
Fターム[3C058DA15]の内容
仕上研磨、刃砥ぎ、特定研削機構による研削 (42,632) | 仕上研磨、特定研削機構による研削に特有の技術 (8,852) | 課題(ワーク種別) (3,710)
Fターム[3C058DA15]の下位に属するFターム
磁気ヘッド (46)
ウエハ、ディスク (3,591)
カム、クランクシャフト (52)
遊戯媒介物 (7)
Fターム[3C058DA15]に分類される特許
1 - 14 / 14
プランジャーの表面粗さ調整装置
【課題】切削部材の交換が行いやすいプランジャーの表面粗さ調整装置を提供すること。
【解決手段】プランジャー3の外周面を囲んで配置され、そのプランジャー3の軸方向への移動を阻止される回転部材30と、この回転部材30の内側に設けられプランジャー3に当接する切削部材50と、回転部材30をプランジャー3周りに回転駆動可能な駆動手段とを備えていて、駆動手段による回転部材30の回転駆動に伴って、切削部材50がプランジャー3の外周面を切削することにより、その外周面の表面粗さを大きくするプランジャー表面粗さ調整装置において、切削部材50が回転部材30に対し、面ファスナー53により着脱可能に設けられている。
(もっと読む)
自動車エンジン用チェーン

【課題】夾雑物が含まれるような極端に劣化した酸化度の高い潤滑油と共に使用された場合にあってもアブレシブ摩耗によるピン及びブシュの間の摺接面における異常摩耗伸びの発生を抑え、さらに、ピンとブシュが親和性の高い材質で構成されている場合においても、両者が凝着し難く、凝着に起因する摩耗が抑制され、長期に亘って円滑に屈曲摺動する自動車エンジン用チェーンを提供すること。
【解決手段】ピンの表面に拡散浸透処理によるCr炭化物層が施されており、ピンの母材となる鋼の最外側におけるCr炭化物層が、主としてCr7C3によって形成され、ピンのCr炭化物層の最外層が、主としてCr23C6によって形成されていると共に、最外層を残した状態で、潤滑油中のスーツ等の夾雑物が落ち込む大きさで面圧の小さな表面凹部が形成されていることにより、上記の課題を解決するものである。
(もっと読む)
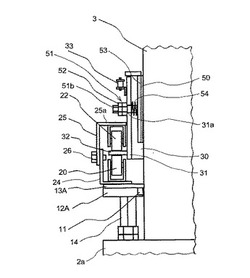
テープラップ装置の位置決め装置
【課題】アームユニットがクランクシャフトを含む被加工物の複数の軸表面を加工するように、複数個からなるときに、被加工物に向けてZ軸方向に複数のアームユニットを同時に位置決めでき、各アームユニット間の被加工物の軸(X)方向間隔を小さくでき、一度に加工できるアームユニットの数を多くすることができ、かつ低コストのテープラップ装置の位置決め装置を提供。
【解決手段】1個のストッパー 8と、各アームユニット20のカセット本体 1に固定されストッパー溝19を設けたストッパー軸 9と、1個のストッパー 8を回転させる駆動装置13とを設けて行うようにしたので、1個のストッパー 8を回転させるだけで、複数のアームユニット20を被加工物 2に向けてZ軸方向に同時に位置決めでき、一対のアーム 6、6 が開閉しても、アームに固定した一対のシュー組立体 5、5の位置がずれないようにされる。
(もっと読む)
ノズルボディの噴孔加工方法、噴孔加工装置、及びそれらを用いて作製された燃料噴射ノズル
【課題】燃料噴射用ノズルの噴孔の砥粒流動加工において、燃料流れの剥離によるキャビテーションエロージョンを防止すると共に、燃料噴射特性のばらつきを低減すること事が可能な加工方法、加工装置及びそれらを用いて作製される、燃料噴射特性が優れた燃料噴射用ノズルを提供することにある。
【解決手段】ノズルボディ内に加工用挿入具を所定加工位置まで挿入して、砥粒流動体を供給し加工を行う。この加工用挿入具の先端部は、針弁の先端部形状と同等になっている。さらに、加工用挿入具の先端部外縁が、実際の燃料噴射の際にリフト位置にある針弁の先端部外縁と重なる位置(前記所定加工位置)に加工用挿入具を保持した状態で、砥粒流動加工を行う。
