
Fターム[3C056AA05]の内容
乾式カミソリ及びバリカン (1,569) | カミソリとバリカンの刃の共通事項 (70) | 薄板状刃の製造 (28) | プレス法 (12)
Fターム[3C056AA05]に分類される特許
1 - 12 / 12
電気かみそり

【課題】切刃の角度が小さくシャープな切れ味を発揮しつつ、小刃の構造強度を充分に確保できる内刃を提供する。
【解決手段】内刃12は前後一対の装着壁20・20と、両装着壁20・20を繋ぐ前後方向に長い小刃21の一群を備え、小刃21は、互いに平行なせん断面31および非せん断面32と、これらの左右側縁間の肉壁を抉る左右の湾曲面33・34とで構成。小刃21のせん断面31の左右両側縁には、鋭角の切刃35・35が形成され、左右の湾曲面の抉り深さを異ならせ、小刃21の断面が左右で非対称のベルマウス状に形成。展開した状態における小刃21の平面視形状が、凹縁部26と凸縁部27とが交互に連続する屈曲形状に形成され、凸縁部27における湾曲面33・34の抉り深さを、凹縁部26における湾曲面33・34の抉り深さより大きく、凸縁部27における切刃35の角度α1が、凹縁部26における切刃35の角度α2より小さく設定。
(もっと読む)
刃物の製造方法、この製造方法で得られる刃物と、小型電気機器

【課題】孔開け加工から研削加工に至る一連の加工を円滑に行なえ、しかも溶接部分に生じる腐食や割れなどを一掃して刃物の耐久性を向上できる刃物の製造方法を提供する。
【解決手段】刃本体20と、刃本体20を支持する刃支持体21とを備える刃物の製造方法である。刃物は、金属板材への孔開け加工と、プレス加工と、溶接加工を記載順に施す。得られた第3ブランク39に熱処理を施して刃物を完成する。必要に応じて研削加工を施す。プレス加工や溶接加工を行なった後に熱処理を施すので、事前に熱処理を施す場合に比べて、プレス加工を簡便にしかも正確に行なえる。また、熱処理を行なうことにより、溶接部の応力腐食や割れを防止して刃物の耐久性を向上できる。
(もっと読む)
刃物の製造方法、この製造方法で得られる刃物と、小型電気機器
【課題】エッチング加工から研削加工に至る一連の加工を円滑に行なえ、しかも溶接部分に生じる腐食や割れなどを一掃して刃物の耐久性を向上できる刃物の製造方法を提供する。
【解決手段】刃本体20と、刃本体20を支持する刃支持体21とを備える刃物の製造方法である。刃物は、金属板材にエッチング加工と、プレス加工と、溶接加工を記載順に施す。得られた第3ブランク39に熱処理を施して刃物を完成する。必要に応じて研削加工を施す。プレス加工や溶接加工を行なった後に熱処理を施を施すので、事前に熱処理を施す場合に比べて、プレス加工を簡便にしかも正確に行なえる。また、熱処理を行なうことにより、溶接部の応力腐食や割れを防止して刃物の耐久性を向上できる。
(もっと読む)
電気かみそり用トリマー刃およびそれを用いた電気かみそり
【課題】トリマーの固定刃をしなやかな芯材を高硬度のメッキ材で被覆し、その摺動面を平面研磨で形成した電気かみそり用トリマー刃と電気かみそりを提供する。
【解決手段】トリマー刃4は銅合金やステンレスなどをプレス等の塑性加工(ヘッダー加工)によって外刃42を含む芯材41を形成する。複数の外刃42は芯材41を一部の櫛状体をピン状に折り曲げ加工されて形成される。この外刃42に芯材41より硬度の高いニッケルなどの材質をメッキする。このメッキを施した外刃(固定刃)42の内刃(可動刃)との摺動面のメッキ材質を平面研磨で加工して隙間のない平面を得ると共に、髭を捕らえる刃先を鋭角に仕上げる。
(もっと読む)
電気かみそりの網刃処理方法及びそれによって処理された電気かみそりの網刃
【課題】振動式電気かみそりの外刃として用いる網刃の内部応力を軽減して摩擦低減皮膜の応力割れを防ぐとともに、内刃に密着するエリアの拡大を図る。
【解決手段】振動式電気かみそり1の外刃として用いられる網刃30は、表面に硬質のポリ四フッ化エチレンで摩擦低減皮膜34が形成されており、樋形状に湾曲した状態で刃枠20に取り付けられる。網刃30は、雌治具41と雄治具42からなる熱処理治具40にセットされ、刃枠20に取り付けられるときの湾曲状態に保持された状態で炉に入れられて加熱され、所定時間維持される。この過程で網刃30の内部応力が軽減される。所定時間経過後、熱処理治具40を炉から出し、液体に浸漬する。これによって網刃30は急冷され、焼き入れ効果が生じる。
(もっと読む)
