なった場合でも、加工装置の加工精度を高い状態に維持することができる。
【解決手段】加工装置において、回転して被加工物Wを切断もしくは被加工物Wに対して溝入れする円板状の砥石1と、砥石1の外周部に設けられた切削部5に砥石1の径方向から対向するとともに切削部5の幅方向に位置調節可能に設けられ、砥石1に向けて切削水Lを吐出するノズル7と、を備え、ノズル7の断面形状は、切削部5の幅方向に沿った方向の寸法“a”が、切削部5の周方向に沿った方向の寸法“b”より大きい矩形状、もしくは楕円形状に形成されている。
(もっと読む)
可動スラリーディスペンサーを有する化学的機械的研磨機および方法
化学的機械的研磨機は、研磨パッドを支持する研磨プラテンと、各々が研磨パッドに接触させた状態で基板を保持する第1および第2の基板キャリアと、第1および第2の可動スラリーディスペンサーとを含む。可動スラリーディスペンサーは、(i)旋回端および遠位端を含むアームと、(ii)遠位端上の少なくとも1つのスラリー分配ノズルと、(iii)研磨プラテン全体にスラリーを分配するために遠位端でスラリー分配ノズルを振るために旋回端を中心にアームを回転させるディスペンサー駆動部とを含む。一変形例では、可動スラリーディスペンサーは、1つまたは複数のヒンジ継ぎ手で連結される複数の区分と、旋回端および遠位端と、遠位端にまたは遠位端の近くに位置する少なくとも1つのスラリー分配ノズルとを有するヒンジ連結アームを含む。  (もっと読む)
(もっと読む)
アンギュラ玉軸受の差幅研削方法及び差幅研削装置
【課題】サイクルタイムの短縮による生産性の向上と、製品歩留まりの向上を図ることのできるアンギュラ玉軸受の差幅研削方法及び装置を得る。
【解決手段】 回転軸21に連動して回転する内輪14又は外輪13の回転軸21とは逆側の端面の実際の差幅を差幅検出手段51によって検出しつつ、回転軸21とは逆側からその端面に当接される砥石61で内輪14又は外輪13の端面研削を行う際には、回転軸21内に穿設された研削水流路24を介してアンギュラ玉軸受11の回転軸側端面に供給される研削水により、アンギュラ玉軸受11の内部洗浄を行いつつ研削を実施することで、研削くずが軸受内部に進入することを防止できる。
(もっと読む)
機械加工用閉鎖式ノズル装置
【課題】噴出する流体の量を抑制し、噴出流体の飛散を防止するようにした機械加工用閉鎖式ノズル装置を提供すること。
【解決手段】
ノズル2を箱形状とし、内部に供給される流体を滞留させる空間部6を設けた。この空間部に砥石4の一部を両側から閉鎖状態で挟んで囲み、内部で流体を砥石に吹き付け冷却する。砥石との間に設けられた隙間7から空間部内の流体を外部に流出させ砥石面を冷却させる。空間部にはノズルに接続したパイプ3を介して流体源からの流体を供給する。2つの供給体のある場合は、点滴供給等により異なる流体を混合しミスト状態を可能としている。
(もっと読む)
マルチワイヤーソーおよびスラリー供給方法
【課題】均一な付着量となるようにマルチワイヤーソーのワイヤーにスラリーを供給すること。
【解決手段】砥粒を含むスラリー33をワイヤー25に供給するスラリー供給部を備え、スラリー供給部は、スライス加工位置に対してワイヤー移動方向の上流および下流位置に配置されたスラリー供給容器29と、スライス加工位置の下方領域に配置されて流れ落ちるスラリー33を受けるスラリー受皿42と、スラリー供給容器29とスラリー受皿42とに接続されてスラリー供給容器29にスラリーが所定量以上溜まるように循環供給するスラリー循環経路とを有し、スラリー供給容器29は、スラリー循環経路から送られたスラリーを排出する一対の開口部30をワイヤー移動方向の上流側および下流側に有し、一対の開口部30にワイヤー25を通してスラリー供給容器29内のスラリー33中にワイヤー25を通過させることにより、ワイヤー25にスラリー33を付着させることを特徴とするマルチワイヤーソー。
(もっと読む)
平面研削装置
【課題】研削加工ワークの寸法精度を高める研削装置の研削液供給システムおよびワークテーブルを提供する。
【解決手段】左右方向に往復移動可能なワークテーブル上に備えられた電磁チャック上に載置されたワークの表面を回転する砥石車3で研削加工する研削装置であって、前記ワークテーブルは、ワークテーブルの右側面、および前後面に研削液ガイド板をワークテーブル上面位置より1〜5mm低い位置に備えるものであり、前記砥石車の右側傍にはワーク表面と砥石車とが接する作用点に向けて研削液を噴き出す研削液供給ノズル18が設けられ、該研削液供給ノズルの右面側に研削液噴出孔を複数底部251に穿ち、かつ、ワークテ−ブルが反転して往復する左右2方向に向けてノズル側面に研削液右噴出口252および左噴出口253を備える三方向噴出供給ノズル25を設けた平面研削装置。
(もっと読む)
噴射ノズル及び研削加工方法
【課題】噴射孔の摩耗を防止し、研削液の層流状態を確保し、研削効率のよい、省エネの噴射ノズル及び研削加工方法を提供。
【解決手段】微細孔2からなる噴射孔列、拡張室6、供給口5を備えた噴射ノズル10の材質をステンレス等の鉄系材質とし、少なくとも噴射孔2の孔内面11及び出入口を浸炭処理する。この噴射ノズルを用いて、供給口より研削液21を供給して、研削液を前記噴射孔より、略層流状態で噴出させ、略層流状態をほぼ確保しながら研削加工部22に供給し、研削加工を行う。研削液は絶対濾過度20〜30μmのフィルターを介して供給する。
(もっと読む)
金型のラップ処理方法とラップ用工具
【課題】切削加工された金型の加工凹部内のラップ処理を自動的に行えるラップ処理方法と当該ラップ処理方法の実施に活用できるラップ用工具を提供する。
【解決手段】数値制御工作機械にセットされた金型1の加工凹部2内にラップ剤8を充填し、数値制御工作機械の主軸4に取り付けたラップ用工具3を前記ラップ剤8内で自転させながら前記加工凹部2の被ラップ処理面2aに沿って移動させることにより、当該ラップ用工具3でラップ剤8を被ラップ処理面2aに作用させてラップ処理を行うことを特徴とする。又、このラップ処理方法の実施に活用できる工具として、工具本体6の周面に、この周面に接するラップ剤8を工具本体6の自転により遠心方向に飛散させるための凹凸加工(突条7など)が施されているラップ用工具などを提供する。
(もっと読む)
1 - 20 / 23
[ Back to top ]