(もっと読む)
ワーク切断方法
【課題】 切断された加工物の厚さ寸法のバラツキを解消して平坦度の高い加工物を切り出す。
【解決手段】 被削材2の切始め端面2aに所定厚さ寸法のガイド板3を仮固定し、このガイド板3に複数の研削工具1aを圧接させて、該ガイド板3をその厚さ方向へ切断開始すると共に、これに連続して同方向へ被削材2を切断することにより、ガイド板3の切り始めは、研削工具1aが滑って夫々のピッチが位置ズレするものの、ガイド板3を切り込んでいくうちに、研削工具1aのピッチが本来の配置間隔へ徐々に戻って、被削材2の切始め端面2aに至る頃には、研削工具1aのピッチが本来の配置間隔のまま安定して切断する。
(もっと読む)
テープラップ装置の被加工物回転駆動装置
【課題】被加工物毎に明けた穴位置が異なるものがあっても、共用して、別の専用の被加工物回転駆動装置への段取り替えが必要とせず、複数種の被加工物を回転可能なテープラップ装置の被加工物回転駆動装置を提供。
【解決手段】被加工物6に明けた穴7a、7bと嵌合可能なドライブピン8a、8bを主軸頭部30に固定し、ドライブピン8a、8b及び主軸頭部30をヘッドストック2のモータ13により回転させ、被加工物回転駆動装置10は主軸頭部30に配置された複数個の、スプリング9a、9bに進退可能に押されたドライブピン8a、8b、を有し、被加工物6を取り付けるとき、ドライブピン8a、8bのうちの少なくとも1個8aは、第1の被加工物6に明けた穴7aと嵌合し、他のドライブピン8bはそのスプリング9bが第1の被加工物6のフランジ14に押されて後退し、他の被加工物6のフランジ14に明けた穴7bと嵌合しないようにされた。
(もっと読む)
磁気記録媒体のテクスチャー加工方法
【課題】 磁気記録媒体製造におけるテクスチャー加工において、ディスク基板表面に大きな傷をつけることがなく、例えば平均表面粗さが1nm以下レベルの微細なテクスチャーを均一かつ安定的に付与することを目的とする。
【解決手段】 不織布およびその内部に高分子弾性体(I)が付与されてなるシートの少なくとも片面に極細繊維からなる立毛を有する研磨シートならびに研磨材粒子を用い、式(1)〜(3)を満足する条件下にてテクスチャー加工を行うことを特徴とする磁気記録媒体のテクスチャー加工方法。
0.01 ≦ R ≦ 0.2 ・・・式(1)
0.01 ≦ D ≦ 0.1 ・・・式(2)
1 ≦ R/D ≦ 5 ・・・・・・式(3)
ただし、R:立毛を構成する極細繊維の平均繊維直径(μm)
D:研磨材粒子の平均粒子径(μm)
(もっと読む)
アルミニウム鏡のためのCMPの使用、及び太陽電池の製造
本発明は、アルミニウムを有する基材の表面を研磨する方法に関する。この方法は、基材の表面を、研磨パッド及び研磨組成物に接触させること、及び基材の表面の少なくとも一部を摩耗させて、基材から少なくともいくらかのアルミニウムを除去し、且つ基材の表面を研磨することを含む。ここで、この研磨組成物は、研磨材、アルミニウムを酸化させる試薬、及び液体キャリアを含有しており、またこの研磨材は、粒状であり、且つ液体キャリア中に懸濁している。 (もっと読む)
ころ軸受軌道輪の超仕上げ加工装置
【課題】 ころ軸受の転走面におけるクラウニング面に対し、軸方向に形状崩れのない超仕上げ加工を施すことができるころ軸受軌道輪の超仕上げ加工装置を提供する。
