
Fターム[3C049BA01]の内容
3次曲面及び複雑な形状面の研削、研磨等 (13,165) | 制御(検知及び設定) (830) | 研削状態の検知 (74)
Fターム[3C049BA01]に分類される特許
1 - 20 / 74
光学素子の製造方法及び検査治具
ウェーハ面取り装置、および面取り用砥石の表面状態または面取り用砥石によるウェーハの加工状態の検出方法
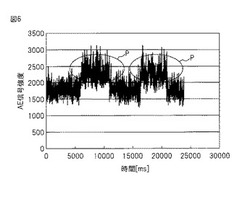
【課題】回転砥石側のAEセンサの検出信号を非接触で固定側に誘起し、誘起信号の信号処理により、接触状態や砥石の表面状態を判定可能にしたウェーハ面取り装置の実現。
【解決手段】ウェーハWを保持して回転するウェーハテーブル10と、面取り用砥石20を保持して回転する砥石回転機構と、を有するウェーハ面取り装置であって、砥石回転機構は、回転ユニットと、固定ユニットと、を有し、回転ユニットは、AEセンサ34と送信手段31と、を有し、固定ユニットは、送信手段と通信する受信手段41と信号処理回路65と、を有し、送信手段はAEセンサの信号を検出し、信号処理回路は、アンプ63と、AD変換器64と、デジタル処理回路と、を有し、低周波数成分を除去するフィルタリング処理を行い、さらに回転ユニットの回転周期に対応した信号変化を抽出する処理を行う。
(もっと読む)
研削加工装置及び方法

【課題】カップ砥石の摩耗やワークの形状を簡易に監視しつつ加工を行うことができる研削加工装置及び方法を提供すること。
【解決手段】砥石部材20に付随して設けられた付随センサ51が研削対象10の形状に関する情報を測定するので、研削対象10を第1ホルダ37から外さずに測定することができ、加工の途中段階で研削対象10の加工状態を確認することができる。これにより、第2ホルダ37等が変位しても、研削対象10の形状のズレ又はこれに相当する砥石部材20の摩耗を監視しつつ研削対象10の加工を行うことができる。
(もっと読む)
研削方法
【課題】ウエーハに面焼け等の品質低下や破損を生じさせる恐れを低減可能な研削方法を提供する。
【解決手段】回転可能なチャックテーブル54と、該チャックテーブルで保持された被加工物11を研削する研削砥石32を含む研削ホイール30を回転可能に支持する研削手段と、該研削手段を研削送りする研削送り手段と、該研削砥石32に超音波振動を付与する超音波生成手段と、を備えた研削装置で、被加工物11を保持ステップと、該チャックテーブル54を回転させつつ該超音波生成手段を作動させて該研削砥石32に超音波振動を付与するとともに、該研削送り手段により該研削手段を研削送りして回転する該研削砥石32を被加工物11に削り込ませるステップと、該削り込みステップを実施した後、該超音波生成手段を停止させるとともに該研削送り手段により該研削手段を研削送りして被加工物11を研削する研削ステップと、を具備する。
(もっと読む)
研削加工装置及び研削加工方法
【課題】研削対象側の回転軸と砥石側の回転軸との軸ズレを抑制し、高精度な球面形状を得ることのできる研削加工装置を提供し、研削対象に球状面の研削を行う研削加工方法を提供すること。
【解決手段】軸ズレ調整部60が、研削対象10及び砥石部材20が支持された状態でズレ度合測定部50によって測定された軸ズレに応じた各回転軸RA1,RA2の位置の調整を可能にしている。これにより、研削加工時における回転軸の軸ズレを抑制することができるので、作業性を損なうことなく高精度な球状面を再現性良く得ることができる。
(もっと読む)
眼鏡レンズ周縁加工装置
【課題】 レンズの周縁加工に際して、レンズの左右の取り間違いを軽減する。
【解決手段】 レンズチャック軸と、玉型データ及びレイアウトデータを入力するデータ入力手段と、レンズの左右を選択する左右選択手段と、を備える眼鏡レンズ周縁加工装置は、レンズの外径を検知するレンズ外径検知手段か、レンズの屈折面形状を得るレンズ屈折面形状検知手段か、少なく一方を持つレンズ形状検知手段と、レンズ形状検知手段の検知結果、レイアウトデータ及び左右の選択情報に基づき、レンズチャック軸に保持されたレンズが左か右かを確認する左右確認手段と、左右の確認結果を報知する報知手段と、を備える。