シェーバの切断部材を製造する方法
本発明は、シェーバ(1)の切断部材を製造する方法に関する。本方法は、板状の支持体(10)を提供するステップと、切断素子の基部(15,23)と支持体との間の残留接続部を除き、支持体から少なくとも1つの切断素子(9a,9b)を切り離すステップと、切断素子を支持体に対して曲げるステップとを含む。本発明によれば、切り離すステップ及び曲げるステップは、押抜き及び屈曲効果の組み合わせを有する工具(11)を使用して同時に遂行される。そのような工具を使用することによって、切離しの作用は、自由空間及び切断素子(9a,9b)と支持体(10)との間の材料の損失をもたらさない引裂きプロセスによって得られる。結果的に、支持体の強度は、そのような自由空間又は材料損失によって減少されない。 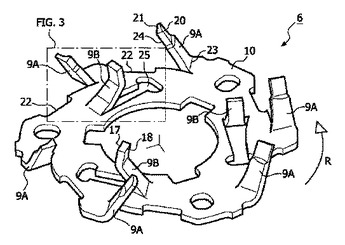 (もっと読む)
(もっと読む)
電気かみそり
【課題】容易に製造し得る電気かみそりの可動内刃を提供することを課題とする。
【解決手段】固定外刃6と、固定外刃6の内面に摺接する可動内刃7とを備え、可動内刃7を、シート状の金属薄板9と、金属薄板9を逆U字状に保持するホルダー10とから構成し、金属薄板9は、電鋳法で形成したシート状の内刃ブランク27を、塑性加工を施して逆U字状に折り曲げて形成する。
【効果】可動内刃を電鋳加工により形成しているので、複雑な波形状で薄肉に形成することができるので、髭剃り時に好適な髭剃り音を発生させることができ、使用者の使用勝手を向上させることができると共に、加工時に生じる凹部に油等を溜めることができ、固定外刃との接触抵抗を低減してより良好な髭剃り動作を行うことができる。
(もっと読む)
電気かみそりの曲面形状を有する外刃の加工方法及び加工装置
【課題】加工工程を簡素化することができ、内周面形状の寸法精度を容易に高めることができるようにする。
【解決手段】金属からなる板状の外刃素材に複数の凹凸を形成しつつ当該外刃素材を曲面形状に成型する転写・曲げ工程12と、曲面形状に成型された外刃素材を焼き入れする焼入工程と、焼き入れされた曲面形状の外刃素材の内周面側の凹凸を研削することにより複数の貫通孔が設けられた刃を形成する研削工程14と、刃の形成された外刃素材を焼き戻す焼戻工程15とを備える。
(もっと読む)
往復式電気かみそりの内刃
【課題】 一体型の内刃であって使用時の音質を良好にし、使用感の良い望ましい音色を容易に発生させ、小刃に加わる応力を分散させて耐久性を向上させる。
【解決手段】 多数のアーチ状の小刃16が側縁部28と一体に形成され、これらの小刃16をアーチ状の外刃10の内面に摺接させつつ往復動する往復式電気かみそりの内刃12において、隣接する2つの小刃16の端を集合し、この集合部Aをさらに連結部26を介して側縁部28に連結した。
(もっと読む)
電気かみそり器の内刃及びその製法
【課題】 電気かみそり器の内刃を形成する金属薄板に、プレス加工のみで切刃を形成する。
【解決手段】 金属薄板41に、内刃4のスライド方向と交叉する方向に延びるスリット孔42を等間隔に打抜き形成し、断面逆台形の型条51を各スリット孔に対応して配列したパンチ型5と、該パンチ型に対向した受台6との間に、上記スリット孔を施した金属薄板41をセットして、パンチ型の台形斜面43、43でスリット孔42、42aの長手方向の孔縁を加圧して該孔縁を斜面に形成して孔縁の下端縁に切刃を形成する。
(もっと読む)
電気かみそり
【課題】往復動式の切断刃を備えた電気かみそりにおいて、内刃を均一な厚みに形成する。
【解決手段】断面逆U字状に保形される左右横長の外刃13と、外刃13の内面に摺接した状態で往復動する内刃14とを備えている。内刃14が、エッチング法で形成したシート状の内刃ブランク40に塑性加工を施して樋体状に形成されてる。樋体状に形成された内刃14が、上下面が開口する刃装着台22を備えた内刃フレーム21に固定される。
(もっと読む)
電気かみそり
【課題】 顎の下のくぼみにフィットして剃り残しが出ないように髭剃りができる。鼻の下や顎において肌との接触面積を確保して髭剃り効率が低下しない。
【解決手段】 ネット状の外刃1と、ネット状の外刃1の内面に摺接する内刃2とを備える。ネット状の外刃1はその長手方向において湾曲した凸曲面3を形成し、長手方向の湾曲はその曲率半径Rを150mm〜350mmとした。
(もっと読む)
1 - 12 / 12
[ Back to top ]