【解決手段】 軌道輪1の転走面1aと平行に進退自在なトラバース動作要素2と、旋回中心Oがトラバース動作要素2の進退動作により軌道輪1の転走面1a上を移動する正逆旋回自在な旋回動作要素3と、微振動動作要素4とを備える。また、転走面1aに接する超仕上げ用の砥石5を砥石中心軸5aが旋回中心Oに対して垂直となる姿勢で保持し砥石中心軸5aの方向に転走面1a側へ砥石5を加圧する砥石加圧手段6を設ける。砥石中心軸5aが前記転走面1aに形成されたクラウニング面の法線方向を常に維持するようにトラバース駆動源2aと旋回駆動源3cとを同期させる同期手段10を設ける。
(もっと読む)
ころ軸受軌道輪の超仕上げ加工方法
【課題】 ころ軸受の転走面におけるクラウニング面に対し、軸方向に形状崩れのない仕上げ加工を施すことができるころ軸受軌道輪の超仕上げ加工方法を提供する。
【解決手段】 軌道輪1の転走面1aと平行に砥石5をトラバースさせながら、砥石5を正逆に旋回させ、かつ微振動を与える。砥石5の旋回は、砥石中心軸5aが転走面1aに形成されたクラウニング面C1(C2)の法線N1(〜N4)方向を常に維持するように行い、この法線N1(〜N4)方向に、砥石5を加圧する。
(もっと読む)
振動磁気研磨方法及び装置並びに工具
【課題】細長くて狭い円管内面やスリットの内面等の精密仕上げ、精密内バリ取りを可能とする新規な研磨方法を提供する。
【解決手段】筒状あるいは溝状の被加工物(3)の内面を研磨する方法であって、当該被加工物の内部に永久磁石を挿入してこれを加工工具(1)となし、さらに、この加工工具の両側に、それぞれ別の磁石(2a、2b)を、当該加工工具となる永久磁石の磁極に対して、同極の磁極がそれぞれ対向するように離間配置して、前記加工工具とこれら両側部の磁石との間に磁気反発力による磁気ばねを構成させ、一方、前記磁石工具に外部より変動磁場を印加させることにより、磁気力を利用して加工工具を振動させ、被加工物内面上を摺接させて研磨を行うことを特徴とする振動磁気研磨方法により上記課題を解決した。
(もっと読む)
歯切り工具の再刃付け方法及びそれに用いるNC研削盤
【課題】再刃付けの回数を多くし得る歯切り工具の再刃付け方法及びそれに用いるNC研削機を提供する。
【解決手段】NC研削盤Aは、内刃と外刃とが交互に配列されてなる歯切り工具Wの再刃付けを主軸13に取り付けた研削砥石14により行うものである。このNC研削盤は、テーブル11上に固定した歯切り工具の内刃及び外刃の各刃先の基準位置からの高さ寸法を測定する高さ測定手段15と、この高さ測定手段で測定した高さ寸法と予め入力した歯切り工具の内刃及び外刃の逃げ角とから再刃付け後に歯切り工具の内刃及び外刃の各刃先の基準位置からの高さ寸法が同一になるように内刃及び外刃の各すくい面からの研削寸法を設定する研削寸法設定手段22と、この研削寸法設定手段で設定した研削寸法に基づいて研削を制御する研削制御手段23とを備える。
(もっと読む)
ITO膜研磨用研磨液及び基板の研磨方法
【課題】有機ELや液晶パネルに用いられるITO表面の凹凸を効率的に解消することができる研磨液を提供する。
【解決手段】水と、前記水に分散させたコロイダルシリカと、保護膜形成剤とを含む研磨液であり、該研磨液のpHが2〜3の範囲であり、かつコロイダルシリカの平均粒径が5nm〜50nmであるITO(Indium−Tin−Oxide)膜研磨用研磨液、及び研磨する膜を形成した基板を研磨定盤の研磨布に押しあて加圧し、前記のITO膜研磨用研磨液を膜と研磨布との間に供給しながら、基板と研磨定盤を動かして膜を研磨する基板の研磨方法。
(もっと読む)
研磨用組成物及びそれを用いた研磨方法
【課題】 半導体基板等のエッジを研磨する用途においてより好適に使用可能な研磨用組成物を提供する。
【解決手段】 本発明の研磨用組成物は、研磨材と、イミダゾール及びイミダゾール誘導体の少なくとも一方と、水とを含有する。この研磨用組成物は、半導体基板のエッジを研磨する用途において特に有用である。
(もっと読む)
1 - 14 / 14
[ Back to top ]