(もっと読む)
心出し方法および心出し装置、レンズ心取り方法、レンズ心取り装置、枠切削方法および枠切削装置
【課題】保持軸の連続回転を妨げることなく光学部品の偏心調整が可能に心出しする技術を提供すること。
【解決手段】心出し装置フレームFに回転自在に設置された保持軸22と、保持軸22の先端で光学部品Lを保持固定する保持具23と、保持具23に保持固定された光学部品Lの光軸と保持軸22の回転軸22aとの偏心状態を測定する偏心測定部25と、保持具23を保持軸22の回転軸22aに対して直交する方向および傾き方向に移動可能とする位置調整部24と、偏心測定部25により測定された偏心状態に基づいて保持具23の位置調整量を算出する演算処理部26と、心出し装置フレームFに設置され、演算処理部26により算出された位置調整量に基づいて位置調整部24を駆動する駆動部27とを備える。
(もっと読む)
放電超音波重畳研削加工方法
【課題】加工数の増加による研削抵抗の増加を更に抑制できる放電超音波重畳研削加工方法を提供する。
【解決手段】研削工具70の砥石7あるいは被加工物2に超音波振動を印加し、導電性の被加工物2に放電エネルギーを放電電源24から与えながら研削する。研削工具70と被加工物2との間にパルス電圧を印加し、両者間で放電させて、詰まった切屑を放電作用ならびに超音波振動で除去し、かつ研削工具70と被加工物2との相対的距離を演算された変化速度(送り速度)fgで移動させながら所定の食込みの量tgで研削する。この研削加工中の放電状態のモニタリングを放電電圧、及び放電電流の双方で行なって、このモニタリングの結果を用いて、安定放電を維持するように、少なくとも変化速度fgを制御する。必要な仕上げ面性状を満足し、研削抵抗を低減して、設備の小型化ないし低価格化を実現することができる。
(もっと読む)
板材の面取り装置及びその面取り方法
【課題】 バラつきのない安定した面取りを行うことが可能な板材の面取り装置及びその面取り方法を提供する。
【解決手段】 砥石2と、砥石2を回転させる回転駆動手段3と、砥石2で面取する板材4を保持する保持手段5と、板材4を砥石2に向けて移動する移動手段7と、を備えた板材の面取り装置1において、保持手段5を移動可能に保持するベース部材6と、保持手段5を砥石2側に付勢する弾性手段8と、移動手段7によって板材4を基準位置に移動させて板材4を砥石2に接触させたことによって変位した保持手段5の変位量を検出する検出手段9と、保持手段5の変位を防止する固定手段10と、を設け、変位量を考慮して板材4を砥石2に向けて移動させたものである。
(もっと読む)
磁気記録媒体用ガラス基板の製造方法
【課題】本発明は、主平面の平滑性と端部形状に優れる磁気記録媒体用ガラス基板を生産性高く研磨するガラス基板の研磨方法、及び該研磨方法を用いた研磨工程を有する磁気記録媒体用ガラス基板の製造方法の提供を目的とする。
【解決手段】本発明は、平均粒子直径が100nm以下の砥粒を含有する研磨液を用いて、ガラス基板の両主平面を仕上げ研磨する仕上げ研磨工程を有する磁気記録媒体用ガラス基板の製造方法において、同一ロット内で研磨されるガラス基板間の板厚偏差を1.5μm以下としてガラス基板の主平面を研磨する。
(もっと読む)
眼鏡レンズ加工装置
【課題】 レンズに「位置ずれ」が発生した場合にも、レンズが使用できなくなる可能性を低減できる装置を提供する。
【解決手段】 レンズに位置ずれ検出マーカを形成するマーカ形成部と、マーカの位置を検知するマーカ検知部と、玉型に基づいて回転ずれ検出用のマーカの形成位置を決定し、マーカ形成部を制御するマーカ形成制御手段であって、マーカを玉型より外側の近傍位置とするマーカ形成制御手段と、回転ずれが所定角度まで発生した場合にもずれを補正した加工を可能とする粗加工軌跡を決定し加工を行う加工制御手段であって、チャック中心を基準に玉型及びマーカを所定角度まで回転させた過程を含む領域に基づいて粗加工軌跡を決定する加工制御手段と、粗加工後にマーカ検知手段を動作させて検知されたマーカ位置と形成位置とに基づき回転ずれを検出する位置ずれ検出手段を備える。
(もっと読む)
角ブロックの表面研削装置
【課題】角ブロックの表面研削処理時に加わる衝撃やストレスを減少させ、生産性を向上させる。
【解決手段】多角柱のブロック状ワーク14を研削加工するものにおいて、ワーク14を支持して所定の軸20を中心に回転駆動させる。研削刃24は、回転軸をワークの所定の軸20とほぼ直交する方向に向けて、ワークのエッジ22に対して側面を接触させて、当該エッジを研削加工する。研削刃24の側面がエッジ22に接触して研削するときに生じる研削応力の方向と、ワーク14の所定の軸20の方向とが一致する部分を生じさせるように研削刃24の側面とエッジ22の研削面の関係を位置決めする。その後研削刃24をワーク14の所定の軸20の方向に相対移動させる。
(もっと読む)
眼鏡レンズの周縁加工方法
【課題】眼鏡フレームの玉型周長と加工済レンズ周長との差が適正範囲に常に入るように管理し、適正な仕上がり周長サイズの眼鏡レンズを常に供給できるようにする。
【解決手段】未加工の眼鏡レンズを指定された眼鏡フレームの玉型形状データに基づいて周縁加工して供給する眼鏡レンズの供給方法において、眼鏡フレームの玉型形状データおよび所定の加工条件に基づいて眼鏡レンズの周縁加工を行うレンズ加工ステップ(S2)と、このレンズ加工ステップにより周縁加工された眼鏡レンズの周長を測定するレンズ周長測定ステップ(S3)と、このレンズ周長測定ステップにより求めたレンズ周長と眼鏡フレームの玉型周長との差を求める周長差算出ステップ(S4)と、周長差が所定の範囲内に入るように前記加工条件ごとに記憶された周長補正値を補正する補正ステップ(S5〜S11)と、を備える。
(もっと読む)
レプリカ採取方法
【課題】対象物の狭隘部の金属組織が鮮明に転写されたレプリカフィルムを採取することができるレプリカ採取方法を提供する。
【解決手段】対象物2の狭隘部4の形状にあわせて、可塑性を有する第1研磨具6Aと、バフ材6Cとを選択する工程と、狭隘部4を第1研磨具6Aで研磨する工程と、第1研磨具6Aで研磨する工程の後に、狭隘部4をバフ材6Cで鏡面研磨する工程と、バフ材6Cで鏡面研磨された狭隘部4の研磨面8をエッチングする工程と、エッチングされた研磨面8にレプリカフィルム20を貼り付けて、研磨面8の金属組織をレプリカフィルム20に転写する工程と、金属組織が転写されたレプリカフィルム20を研磨面8から剥離する工程とによりレプリカ採取する。
(もっと読む)
眼鏡レンズの周縁加工方法
【課題】眼鏡フレームの玉型周長と加工済レンズ周長との差が適正範囲に常に入るように管理し、適正な仕上がり周長サイズの眼鏡レンズを常に供給できるようにする。
【解決手段】未加工の眼鏡レンズを指定された眼鏡フレームの玉型形状データに基づいて周縁加工して供給する眼鏡レンズの供給方法において、眼鏡フレームの玉型形状データおよび所定の加工条件に基づいて眼鏡レンズの周縁加工を行うレンズ加工ステップS2と、このレンズ加工ステップにより周縁加工された眼鏡レンズの周長を測定するレンズ周長測定ステップS3と、このレンズ周長測定ステップにより求めたレンズ周長と眼鏡フレームの玉型周長との差を求める周長差算出ステップS4と、周長差が所定の範囲内に入るように前記加工条件ごとに記憶された周長補正値を補正する補正ステップS5〜S11と、を備える。
(もっと読む)
眼鏡レンズの周縁加工システム
【課題】眼鏡フレームの玉型周長と加工済レンズ周長との差が適正範囲に常に入るように管理し、適正な仕上がり周長サイズの眼鏡レンズを常に供給できるようにする。
【解決手段】未加工の眼鏡レンズを指定された眼鏡フレームの玉型形状データに基づいて周縁加工して供給する眼鏡レンズの供給方法において、眼鏡フレームの玉型形状データおよび所定の加工条件に基づいて眼鏡レンズの周縁加工を行うレンズ加工ステップS2と、このレンズ加工ステップにより周縁加工された眼鏡レンズの周長を測定するレンズ周長測定ステップS3と、このレンズ周長測定ステップにより求めたレンズ周長と眼鏡フレームの玉型周長との差を求める周長差算出ステップS4と、周長差が所定の範囲内に入るように前記加工条件ごとに記憶された周長補正値を補正する補正ステップS5〜S11と、を備える。
(もっと読む)
眼鏡レンズ加工装置
【課題】 加工具によるレンズ加工に関する較正を精度良く、効率的に行え、また、較正に必要なレンズの消費を抑える。
【解決手段】 レンズチャック軸に保持された眼鏡レンズの周縁を加工具により加工する眼鏡レンズ加工装置は、加工具によるレンズ加工を較正するための基準となる較正用玉型を記憶する記憶手段と、レンズチャック軸の保持されたレンズを較正用玉型に基づいて加工具により加工する加工手段と、レンズの周縁又はレンズ面に接触させる測定子を持ち、測定子の移動を検知してレンズの周縁又はレンズ面の加工形状を検知する加工形状検知手段と、加工手段を動作させてレンズの周縁を加工した後、加工形状検知手段を動作させて得られたレンズの加工形状と較正用玉型とに基づいて加工具によるレンズ加工の較正データを得る較正制御手段と、を備える。
(もっと読む)
眼鏡レンズ加工装置
【課題】 レンズ加工時のトラブル対応の容易化、対応の迅速化を図る。
【解決手段】
レンズチャック軸と眼鏡レンズの加工具とが配置された加工室と、眼鏡レンズの加工条件データを入力するデータ入力手段と、加工条件データに基づいてレンズチャック軸と加工具との相対的な位置を変化させて眼鏡レンズを加工する加工制御手段とを備える眼鏡レンズ加工装置は、加工具による眼鏡レンズの加工状態の映像を撮影可能に加工室に配置されたカメラと、カメラに撮影された映像を記憶する記憶手段と、装置の動作開始信号及び加工終了信号に基づいてカメラにより撮影された映像の記憶手段への記憶を制御する記憶制御手段と、を備える。記憶制御手段は、さらに加工条件データを付加データとして眼鏡レンズ毎の映像に対応付けて記憶手段に記憶させる。
(もっと読む)
研削装置
【課題】 力センサなどのセンサを使用することなく、しかも、精度よく砥石とワークとの接触を検知することができる研削装置を提供する。
【解決手段】 接触前からインプロセスゲージを使用して(S1)、インプロセスゲージ値を収集する(S2)。このインプロセスゲージ信号は、LPF処理され(S3)、インプロセスゲージ信号の振幅量が閾値と比較される(S4)。インプロセスゲージ信号の振幅は、最初は大きくて徐々に小さくなっていくので、ある時点で閾値よりも小さくなり、これによって、砥石がワークに接触したと判定される(S5)。
(もっと読む)
ウエーハの面取り部除去方法および研削装置
【課題】ウエーハの外周部に形成された面取り部だけを確実に除去することができるウエーハの面取り部除去方法および面取り部を除去するための研削装置を提供する。
【解決手段】ウエーハの外周部に表面から裏面に渡り面対称に形成された面取り部を除去するウエーハの面取り部除去方法であって、ウエーハを保持するチャックテーブルを回転するとともに研削砥石を回転しつつ研削砥石の外周面をウエーハの外周部に形成された面取り部に接触させて研削送りする際に、電動モータに供給する電力の負荷電流値を検出し、検出された負荷電流値に基づいて研削砥石がウエーハに接触して研削を開始した時点から最大負荷電流値に達するまでの第1の研削時間または第1の研削送り量を求め、最大負荷電流値に達した時点から第1の研削時間または第1の研削送り量と同じ第2の研削時間または第1の研削送り量まで研削送りを実施する。
(もっと読む)
1 - 20 / 74
[ Back to top ]